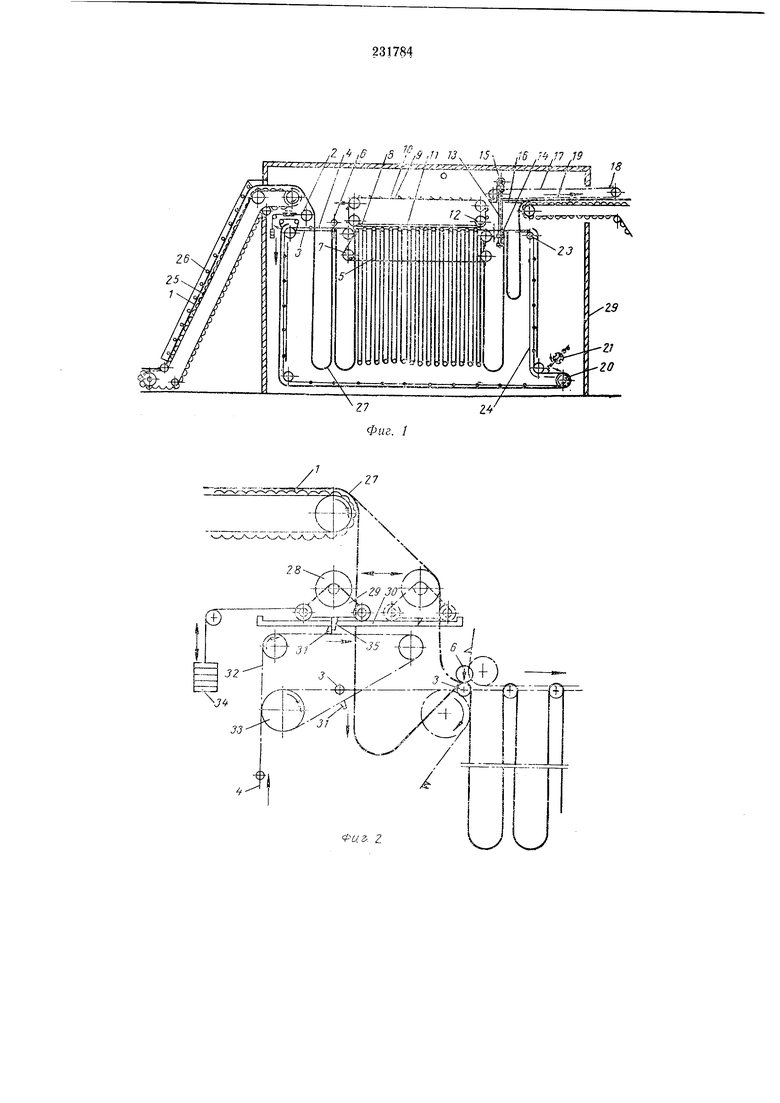
Изобретение относится к производству рулонных матариалов, например алкидного и глифталевого линолеума на различных основах, а также декоративных |рулонных материалов. Известные устройства для термообработки рулонных материалов, содерл ащие камеру, загрузочное и выгрузочное приспособления и приспособление для изменения шага петель, имеюндее вешала, петлеобразователь и ведущий транспортер, предназначены для производства сравнительно товких, эластичных и маловесомых материалов, например клеенок, тканей, обоев. Петли таких материалов легко фОрмуются на вешалах, транспортируются по камере с малым ша1гом и без изменения шага легко снимаются с вешал. Предлагаемое устройство иредназначено для термообработки ломких, подверженных образованию треш.ин .материалов с большим несоМ завешиваемых «петель, например глифталевых ИЛИ алкидных линолеумов, которые требуют большого шага расположения вешал, что влечет за собой увеличение длины те-рмокамеры. Цель изобретения - предотвращение образования трещин по всей длине материала з процессе его завески, уменьшение габаритов термокамеры и обеспечение возможности выгрузки вешал с передним концом материала при его обрыве или при заправке устройства. В предлагаемом устройстве петлеобразователь выполнен в виде вертикально замкнутого транспортера с захватами, котО|рый огибает .рабочую часть имеющего водила ведущего транспортера с размещенными под ним нанравляющи.ми для перемещения вешал я взаимодействующего посредством водил с захватами петлеобразователя в местах завескм и съема лстель материала. Устройство снабжено механизмом отклонения, выполненным в виде ролика, закрепленного на каретке, которая установлена на направляющих и имеет упор, периодически взаимодействующий с захватами, укрепленными на приводной цепи, связанной с петлеобразователем. Механизм подъема вешал устройства выполнен в виде двух .вертикальных ви ит-ов с подвилхными опорами для вешал и отводного транспортера. На фиг. 1 схе.матически (Изображено предлагae oe устройство для термообработки рулонных материалов; на фиг. 2 - механизм отклонения; на фиг. 3 - механизм подъема вешал; на фиг. 4 - то же, вид по стрелке А; на фиг. о - механизм восполнения вешал. Устройство состоит |ИЗ обогреваемого загрузочного транспортера /, отклоняющего устройства 2, вешал 3, транспо1ртера-петлеобразователя 4 с захватэМИ 5, механизма 6 (временлой фиксации петель, звездоче-к 7, направляющих 8 для пер.емеш,епия вешал, ведущего транспортера 9 с водила МИ 10, направляющих // цепей (на чертеже не показаны), ведущих звездочек 12, механизма /Л подъема вешал с опорами 14 и Нриводом 15, .направляющих 16 выг.рузки вешал, отводного транспортера 17 с тол1кателями 18 для отвода вешал, выгрузочного лриспособленИЯ 19, натяжного нриспособлепия 20 летлеобразователя 4, .механизма 21 воспоЛПения вешал на траиспортере-петлеобразозателе 4, iKOpnyca тбрМокамеры 22, приводной 3 вездоч,ки 23 петлеобразователя 4, направляющих 24, пластип 25 .и обогревателей 26, необходимых для поддержания температуры подогретого на каландрах (если это необходимо) лилолеума 27.
Механизим 2 отклонения линолеума содержит .ролик 28, расположенный на каретке 29, направляющие 30, захваты 31, находящиеся на цепи 32, звездочку 33, груз 34 и упоры 35.
Механизм .подъема вешал 13 содержит привод 15, винты 36, конические шестерни 37 и опоры -14.
Устройство снабжено механизмом 21 восполнения вешал, который представляет собой магаз.ин, состоящий из запасника вешал 38 и двух вращающихся диско.в 39, жестко сидящих на приводном валу 40, а также подпружи.ненных опор 41 с пружинами 42 и склизов 43. В механиз.м 21 входят также направляющие 44 .и датчик 45.
Работает устройство следующим образом.
Термокамеру 22 разогревают до .необходимой технологической температуры И линолеум подают на транспортер I, полотно которого состоит из прогнутых .по радиусу пластип 25, кривизна которых составляет на перегибах .радиус, не образующий .на Линолеуме трещип. С транспортера / линолеум 27 через механизм 2 отклоне.ния идет вниз и лри образовании петли завещивается непрерывно на движущиеся вещала 3.
Механизм отклонения линолеума работает следующим (см. фиг. 2). РолиК 28 движется синхро.нно с вешалами, а петля липо.леума фиксируется имеханизмом 6 в этот момент каретка 29 освобождается от захвата 31 и откатывается назад в исходное полол енпе. Линолеум опять проходит меж.ду последующими вешалами, образуя новую петлю, и снова фиксируется па вешале. Механизм отклонения .не .позволяет линолеуму перегибаться на вешалах 3 в процессе образования петли и перегибает его только в момент образования полной петли.
Длина петли линолеума зависит от скорости движения вешал 5 на .петлеобразо.вателе 4 и скорости подачи линолеума транспортером. Чем б.ольше скорость подачи л.инолеума И 1меньше скорость движения вешал, тем длиннее петля линолеума.
(грузовыми или нружинными), которые дают возмож ость образования новой пeтvти без сползания предыдущей. После фиксации линолеу,ма иа вешале мехапизмом 6 транспортер-петлеобразователь 4 песет это .вешало с петлей материала до ведущего транснортера 9, где оставляет его на направЛЯющих 8 и уходит вниз по звездочкам 7.
Вешала 3 подхватываются водилами 10 ведущего транспортера 5 и с меньшпм шагом, чем на транспортаре-петлеобразователе 4, транспортируются по термокамере 22.
Скорость ве.душ.его транспортера 9 во столько раз Меньше скорости транснортера-петлеобразователя 4, во сколько раз шаг расположения водил 10 ведущего транспортера 9 меньше шага расположения захватов 5 транспортера-летлеобразователя 4. Транспортерпетлеобразователь 4 обеспечивает большой шаг расположения движущихся вешал для удобства завески линолеума и выгрузки его, а ведущий транспо.ртер 9 сгоняет вешала плотнее, что сокращает ;в несколько .раз длину
тер1мока.меры в цело.
Ведущий транспортер 9, предназначенный для продвижения вешал по термокамере 22 с плотно завешенными .петлями линолеума, представляет собой две вертикально замкнутые цепи с закрепленными на них водилами 10. Приводится в движение ведущи.й транспортер 9 .звездочками 12.
Пройдя термообработку, ливолеум на вещалах снова попадает на захваты 5 транспортера-петлеобразователя 4, который подхо.дит снизу и разго.няет вещала на шаг, удобный для выпрузки л.инолеума. Линолеум снимается с вешал с помощью транспортера 19, который конструктивно выпол.нен так же, как и
транснортер 1, только без обогревателей. Далее вешала без линолеума транспортируются по кямере 22 -к месту завески петель линолеума вертикально замкнутыми цепями транспортера-петлеобразователя 4, который имеет
патяжное устройство 20, приводные звездочки 23 и направляющие 24 для движущейся цепи трапспо.ртера 4 и вешал .3. Паправляющие 24 предотвращают выпадание вешал из захватов петлеобразователя 4 на вертикальных участках транспортера.
Механизм 13 .подъема вешал с петлями линолеума нредназначен для выгрузки переднего конца полотна линолеума при заправке термокамеры и обрыве нетли. Работает механизм
13 следующим образом (ом. фиг. 3 и 4). Вещало 3 с началом полотна л.инолеума подводится захватами 5 цепи транспортера-петлеобразователя 4 в расположение опар 14, которые при1водятся .в движение вертикально установлениыми винтамИ, по.дн.имая с двух сторон за цапфы (на чертеже не ноказаны) вен1ала 3 с линолеумом до уровня направляющих 16, после чего толкателями 18 цепей отводного транспорте ра 17 вешало с линолеугрузочное приспособление 19, которое движется синхронно с отводным трапснортером 17. Далее приспособлением 19 вешало с линолеумом выпружается из камеры 22, а затем линолеум сНИмается с вешал .в виде .непрерывной ленты. Мехатшзм подъема вешал прнвоДится в действие от привода 15 через .конические шестерни 37, кото,рые враш,ают ввнты, по .которым перемеидаются опоры 14.
Освободившиеся от линолеума вешала 3 лере1меш,аютея транспортером-петлеоб;разователем 4 к месту завески линолеума, а недостаюш,.ие вешала на нетлеобразователе 4 пополняются механизмом 1восполнен.ия вешал 2/.
В случае вытрузки линолеума с вешалом в начале работы ил-и при обрыве петли матер.иала восполнение недоста1ош.их вешал осуш,ествляется следуюш,им об|разом (см. фиг. 5). Если на захвате 5 траиспортера-петлеобразователя 4 отсутствует вешало 3, датчик 45 подает импульс п-р.иводу механизма 21, диски 39 |разво1рачиваются, а вешало, освободившись, соскальзывает по напраелягонхим 44 на опоры 41, .находящиеся в верхнем положении. Опора под тяжестью вешала 3 плавно онускается, сжимая пружину 42. В этот момент подходит захват 5 и своим зубом снимает вешало 3 с олоры 41 и склиза 43.
Предмет изобретения
1.Устройство для термообработки рулонных материало1В. например л.ниолсума, содержаш.се камеру, загрузочное и выгрузочное приспособлс;П1я И приснособлсние для изменения шага петель, имеюш.ее венитла, нетлеоб|разователь и ведуший транспортер, отличающееся тем, что, с целью предотвращения образования трегц.ин по всей длине материала н уменьшения габаритов устройства, петлеобразователь выполнеп в виде вертикально замкнутого транспортера с захватами, .который огибает рабочую часть имеюш,его водила ведушего транспо.ртера с размещенными под ним нап.равляющими .тля перемещения вешал и вза.имодействующего посредством водил с заxiBaTaMH петлеобразователя в местах за вески и съема петель материала.
2.Устройство но п. 1, отл11чаюп( те.м, что оио снабжено механизмом отклонения, выполненньпг в виде ролика, закрепленного на каретке, которая установлена на нанранляющнх и имет упор, периодичоеки взап.модействующ.ий с захватами, укрепленными на приеодной цепи, связанной с летлеобразователем. v l. a:3 rz: - nMi :k2:b..i-,. I I 11 Т о
Фиг. 1
иг.. г
V 1Я i° Фаг,. 4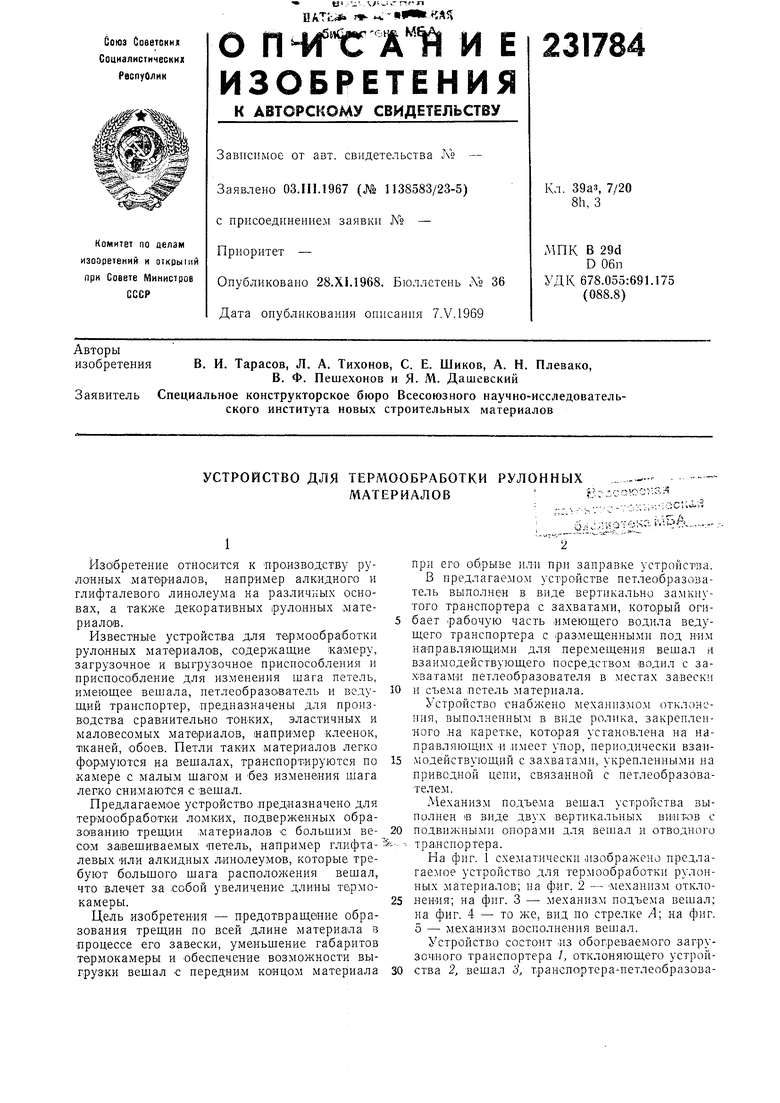
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сушки технических тканей | 1958 |
|
SU117820A1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ШЛИФОВАЛЬНОЙ | 1973 |
|
SU383977A1 |
| Устройство для сушки клеенки и других технических тканей | 1954 |
|
SU100069A1 |
| Установка для обработки бутафольной пленки при производстве триплекса | 1960 |
|
SU137257A1 |
| Сушилка для клеенки и других технических тканей | 1960 |
|
SU138216A1 |
| УСТРОЙСТВО для РАЗВЕШИВАНИЯ ИЗДЕЛИЙ В ВИДЕПОЛОТЕН | 1970 |
|
SU266445A1 |
| УСТРОЙСТВО для ПРОВЕДЕНИЯ ТКАНИ | 1967 |
|
SU195429A1 |
| КОНВЕЙЕРНАЯ СУШИЛКА ДЛЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ | 1971 |
|
SU305330A1 |
| Устройство для перемещения бумаги в фестонной сушилке | 1960 |
|
SU133748A1 |
| Устройство для подачи мерного материала в зону обработки | 1986 |
|
SU1379373A1 |