Известны способы многоточечного автоматического регулирования процесса тепловлажностной обработки железобетонных труб в вертикальных металлических формах с помощью датчиков в комплекте с задатчиками и управляюще-усилительным устройством.
По предлагаемому способу получают оптимальный режим тепловлажностной обработки труб.
Достигается это тем, что стенки труб, заключенные между электродами, подключают поочередно к управляюще-усилительному устройству через соответствующие задатчики.
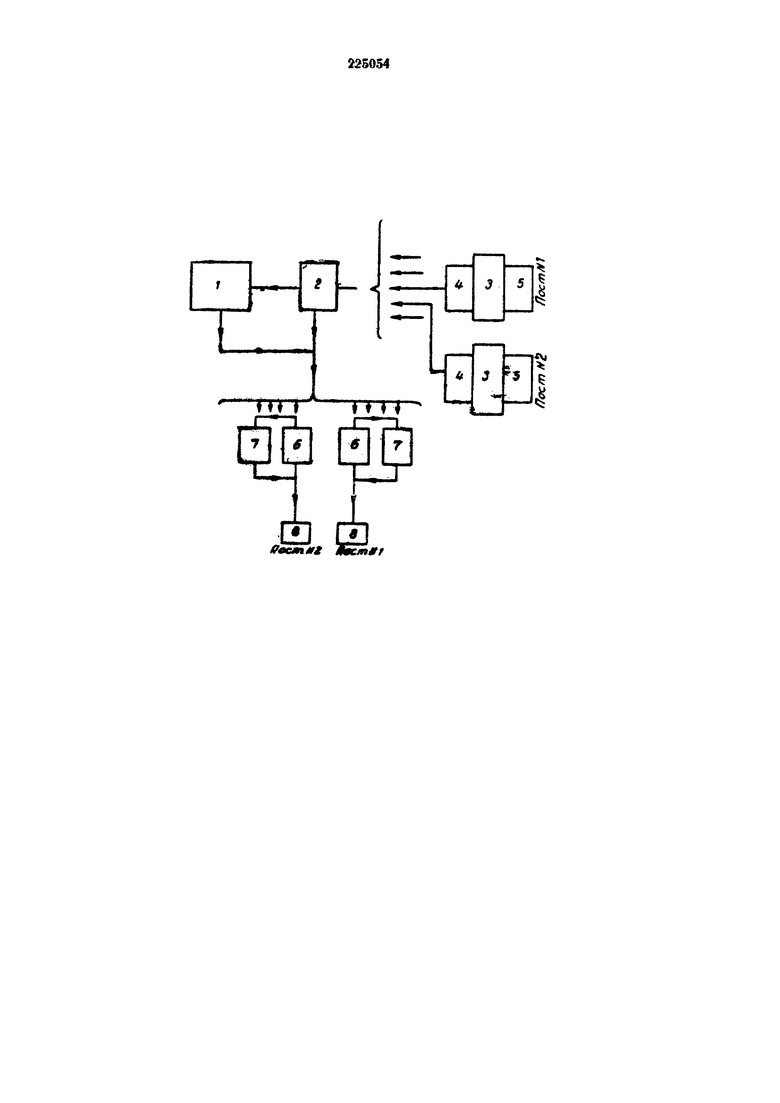
На чертеже представлена схема регулирования процесса.
Регулирование температурного режима теплообработки железобетонных труб ведут по электропроводности стенок 1 железобетонных труб постов №1 и №2 теплообработки, заключенных между электродами 2 и заземленными металлическими формами 3, поочередно подключаемыми шаговым искателем 4 к сигнализатору 5. Кроме того, сигнализатор, включающий в себя электронное устройство или магнитный усилитель, через шаговый искатель 4, термореле 6, исключающее отключение электромагнитных вентилей 7 подводящих паропроводов в период подъема температуры, термодатчик 8, регулирующий температуру термической выдержки, воздействует на электромагнитные вентили 7 постов теплообработки железобетонных труб.
Способ многоточечного автоматического регулирования процесса тепловлажностной обработки железобетонных труб с помощью датчиков в- комплекте с задатчиками и управляюще-усилительным устройством, отличающийся тем, что, с целью получения оптимального режима тепловлажностной обработки труб, стенки труб, заключенные между электродами, подключают поочередно к управляюще-усилительному устройству через соответствующие задатчики.
