Известны способы определения оптимальных режимов процессов шлифования и полирования листового стекла, основанные на том, что при расчете процесса сравнивают затраченную мощность рабочих органов шлифовальных и полировальных станков, выраженную соответственно через работу.
Цель изобретения - создание способа, позволяющего выявить характер сошлифовки и полировки конвейерных установок различного вида для листового стекла, определить оптимальные технологические режимы на действующих конвейерных линиях и рациональную конфигурацию рабочей поверхности шлифующего и полирующего инструмента, применяеМОГО при обработке листового стекла.
Достигается это тем, что процесс шлифования и полирования листового стекла моделируют сенситометрическим методом, использующим то обстоятельство, что работа шлифоБального (полировального) инструмента и почернение светочувствительных слоев в пределах нормальных экспозиций находятся в прямой зависимости от времени.
Способ моделирования процессов конвейерного шлифования и полирования листового стекла осуществляется следующим образом.
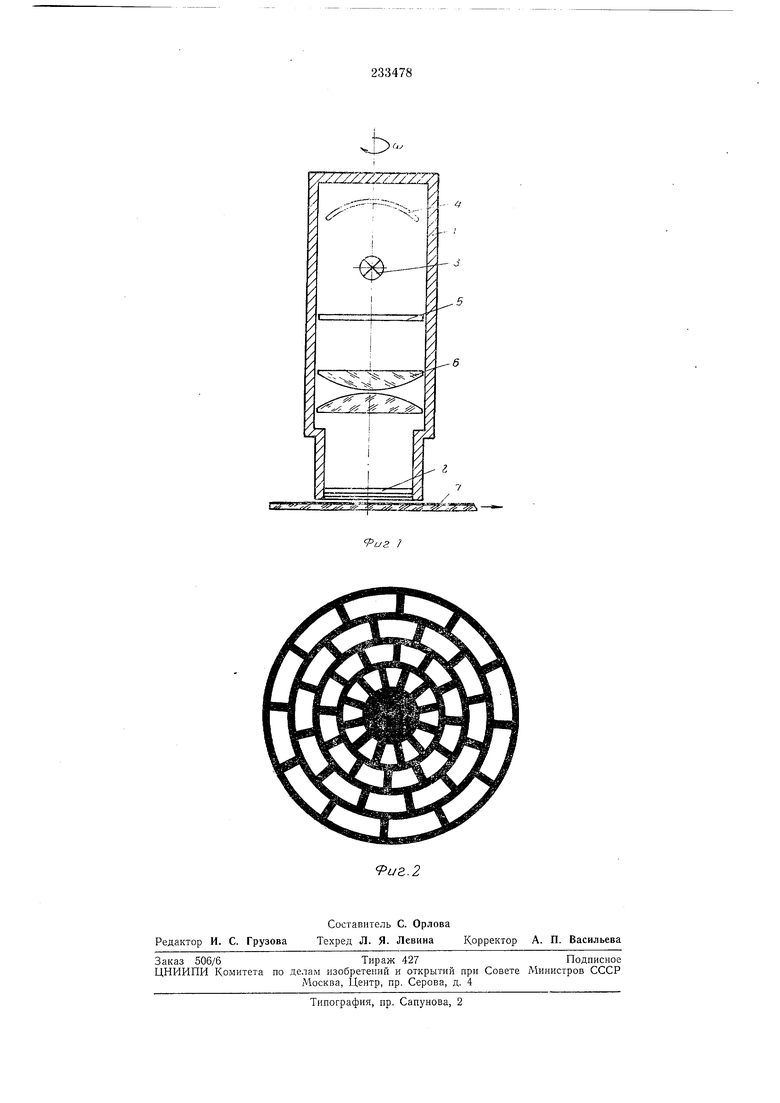
расчетной угловой скоростью со (которую должен иметь исследуемый шлифовальник).
Модулятор 2, освещаемый источником 3 света с отражателем 4, проходящим через молочное стекло 5 и конденсор 6, враш,аясь с угловой скоростью (О, эксионирует перемещающийся со скоростью V (скорость стола конвейера) светочувствительный слой 7.
После обычного проявления и фиксации светочувствительного слоя на нем визуально или с помощью денситометра определяют равномерность моделируемого (расчетного) сошлифования поверхности стекла.
На фиг. 2 изображен модулятор, на котором прозрачными участками моделируется форма каблуков и их геометрия является точной копией исследуемого в динамике И1лифовальника.
Предмет изобретения
Способ моделирования процессов конвейерного шлифования и полирования листового стекла, отличающийся тем, что, вращают освещаемый источником света модулятор с угловой скоростью, равной скорости шлифования, и экспонируют на перемещающийся со скоростью стола конвейера светочувствительный слой, на котором после проявления и фиксации визуально или с помощью денситометра определяют равномерность моделируемого сощлифования поверхности стекла.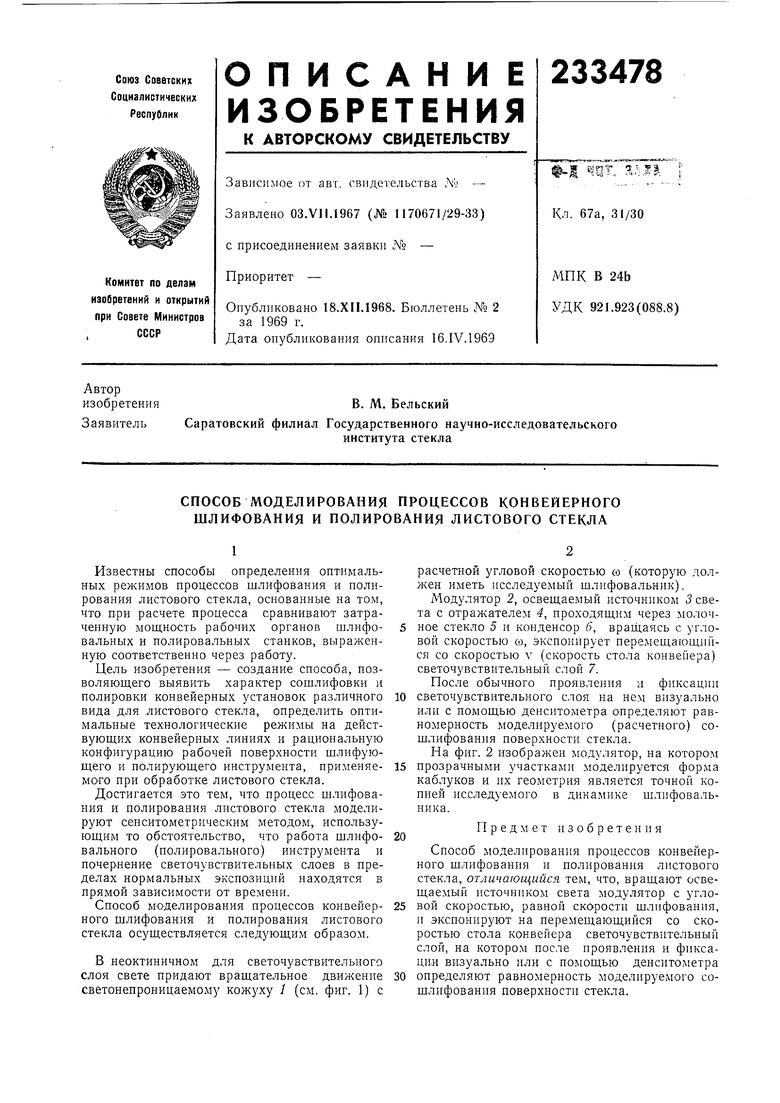
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для МОДЕЛИРОВАНИЯ ПРОЦЕССОВ КОНВЕЙЕРНОГО ШЛИФОВАНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU296638A1 |
| ВСЕСОЮЗНАЯ! | 1973 |
|
SU371183A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО УТОНЕНИЯ ПЛАСТИН | 2011 |
|
RU2478463C1 |
| СИСТЕМА И СПОСОБ, ОБЕСПЕЧИВАЮЩИЕ ОБУЧЕНИЕ ДУГОВОЙ СВАРКЕ В МОДЕЛИРУЕМОЙ СРЕДЕ ВИРТУАЛЬНОЙ РЕАЛЬНОСТИ В РЕАЛЬНОМ ВРЕМЕНИ С ИСПОЛЬЗОВАНИЕМ ОБРАТНОЙ СВЯЗИ СВАРОЧНОЙ ВАННЫ В РЕАЛЬНОМ ВРЕМЕНИ | 2009 |
|
RU2491649C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012478C1 |
| СПОСОБ КООРДИНИРОВАНИЯ ИДЕНТИФИКАЦИИ И ОБРАБОТКИ ДЕФЕКТА ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2019 |
|
RU2790124C1 |
| УСТРОЙСТВО ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2696473C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Устройство для обработки торцов и фасок листового стекла | 1984 |
|
SU1255399A1 |