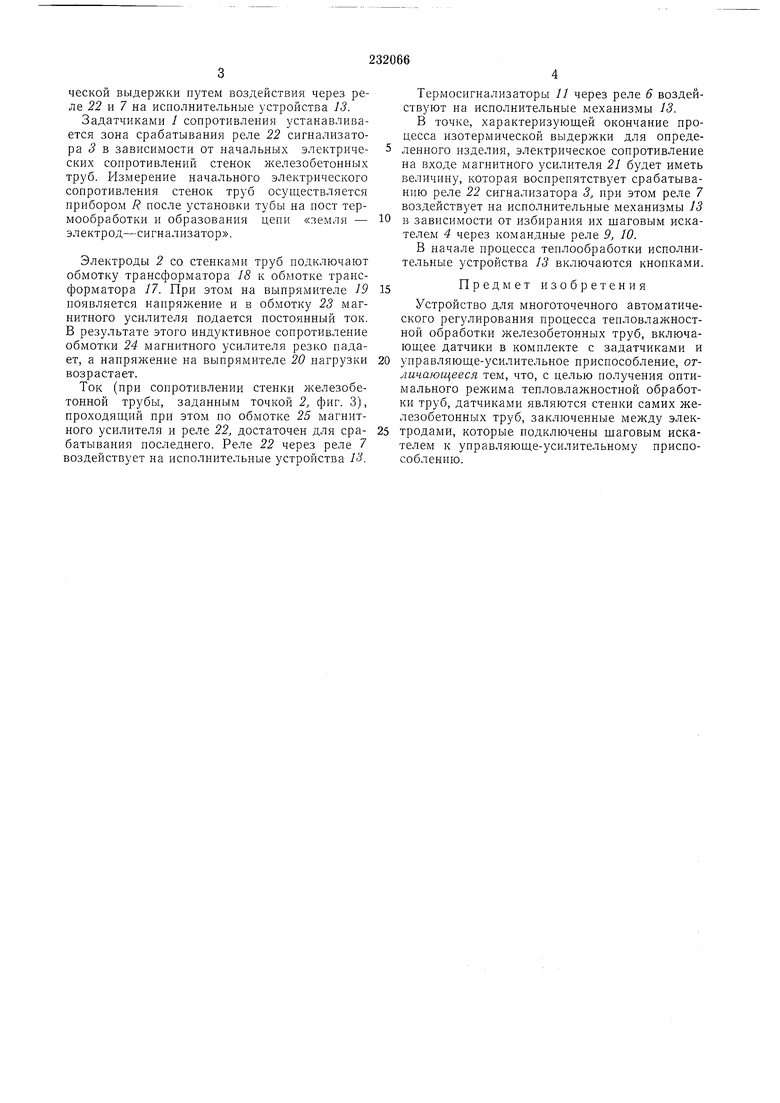
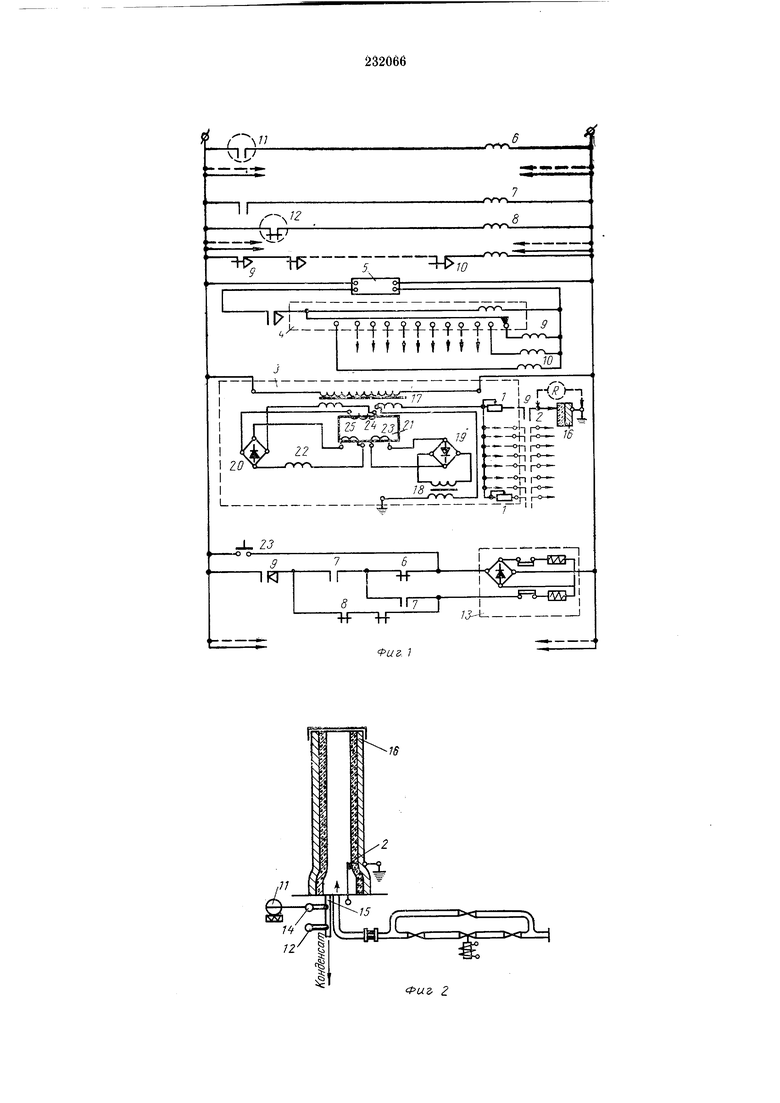
Известны устройства для многоточечного автоматического регулирования процесса тепловлажностной обработки железобетонных труб, включающие датчики в комплекте с задатчиками и управляюще-усилительное приспособление. В предлагаемом устройстве для получения оптимального режима тепловлажностной обработки труб датчиками являются стенки самих железобетонных труб, заключенные между электродами, которые подключены шаговым искателем к управляюще-усилительному приспособлению. На фиг. 1 изображено предлагаемое устройство; на фиг. 2--технологическая схема процесса тепловлажностной обработки железобетонных труб; на фиг. 3 график удельных электрических сопротивлений бетонов с различным составом и подвижностью. Устройство включает в себя следующие элементы: задатчики 1 и измерительные электроды 2, устанавливаемые по числу постов контроля, сигнализатор 3 с магнитным усилителем и шаговый искатель 4, подключенные к электросхеме, содержащей выпрямитель 5, реле перемещения щеток шагового искателя 4, командные реле 6-10, термосигнализаторы 11 и термореле 12, устанавливаемые по числу точек контроля, исполнительные устройства 13 и кнопки их включения. Термосигнализаторы 11, термобаллоны 14 которых устанавливаются на конденсатопроводах 15, осуществляют контроль температуры изотермической выдержки и через командные реле 6 воздействуют на исполнительные устройства 13. Термореле 12, устанавливаемые на конденсатопроводах 15 через командные реле 8, предотвращают закрытие исполнительных устройств 13 в период подъема температуры. Шаговый искатель 4 через командные реле 9, 10 поочередно подключает к сигнализатору 3 электроды 2 и через заданный промежуток времени исполнительные устройства 13, а также реле перемещения щеток шагового искателя 4. Выпрямитель 5 питает электромагнит шагового искателя. Электроды 2 в комплекте с заземленными стенками 16 металлических форм, в которых пропариваются трубы, являются датчиками электрического сопротивления стенок железобетонных труб. Электроды 2 устанавливаются внутри труб, соприкасаясь с их внутренней стенкой, и изолируются от соприкосновения с металлическими предметами. Сигнализатор 3, включающий в себя трансформаторы 17 и 18, выпрямители 19 и 20, магнитный усилитель 21 и реле 22, осуществляет усиление сигнала, поступающего от электродов 2, и контролирует начало и окончание изотермической выдерл ки пзтем воздействия через реле 22 и 7 на исполнительные устройства 13.
Задатчиками / сопротивления устанавливается зона срабатывания реле 22 сигнализатора в зависимости от начальных электрических сопротивлений стенок л елезобетонных труб. Измерение начального электрического сопротивления стенок труб осуществляется прибором R после установки тубы на пост термообработки и образования цепи «земля - электрод-сигнализатор.
Электроды 2 со стенками труб подключают обмотку трансформатора 18 к обмотке трансформатора 17. При этом на выпрямителе 19 появляется напряжение и в обмотку 23 магнитного усилителя подается постоянный ток. В результате этого индуктивное сопротивление обмотки 24 магнитного усилителя резко надает, а напряжение на выпрямителе 20 нагрузки возрастает.
Ток (при сопротивлении стенки железобетонной трубы, заданным точкой 2, фиг. 3), проходящий при этом по обмотке 25 магнитного усилителя и реле 22, достаточен для срабатывания последнего. Реле 22 через реле 7 воздействует на исполнительные устройства 13.
Термоспгнализаторы // через реле 6 воздействуют на исполнительные механизмы 13.
В точке, характеризующей окончание процесса изотермической выдержки для определенного изделия, электрическое сопротивление на входе магнитного усилителя 21 будет иметь величину, которая воспрепятствует срабатыванию реле 22 сигнализатора 3, при этом реле 7 воздействует па исполнительные механизмы 13 в зависимости от избирания их шаговым искателем 4 через командные реле 9, 10.
В начале процесса теплообработки исполнительные устройства 13 включаются кнопками.
Предмет изобретения
Устройство для многоточечного автоматического регулирования процесса тепловлажностной обработки железобетонных труб, включающее датчики в комплекте с задатчиками и
управляюще-усилительное приспособление, отличающееся тем, что, с целью получения оптимального режима тепловлажностной обработки труб, датчиками являются стенки самих железобетонных труб, заключенные между электродами, которые подключены щаговым искателем к управляюще-усилительному приспособлению.
12
г N
..
ZJ
1 г
1КГ
T+ 1-Г
-
- -| -fff4f I t t t t t t t t
117 т
/j-t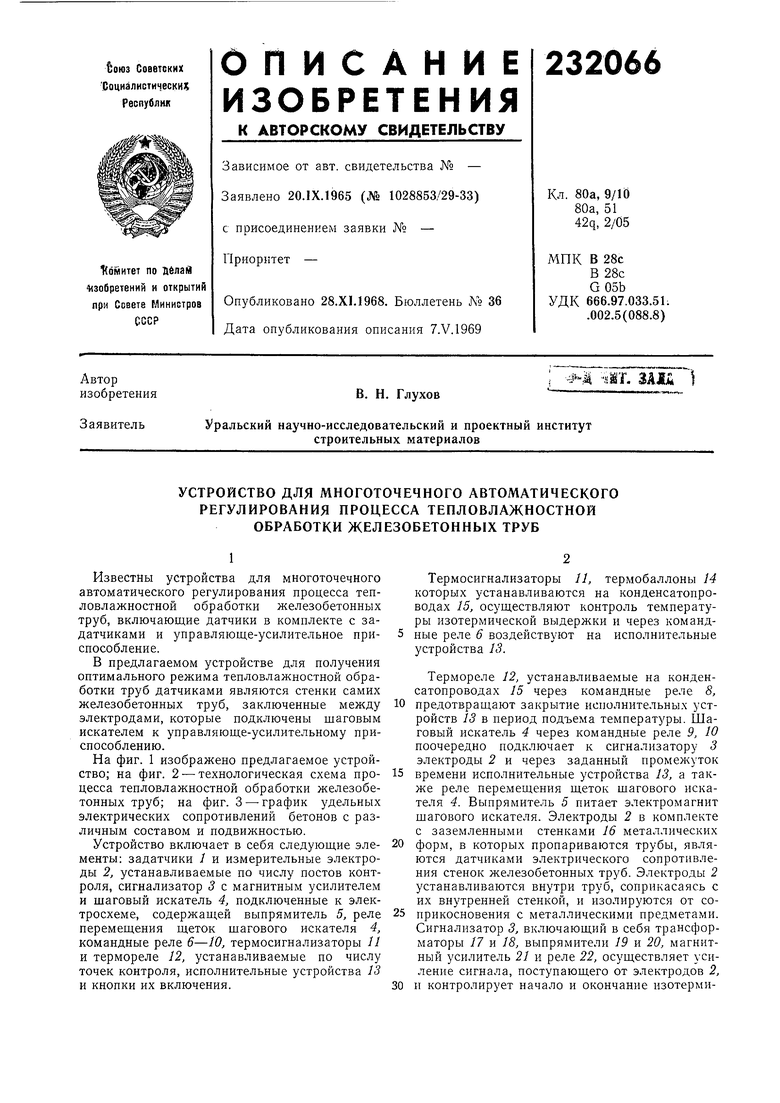

Бетон А
Бетон б
Т vac
