Известны устройства, выполненные в виде камер с цепным конвейером и петлеобразователем для сушки различных лент и рулонных материалов. Известны также установки для обработки ленточных материалов, включающие транспортирующие ролики, бобинодержатель и камеры предварительной термообработки и окончательной обработки.
Также известно применение термоизлучателей и отжимных барабанов в подобных устройствах. Однако известные установки имеют свои недостатки, снижающие их производительность.
Предложенная установка для обработки бутафольной пленки при производстве триплекса, является более соверщенной и производительной в сравнении с известными; представляет собою конвейер, на котором бутафольная пленка в рулонах подготовляется для ее дальнейшего использования при производстве многослойных стекол (триплекс).
Конвейер установки разделен на секции и камеры, в которых выполняются следующие операции: сухой очистки, мокрой очистки, ополаскивания дистиллированной водой, отжима воды и предварительной сушки термоизлучателями инфракрасных лучей, а также секции заключительной сушки с помощью Кондиционированного воздуха при температуре 25°.
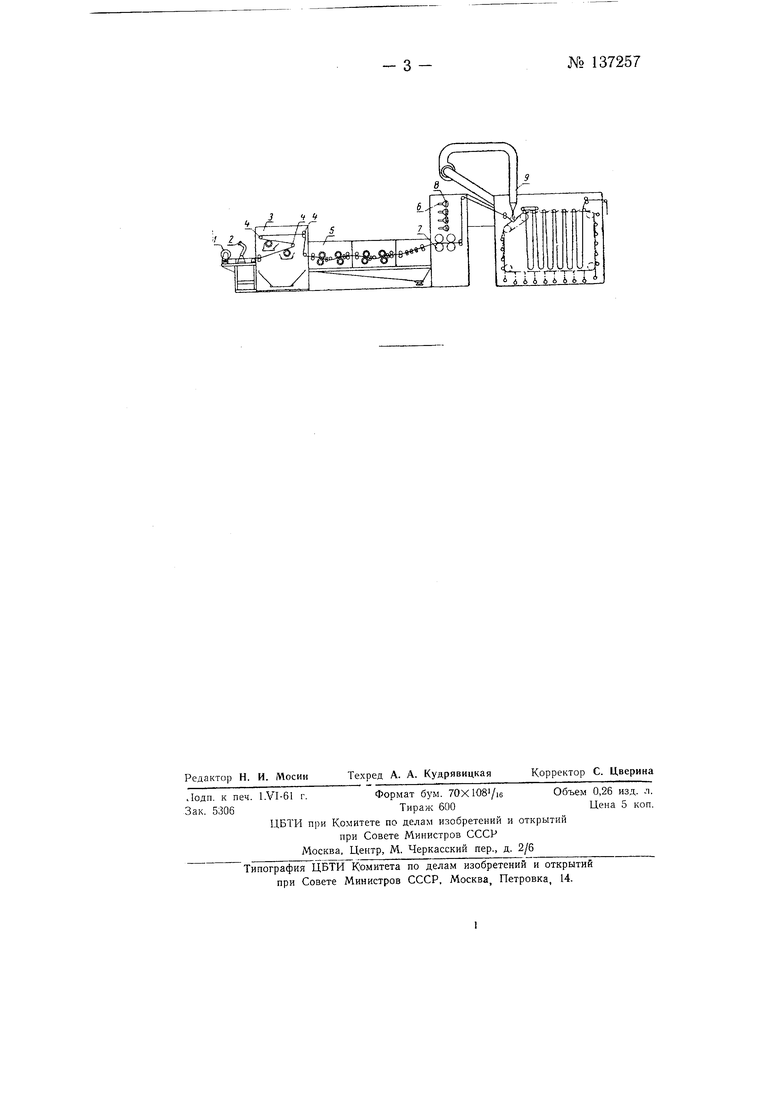
Особенностью предложенной установки для обработки бутафольной пленки является операция склеивания ленты, для чего перед камерой сухой очистки установлен стол с горизонтальной плитой, над последней смонтирован подвижной электроутюг на поворотном рычаге, который взаимодействует с педалью управления при помощи пружины. Полезность предложенной установки отмечена ГИС. На чертеже схематичн.1 представлена предлагаемая установка, состоящая из конвейера, разделенного на секции и камеры, в которых размещены следующие составные части и приспособления: бобинодержатель с рулоном /, приспособление 2 для склейки пленки, состоящее из столика - чугунной полированной плиты, к которой утюгом прижимается пленка; камера сухой очистки 5, с вращающейся щеткой; транспортирующие роликов 4; каме№ 137257- 2 -pa мокрой очистки 5 со щетками, к которым подается вода; камера предварительной сушки 6 с отжимным барабаном 7 и термоизлучателями инфракрасных лучей 8; петлевая сушилка 9 для окончательной сушки ленты.
Технологический процесс обработки бутафольной пленки состоит из следующих операций. На открытой раме установлены захваты - центры, в которых зажимается разматываемый рулон пленки. Далее по ходпленки расположен столик для склейки пленки. Процесс склейки производится в следующем порядке: конец размотанного рулона на всю щирину пленки и 2-3 см по длине протирается спиртом и таким образом подготавливается начало следующего рулона. Затем начало и конец складывают внахлестку на плите и с помощью педали прижимают утюгом- По окончании склейки утюг за рычаг отвотится от пленки. Склеенная лента поступает в камеру сухой очистки, где вращающиеся волосяные или капроновые щетки сметают бикарбонат натрия, сначала с одной стороны, потом с другой стороны пленки. После сухой очистки лента попадает в камеру мокрой очистки, где проходит через четыре пары щеток, под которые подается вода с температурой 15-18° в начале и 40-45° в конце операции.
Далее отмытая щетка промывается дистиллированной водой с температурой 40-45°. Конечный участок пути в камере мокрой очистки пленка проходит с подъемом под углом в 10° для того, чтобы вода скатывалась с пленки.
В камере предварительной сушки производится съем поверхностного слоя воды с помощью войлочных отжимных барабанов, обернутых полотном. Процесс сушки ведется путем регулирования температуры и предварительное глубокое просушивание пленки достигается инфракрасными лучами с помощью термоизлучателей.
Транспортировка пленки осуществляется при помощи парных обрезиненных роликов, допускающих изменение скорости транспортировки с помощью редуктора и сменных щестерней. Этот привод также приводит в движение и механизмы cj/щила с петлеобразователем, куда пленка поступает из предварительной сущки. В сушиле с петлеобразователем на двух основных цепях подвещены поперечины-вешала, покрытые полиэтиленом. Образование петель пленки, подвещенных на вещалах, происходит за счет более медленного движения основных цепей, чем движется пленка. Медленно перемещаемые петли вдоль камеры обдуваются кондиционированным воздухом с температурой 25-28° и влажностью 25%.
Для того, чтобы в момент образования петли не было проскока пленки на вешалах, в месте образования петли установлено сопло вентилятора, через которое подается воздух придерживающий пленку. Там же установлены специальные резиновые шнуры, прижимающие пленку к первому вешалу. После сущки подготовленная пленка передается на переработку.
Предмет изобретения
Установка для обработки бутафольной пленки, при производстве триплекса, включающая бобинодержатель, камеры сухой и мокрой очистки, транспортирующие ролики, сушилку с отжимными барабанами и инфракрасными излучателями для предварительной сушки и петлевую сушилку для окончательной сушки, отличающаяся тем, что, с целью осуществления операции склеивания ленты, перед камерой сухой очистки, установлен стол с плитой, над которой на поворотном рычаге монтирован подвижной электроутюг, взаимодействующий с подпружиненной педалью управления.
/ 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство непрерывного действия для изготовления многослойной сетчатой ленты из расплава | 1961 |
|
SU146447A1 |
| ВАКУУМНАЯ ПЕНОСУШИЛКА | 1992 |
|
RU2112184C1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКОЙ ПЛЕНКИ | 1992 |
|
RU2037415C1 |
| СПОСОБ СУБЛИМАЦИОННОЙ СУШКИ ЖИДКИХ ПРОДУКТОВ И СУШИЛКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008585C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКОГО ЛАКОФАЛЬГОВОГО ПОЛИИМИДНОГО МАТЕРИАЛА | 2003 |
|
RU2240921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2141385C1 |
| Агрегат для непрерывного горячего лужения жести | 1979 |
|
SU865965A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАКАНЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2158200C1 |
| ТЕРМОРАДИАЦИОННАЯ РОТОРНАЯ СУШИЛКА | 1992 |
|
RU2053471C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОЙ ЛЕНТЫ | 2005 |
|
RU2290314C1 |