Изобретение относится к способу координирования идентификации и обработки шлифованием и/или полированием по меньшей мере одного дефекта по меньшей мере одним шлифовальным или полировальным инструментом, способным перемещаться автоматически и под компьютерным управлением на основе сохраненной программы над дефектом покрытия поверхности заготовки согласно ограничительной части пункта 1 формулы изобретения, к устройству для осуществления этого способа.
В частности, в случае дефектов окрашенных поверхностей, таких, что встречаются на кузовах автомобилей, особенно в виде включений пыли, частиц грязи, носов краски и кратеров, которых невозможно избежать, несмотря на многие усилия, эти дефекты необходимо устранить путем шлифования и полирования.
В частности, выявление и классификация обнаруженных недостатков отнимают очень много времени даже для специально обученных и опытных сотрудников.
Затем на основе классификации дефектов выбирается соответствующий абразив, и дефект удаляется ручным шлифованием и последующей полировкой.
Для шлифования лучшим выбором зарекомендовали себя абразивные материалы на основе с микрозернистостью. Их можно использовать в качестве абразивных листов вручную или на ручных машинах с вращением, эксцентриситетом, планетарных или вибрационных.
В соответствии с размером дефекта задача состоит в том, чтобы сохранить как можно меньшую площадь шлифования и подготовить ее к последующей полировке с минимальной глубиной шероховатости.
Для процесса измельчения в основном известны два различных способа с соответствующими преимуществами и недостатками.
В случае так называемого сухого шлифования, например, шлифовальная пыль, образующаяся в процессе шлифования, собирается на абразивном листе, что означает, что одним абразивным листом может быть обработано лишь несколько дефектов.
Если шлифование выполняют с использованием так называемого способа мокрого шлифования, в котором дефект и/или абразивный лист смачивают шлифовальной водой, можно обработать значительно больше дефектов. Однако дефект, подлежащий обработке, следует очистить после процесса шлифования перед полировкой из-за прилипшей шлифовальной пыли или грязи, что может занять очень много времени, особенно на вертикальных поверхностях.
Для полировки соответствующее количество полировальной пасты наносится на участок шлифования и/или полировальный круг, и участок шлифования обрабатывается полировальной машиной.
Обработка дефектов требует очень много времени и усилий, особенно когда дефект находится на переходах, изогнутых поверхностях, на смазанных краях или рядом с трещинами.
При обработке дефектного участка работник может столкнуться со значительными потерями качества и необходимостью дополнительной работы, если ручные шлифовальные и полировальные станки установлены под углом, если, например, шлифование необходимо проводить в эргономически неблагоприятных местах, используется ненадлежащая микрозернистость, абразивный лист неправильно расположен на диск-подошве, абразивный лист не заменен вовремя, время шлифования превышено и, в результате шлифование проводится слишком глубоко, количество полировальной пасты для участка шлифования выбрано слишком большим, вследствие чего ненужные брызги полировальной пасты остаются на заготовке, например, на кузове автомобиля, или выбрано слишком мало полировальной пасты и потому не достигается оптимальный полировальный эффект, и область полировки слишком нагревается из-за слишком большого контактного давления и слишком долгого времени полировки, возникают полировальная паста флоккулирует и образуются полировальные завитки.
В ходе независимых проверок продукта и процесса группой менеджмента качества процесс регулярно оценивается, инициируются усовершенствования и обучение сотрудников.
Из уровня техники известна частичная автоматизация локализации и обработки недостатков.
При устранении недостатков процедуры локализации помогают определить положение дефекта и использовать его для дальнейшего процесса, при этом процедура локализации может быть полуавтоматической или полностью автоматической.
В соответствии с предшествующим уровнем техники различают способы стационарной локализации, в которых заготовка, например поверхность кузова автомобиля с финишным окрашиванием, обследуется посредством системы, и способ модульной локализации, в котором заготовка обследуется по внешнему контуру блоком детекции с помощью детектора, прикрепленным к руке робота.
С помощью способов стационарной локализации можно обследовать заготовки различных размеров и характеристик по контуру, однако способ не позволяет обследовать внутри затененных областей и подрезах заготовки. Кроме того, записанные отсканированные данные положения и классификации дефектов при использовании таких способов менее точны, чем это возможно в случае методов модульной локализации.
Во время обработки дефектов работнику дается время на частично автоматизированную шлифовку и полирование или же они выполняются автоматически.
Изобретение направлено на дальнейшее развитие способа общего типа так, чтобы оптимизировать результат шлифования или полироввания, в частности, чтобы лучше координировать детекцию дефектов и автоматическое шлифование и полирование.
Данная задача решается способом, имеющим признаки пункта 1 формулы изобретения, а также устройством, имеющим признаки пункта 15 формулы изобретения.
Способ согласно изобретению для координации идентификации и обработки шлифованием и/или полированием по меньшей мере одного дефекта по меньшей мере одним шлифовальным или полировальным инструментом, способным перемещаться автоматически и под компьютерным управлением на основе сохраненной программы над дефектом в покрытии поверхности заготовки, содержит следующие этапы:
a) автоматическое, в частности оптическое, сканирование покрытия поверхности заготовки (5) на станции (2) детекции и сохранение отсканированных данных положения в базе данных;
b) идентификация дефекта (1) путем сравнения детектированных данных положения с сохраненными целевыми данными заготовки (5);
c) моделирование возможных перемещений шлифовального или полировального инструмента (7, 8) для обработки дефекта (1);
d) передача установочных данных для шлифовального или полировального инструмента (7, 8), определенных в ходе моделирования, на главный компьютер;
e) передача определенных данных обработки для обработки дефекта (1) на шлифовальный или полировальный инструмент (7, 8);
f) обработка дефекта (1) шлифовальным или полировальным инструментом (7, 8).
Способ согласно изобретению значительно улучшает точную координацию отдельных этапов способа, в частности, за счет взаимодействия автоматической детекции дефектов и автоматического шлифования и полирования.
Это сопровождается значительной экономией времени, поскольку, в частности, автоматическая детекция дефектов занимает меньше времени, чем ручное или визуальное выявление дефектов обученным персоналом.
Кроме того, автоматическое сохранение координат детектированных дефектов позволяет напрямую передавать эти координаты для юстировки шлифовального или полировального инструмента.
Предварительное моделирование процесса шлифования или полирования перед проведением шлифования или полирования гарантирует, что соответствующие дефекты могут быть автоматически обработаны доступными шлифовальными или полировальными инструментами.
Последующая обработка дефекта шлифовальным или полировальным инструментом может быть оптимизирована, в частности по скорости, на основе данных обработки, передаваемых в блок управления шлифовального или полировального инструмента.
Предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы.
Согласно предпочтительному варианту осуществления способа согласно изобретению оптическое сканирование поверхностного покрытия заготовки осуществляется на станции детекции с помощью подвижного блока детекции.
Это позволяет повысить точность процесса локализации с точки зрения данных о местоположении, размера дефекта и типа дефекта. Это, в свою очередь, позволяет обрабатывать с минимально возможными точками шлифования.
Согласно предпочтительному варианту осуществления способа согласно изобретению, когда невозможность автоматизированной обработки участка дефекта детектируется шлифовальным или полировальным инструментом на этапе с), участок дефекта маркируется и отмечается.
Преимущество состоит в том, что такие дефекты обходятся непосредственно шлифовальным или полировальным инструментом, что приводит к дополнительной экономии времени. Необрабатываемый дефект отображается оператору на экране, и координаты этого дефекта сохраняются, что позволяет обученному специальному персоналу справиться с этими дефектами после автоматической обработки поддающихся машинной обработке дефектов.
Согласно еще одному предпочтительному варианту осуществления, заготовку разделяют на участки обработки перед этапом е), в частности, в случае нескольких детектированных дефектов.
Преимущество состоит в том, что с помощью программного обеспечения планирования траектории возможна оптимизация обработки дефектов по скорости.
Участки обработки предпочтительно рассчитывать на основе геометрической формы заготовки и доступности соответствующего шлифовального или полировального инструмента.
Это может значительно улучшить координацию, особенно в случае нескольких имеющихся шлифовальных или полировальных инструментов. Кроме того, это позволяет избежать столкновений инструментов.
Согласно другому предпочтительному варианту осуществления, в случае нескольких дефектов, подлежащих обработке, по меньшей мере одним шлифовальным или полировальным инструментом управляют так, чтобы оптимизировать обработку дефектов по времени и расстоянию. В частности, несколькими шлифовальными или полировальными инструментами, расположенными рядом друг с другом, управляют одновременно для обработки соответствующего дефекта.
Это позволяет одновременно обрабатывать несколько дефектов, а это значит, что время обработки заготовки может быть дополнительно сокращено.
Согласно другому предпочтительному варианту осуществления, в случае частей заготовки, которые могут перемещаться в держателе на заданное расстояние, угол раскрытия вычисляют на линии посредством датчика расстояния с использованием сохраненных целевых данных, например данных САПР, заготовки и учитывают при обработке дефектов, так что шлифовальный и полировальный инструмент может выполнять корректную финишную обработку поверхности.
Такие ситуации возникают, в частности, с кузовами автомобилей с дверями, капотами или щитками, которые после предварительной окраски и сушки не находятся в закрытом положении, а только предварительно зафиксированы в соответствующих рамах.
Согласно другому предпочтительному варианту осуществления процесс шлифования осуществляется исключительно как так называемое сухое шлифование.
Это позволяет сократить цикл обработки дефектов, поскольку шлифовальная пыль, образующаяся в процессе шлифования, остается связанной в абразивном материале, и, таким образом, может быть исключена промежуточная очистка участка шлифования перед полированием.
Согласно еще одному предпочтительному варианту осуществления, в процессе полирования дефекта обрабатывается многократно участок подвергшейся предварительной абразивной обработке поверхности, что, в частности, имеет преимущество меньшего выделения тепла в области точки полирования и, таким образом, предотвращает флокуляцию используемого полирующего агента или другие подобные эффекты.
Устройство согласно изобретению для осуществления описанного выше способа содержит станцию детекции, шлифовальную станцию и полировальную станцию. По меньшей мере один шлифовальный инструмент выполнен в виде робота, который подключен к компьютеру и имеет поддерживающее устройство, которое прикреплено к руке робота, может перемещаться с вращением и/или вибрацией и/или планетарно, и предназначено для удержания абразивной ленты, и полировальный инструмент, который выполнен в виде робота, который подключен к компьютеру и имеет поддерживающую пластину, которая прикреплена к руке робота, может перемещаться с вращением и/или вибрацией и/или планетарно и предназначена для удержания полировальной губки, при этом рука приспособлена для перемещения под управлением компьютера.
Использование абразивной ленты особенно подходит для сухого шлифования, поскольку такую абразивную ленту можно циклически регулировать после каждой обработки дефекта, так чтобы приспособить неиспользованный участок поверхности абразивной ленты для каждого дефекта, подлежащего обработке, с обеспечением тем самым стабильного качества шлифовальной обработки для каждого дефекта.
Согласно предпочтительному варианту осуществления по меньшей мере один шлифовальный или полировальный инструмент способен перемещаться вдоль линейной оси, что обеспечивает возможность большего радиуса действия шлифовального или полировального инструмента.
Согласно предпочтительному варианту осуществления полировальный инструмент содержит устройство протирки и/или устройство обдува и, опционально, блок детекции. Таким образом, устройство протирки позволяет автоматически протирать точку полировки. Устройство обдува позволяет дополнительно охлаждать точку полировки путем вдувания сжатого воздуха, в частности, в полировальную губку. Блок детекции дает возможность проверить результаты.
В частности, избавление от световых туннелей, которые требуются в предшествующем уровне техники для ручной обработки дефектов шлифованием, полированием и протиркой участка полирования, а также контроль результатов, значительно меньшее усилие для очистки, что является результатом сухого шлифования, оптимизированная с точки зрения отходов форма абразива в виде ленты вместо абразивного листа, отсутствие дополнительных необходимых финишных этапов для закрепления абразива из-за используемого вакуумного крепления, меньший расход полировальных паст за счет точно скоординированного дозирования посредством полировальной губки, значительно меньшая потребность в площади, экологические баланс и устойчивость, все это относится к существенным улучшениями, достигаемым благодаря способу и устройству в соответствии с изобретением.
Предпочтительные примеры вариантов осуществления изобретения описаны более подробно ниже со ссылкой на прилагаемые чертежи, на которых:
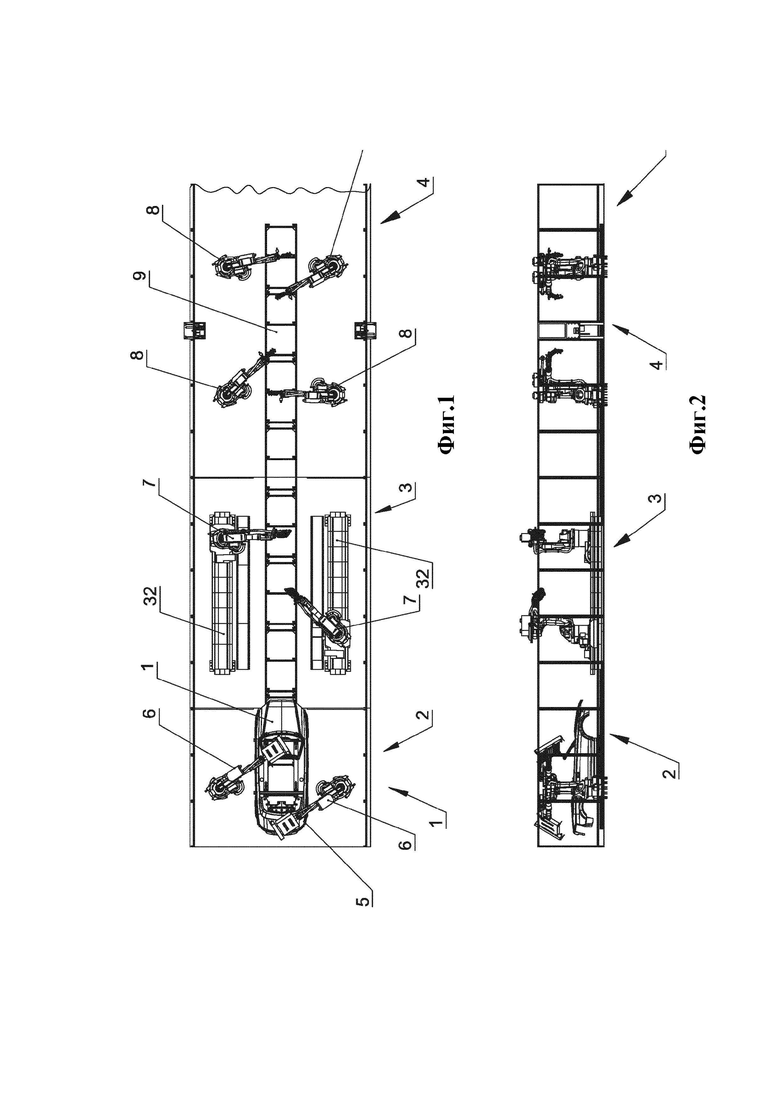
фиг.1-схематический вид сверху варианта осуществления устройства согласно изобретению для осуществления способа согласно изобретению,
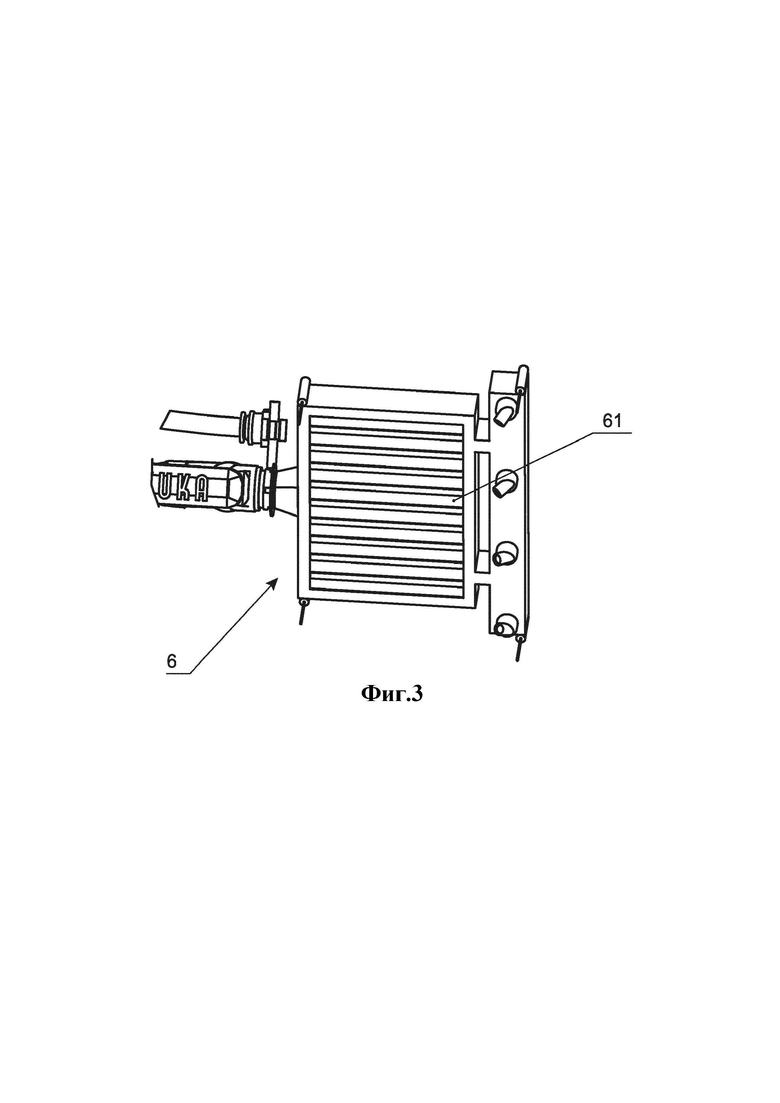
фиг.2 - вид сбоку устройства, показанного на фиг.1, и
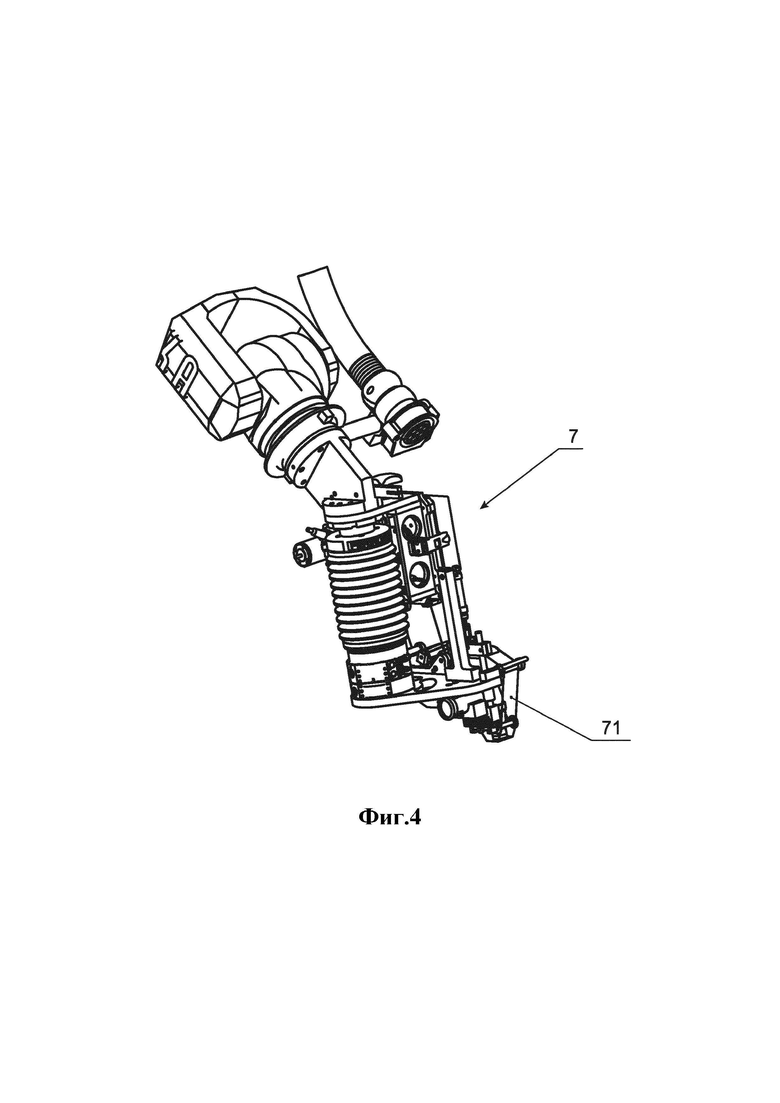
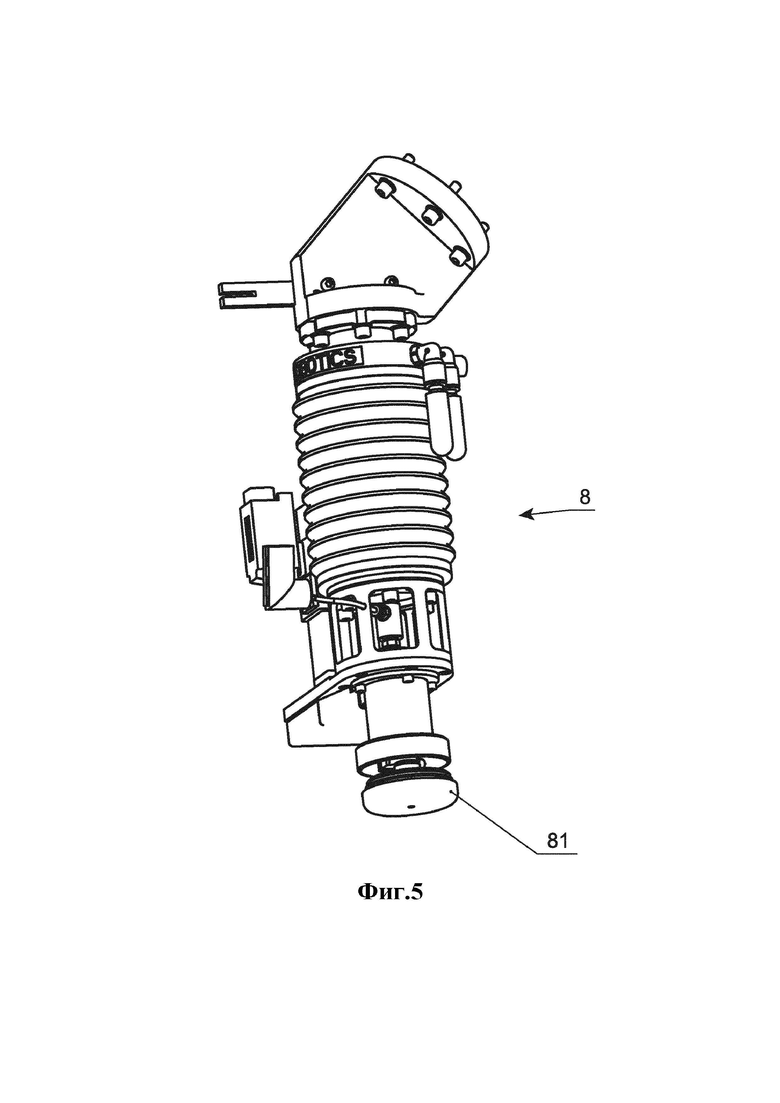
фиг.3, 4 и 5 - соответствующие виды в перспективе детали устройства, показанного на фиг.1 и 2.
В нижеследующем описании фигур такие термины как "верхний", "нижний", "левый", "правый", "передний", "задний" и т. п. относятся исключительно к представленным примерам расположения станции детекции, полировальной станции, шлифовальной станции, шлифовального инструмента, полировального инструмента, заготовки и т.п., выбранным для соответствующих фигур. Данные термины не следует понимать ограничительно, и эти указания могут измениться для других рабочих положений, зеркально-симметричного исполнения и т.п.
На фиг.1 и 2, ссылочная позиция 1 в целом обозначает вариант осуществления устройства в соответствии с изобретением для осуществления способа детекции и обработки путем шлифования и/или полирования по меньшей мере одного дефекта 1 по меньшей мере одним шлифовальным или полировальным инструмента 7, 8 в покрытии поверхности заготовки 5, при этом шлифовальный или полировальный инструмент 7, 8 способен перемещаться автоматически и под контролем компьютера над дефектом 1 на основе сохраненной программы.
Как можно видеть на фиг.1 и 2, устройство содержит станцию 2 детекции, шлифовальную станцию 3 и полировальную станцию 4. Отдельные станции соединены между собой рельсовой системой 9, по которой подлежащие обработке заготовки 5, например, в виде частей кузова автомобиля, могут перемещаться от станции к станции и своевременно подаваться на отдельные станции.
Как показано на фиг.1, 2 и 3, станция 2 детекции содержит два робота с соответствующими руками роботов, к концу которых прикреплено оптическое сканирующее устройство. Предпочтительно оптическое чувствительное устройство содержит источник электромагнитного излучения, направляемый на заготовку 5, и блок 61 детектора для детекции и последующей оценки лучей, отраженных от заготовки 5.
Оптическое сканирующее устройство 6 может оптически детектировать все участки поверхности заготовки 5 с помощью подвижной руки робота.
Рука робота предпочтительно управляется главным компьютером более высокого уровня с подключенной к нему базой данных, в которой хранятся относительные координаты поверхности заготовки 5, подлежащей сканированию.
На основе относительных координат поверхности заготовки 5 участки блокировки, относящиеся к заготовке 5, постоянно сохраняются или автоматически определяются заранее, например, вдоль краев заготовки 5, вдоль смазанных краев заготовок 5, выполненных в виде корпусных модулей, и в узких радиусах заготовки 5. Все необходимые переменные параметров сохраняются для обработки движения роботов и настраиваются на соответствующий размер дефекта. Предельные значения сохраняются для переменных параметров, которые можно изменять для непрерывного процесса улучшения.
Устройство 6 оптического сканирования сканирует поверхность заготовки 5, предпочтительно с применением светового луча. Отраженное излучение детектируется детектором, и любые дефекты, обнаруженные на поверхности детали 5, сохраняются в цифровом виде во второй базе данных.
При сохранении сохраняются данные положения и, опционально, взвешивание дефектов. Вместе с вышеупомянутой базой данных главного компьютера, в которой хранятся относительные координаты поверхности заготовки 5, данные детектированного дефекта сравниваются с сохраненными относительными координатами заготовки 5 и координируются с предстоящей дальнейшей автоматической обработкой, т. е. шлифованием и последующим полированием.
В зависимости от подлежащей обработке заготовки также предусмотрена возможность использования только одного робота с прикрепленным к нему устройством обнаружения дефектов на станции 2 детекции или же более двух таких роботов.
Также предусмотрена, в зависимости от размера заготовки или для повышения точности процесса локализации с точки зрения данных положения, размера дефекта и типа дефекта, установка этого или дополнительного блока обнаружения на самом шлифовальном инструменте.
Поскольку оптическое сканирующее устройство 6 станции 2 обнаружения может перемещаться, также возможно сканировать области заготовки, которые не могут быть проверены стационарными системами локализации, такие как теневые области или подрезы заготовки.
Также предусмотрена детекция только положения дефекта, что устраняет необходимость в обширной и дорогостоящей детекции положения транспортного средства и заготовки.
В этом случае блок сбора данных будет заранее оптически сканировать участок дефекта, и более точные данные будут использоваться для дальнейшей обработки на этапе b).
Как показано на фиг.1, 2 и 4, два робота также расположены на шлифовальной станции 3 рядом со станцией 2 детекции. В показанном здесь примерном варианте осуществления роботы могут перемещаться вдоль линейной оси 32. Также на таких линейных осях 32 предусмотрено размещение роботов станции 2 детекции и/или полировальной станции 4. Предусмотрена и возможность размещения роботов шлифовальной станции 3 стационарно, но с возможностью вращения на шлифовальной станции 3.
Перед тем как шлифовальные инструменты 7 шлифовальной станции 3 управляются главным компьютером, предварительно выполняется моделирование возможных перемещений шлифовального инструмента 7 для обработки соответствующего дефекта.
Если во время такого моделирования определено, что автоматическая обработка дефекта шлифовальным инструментом 7 невозможна, например, из-за неблагоприятного положения дефекта для автоматической обработки, координаты этого дефекта передаются на главный компьютер и сообщаются сотруднику, предпочтительно в виде изображения на экране.
Если моделирование показывает, что дефект может быть обработан автоматически, данные о положении этого дефекта передаются на главный компьютер для дальнейшей обработки шлифованием. В ходе этого процесса шлифовальный инструмент 7 и рука робота, к которой прикреплен шлифовальный инструмент 7, приводятся в заданное положение для шлифования дефекта.
Как показано на фиг.1 и 2, несколько роботов с соответствующими шлифовальными инструментами 7 размещены на шлифовальной станции 3, заготовка 5 предпочтительно разделяется на несколько участков обработки до того, как данные обработки, определенные для обработки дефекта, передаются на шлифовальный инструмент 7.
Участки обработки предпочтительно рассчитываются на основе геометрической формы заготовки и доступности соответствующего шлифовального или полировального инструмента. Затем шлифовальный инструмент 7 с наименьшим временем и расстоянием управляется таким образом, чтобы оптимизировать обработку дефекта с точки зрения времени и расстояния.
При шлифовании предпочтительным способом является шлифование концентрическими шлифующими траекториями вокруг дефекта.
В частности, расчет управления шлифовальными инструментами 7 и, в последующем процессе полирования, также и полировальными инструментами 8 выполняется с помощью программного обеспечения так, чтобы дефектный участок заготовки 5 обрабатывался с оптимизированной скоростью.
При обработке дефектов также учитывается, что в случае одновременной работы нескольких шлифовальных или полировальных инструментов, дефекты могут обрабатываться параллельно без столкновений между шлифовальными или полировальными инструментами или между роботами и руками роботов, на каждой из которых расположен такой шлифовальный или полировальный инструмент.
Предпочтительно, чтобы после завершения процесса шлифования главный компьютер выполнял оценку с использованием статистических методов, чтобы дополнительно улучшить автоматизацию обработки дефектов, в частности, за счет уменьшения количества этапов обработки.
То же самое в основном относится к полированию дефектов на полировальной станции 4, которая примыкает к шлифовальной станции 3.
В случае частей заготовки, которые могут перемещаться в держателе на заданное расстояние, шлифовальный или полировальный инструмент выравнивается соответствующим образом или же выполняется компенсация небольших отклонений путем плавного его помещения на часть заготовки 5.
Такие ситуации возникают, например, с кузовами автомобилей с дверями, капотами или щитками, которые после предварительной окраски и сушки не находятся в закрытом положении, а только предварительно закреплены в соответствующих рамах и могут быть переведены в закрытое положение путем оказания давления.
Таким образом, предпочтительно в случае открытых положений части заготовки 5 на угол до 1°, такие отклонения от сохраненных координат компенсируются плавным размещением обрабатывающих инструментов на этой части заготовки 5 в нормальном направлении.
В качестве альтернативы можно также рассчитать угол раскрытия посредством расположенного выше по потоку датчика расстояния, в частности, перед шлифовальным инструментом 7 и, таким образом, учесть его в ходе операции шлифования.
Как показано на фиг.4, для процесса шлифования предпочтительно использовать шлифовальные инструменты 7, которые могут работать в режиме сухого шлифования. Для этой цели шлифовальный инструмент 7 предпочтительно содержит абразивную ленту 71, которая после каждой операции шлифования смещается до такой степени, что неиспользованная часть абразивной ленты используется для следующей операции шлифования. Таким образом, абразивная лента 71 предпочтительно удерживается вакуумом на диск-подошве шлифовального инструмента 7.
Это означает, что промежуточная очистка участка шлифования перед полированием уже не требуется, так как участок вокруг дефекта полностью свободен от пыли и абразив можно поменять, например, во время перерывов.
Используемая здесь микрозернистость соответствует используемой полировальной пасте. Предпочтительным размером микрозерна является размер за пределами диапазона FEPA-P с максимальной глубиной шероховатости менее 0,5 мкм.
При абразивной обработке предпочтительно использовать одно и то же микрозерно для всех типов и размеров дефектов. В случае более крупных дефектов шлифование проводят несколько раз, но всегда с неиспользованным абразивом, при этом шлифовальные движения адаптируются к размеру дефекта. При использовании неиспользованного абразива шероховатость поверхности участка шлифования находится в узком диапазоне допусков даже при обработке более крупных дефектов.
Как также показано на фиг.5, полировальный инструмент 8 имеет полировальное устройство, прикрепленное к руке робота с полировальной губкой, через которую может подаваться полировальный агент, в частности, в форме полировальной пасты. Также предусмотрена возможность подавать полирующее средство непосредственно на точку шлифования головку или в саму полировальную губку.
Можно избежать длительного смачивания поверхности полировальной губки, по меньшей мере, утроив дозировку полировальной пасты один раз после замены полировальной губки.
Также предусмотрена переработка полировальной губки после использования с помощью омывателя полировальника и продолжение ее использования. В соответствии с технологическим параметром, полировальную губку предпочтительно заменять после третьей очистки.
Участок обработки полированием на соответствующем дефекте предпочтительно в несколько раз больше, чем участок поверхности, предварительно обработанной шлифованием. Таким образом, особенно во второй половине времени полирования, выделение тепла может быть минимизировано за счет изменения контактного давления и охлаждения полировальной губки сжатым воздухом.
При этом полировальный инструмент 8 предпочтительно содержит устройство для протирки, например, в виде салфетки из микрофибры или чистящей губки, чтобы обеспечить автоматическое протирание участка полирования. Таким образом, устройство протирки предпочтительно прикреплено к руке робота вместе с полировальным устройством 8, при этом устройство протирки выполнено поворотным.
При этом полировальный инструмент 8 предпочтительно содержит устройство обдува, посредством которого сжатый воздух может подаваться на точку полирования для ее охлаждения. В частности, для замкнутого цикла, в котором полировальная среда подается на точку полирования в саму полировальную губку или через полировальную губку в точку полирования, выделение тепла, возникающее во время полирования, может быть минимизировано, в частности, путем изменения контактного давления полировальной губки в точке, подлежащей полированию, и охлаждения посредством вышеупомянутого сжатого воздуха.
Также предусмотрено, что блок 6 детекции, установленный на полировальном инструменте, может оптически сканировать обработанные участки и использовать их для проверки результатов.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 - дефект
2 - станция детекции
3 - шлифовальная станция
32 - инструментальный рельс/линейная ось
4 - полировальная станция
5 - заготовка
6 - блок детекции
61 - детектор
7 - шлифовальный инструмент
71- абразивная лента
8 - полировальный инструмент
81 - полировальная губка
9 - рельсовая система
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ И/ИЛИ ПОЛИРОВАНИЯ ДЕФЕКТА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ТАКОГО СПОСОБА | 2019 |
|
RU2781551C2 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012478C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| ПОЛИРОВАЛЬНАЯ ПОДУШКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ПОЛИРОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2736460C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ САПФИРОВЫХ ДЕТАЛЕЙ, САПФИРОВАЯ ПЛУНЖЕРНАЯ ПАРА И НАСОС-ДОЗАТОР НА ЕЕ ОСНОВЕ | 2012 |
|
RU2521129C1 |
| Способ абразивной обработки исландского шпата | 1983 |
|
SU1348145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТКИ | 1996 |
|
RU2103166C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЗАГОТОВКИ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2674358C1 |
Группа изобретений относится к обработке дефектов путем шлифования или полирования. Способ координирования идентификации дефекта (1) поверхности покрытия заготовки и обработки его шлифованием и/или полированием и использованием по меньшей мере одного шлифовального или полировального инструмента, способного перемещаться над дефектом (1) автоматически и под компьютерным управлением на основе сохраненной программы. Приведены этапы выполнения способа и раскрыто устройство для осуществления способа. Повышается точность процесса локализации дефекта и точность его обработки. 2 н. и 16 з.п. ф-лы, 5 ил. 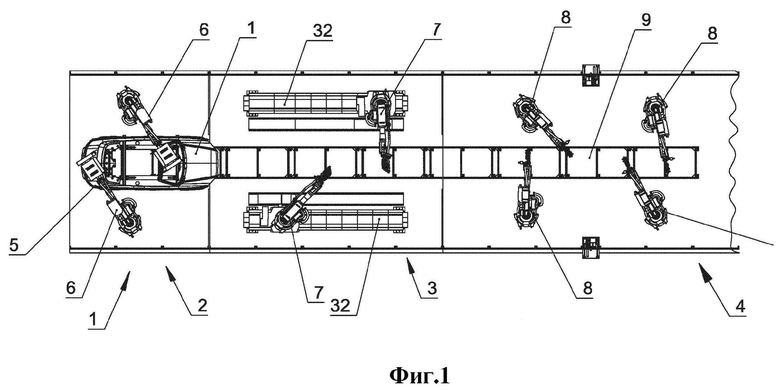
1. Способ координирования идентификации и обработки по меньшей мере одного дефекта покрытия заготовки путем шлифования и/или полирования по меньшей мере одним шлифовальным или полировальным инструментом (7, 8), выполненным с возможностью перемещения автоматически и под компьютерным управлением на основании сохраненной программы над дефектом (1) в покрытии поверхности заготовки (5), содержащий этапы:
a) автоматического, в частности оптического, сканирования покрытия поверхности заготовки (5) на станции (2) детекции и сохранения отсканированных данных положения в базе данных,
b) идентификации дефекта (1) путем сравнения детектированных данных положения с сохраненными целевыми данными заготовки (5),
c) моделирования возможных перемещений шлифовального или полировального инструмента (7, 8) для обработки дефекта (1),
d) передачи установочных данных для шлифовального или полировального инструмента (7, 8), определенных в ходе моделирования, на главный компьютер,
e) передачи определенных данных обработки для обработки дефекта (1) на шлифовальный или полировальный инструмент (7, 8),
f) обработки дефекта (1) шлифовальным или полировальным инструментом (7, 8).
2. Способ по п. 1, отличающийся тем, что оптическое сканирование покрытия поверхности заготовки (5) осуществляют на станции (2) детекции с помощью подвижного блока (6) детекции.
3. Способ по п. 1 или 2, отличающийся тем, что при выявлении невозможности автоматизированной обработки дефекта шлифовальным или полировальным инструментом (7, 8) на этапе с) дефект маркируют и отмечают.
4. Способ по одному из пп. 1-3, отличающийся тем, что перед этапом е) заготовку (5) разделяют на участки обработки.
5. Способ по п. 4, отличающийся тем, что участки обработки рассчитывают на основе геометрической формы заготовки (5) и доступности для соответствующего шлифовального или полировального инструмента (7, 8).
6. Способ по одному из пп. 1-5, отличающийся тем, что в случае множества подлежащих обработке дефектов по меньшей мере одним шлифовальным или полировальным инструментом (7, 8) управляют так, чтобы оптимизировать обработку дефектов по времени и расстоянию.
7. Способ по п. 6, отличающийся тем, что множеством шлифовальных или полировальных инструментов (7, 8), расположенных рядом друг с другом, управляют одновременно для обработки соответствующего дефекта.
8. Способ по одному из пп. 1-7, отличающийся тем, что в случае частей заготовки, которые могут перемещаться в держателе на заданное расстояние, шлифовальный или полировальный инструмент (7, 8) регулируют так, чтобы выровнять шлифовальный или полировальный инструмент (7, 8) по нормали к поверхности в соответствии с сохраненными желаемыми данными, или компенсируют небольшие отклонения плавным размещением на заготовке.
9. Способ по одному из пп. 1-8, отличающийся тем, что операцию шлифования осуществляют путем сухого шлифования.
10. Способ по одному из пп. 1-9, отличающийся тем, что шлифование выполняют в ходе шлифовальной обработки по концентрической траектории шлифования вокруг дефекта.
11. Способ по одному из пп. 1-10, отличающийся тем, что количество операций шлифования регулируют в зависимости от размера дефекта.
12. Способ по одному из пп. 1-11, отличающийся тем, что в ходе полирования дефекта обрабатывают многократно участок поверхности, подвергшийся предварительной абразивной обработке.
13. Способ по одному из пп. 1-12, отличающийся тем, что после полирования дефекта дефект очищают устройством протирки.
14. Способ по одному из пп. 1-13, отличающийся тем, что после полирования дефекта осуществляют проверку результата.
15. Устройство для координирования идентификации и обработки по меньшей мере одного дефекта покрытия заготовки способом по п. 1, содержащее станцию (2) детекции, шлифовальную станцию (3) и полировальную станцию (4), при этом по меньшей мере один шлифовальный инструмент (7) выполнен в виде робота, подключенного к компьютеру и имеющего поддерживающее устройство, прикрепленное к руке робота и способное перемещаться с вращением, и/или вибрацией, и/или планетарно, для удержания абразивной ленты (71), при этом полировальный инструмент (8) выполнен в виде робота, подключенного к компьютеру и имеющего поддерживающую пластину, прикрепленную к руке робота и способную перемещаться с вращением, и/или вибрацией, и/или планетарно, приспособленную для удержания полировальной губки (81), при этом рука способна перемещаться под управлением компьютера, и, по меньшей мере, станция (2) детекции имеет блок (6) оптической детекции.
16. Устройство по п. 15, отличающееся тем, что по меньшей мере один из шлифовальных или полировальных инструментов (7, 8) установлен с возможностью перемещения вдоль линейной оси (32).
17. Устройство по п. 15 или 16, отличающееся тем, что по меньшей мере один из шлифовальных или полировальных инструментов (7, 8) содержит блок (6) оптической детекции.
18. Устройство по одному из пп. 15-17, отличающееся тем, что полировальный инструмент (8) содержит устройство протирки и/или устройство обдува.
| US 6714831 B2, 30.03.2004 | |||
| US 2014087628 A1, 27.03.2014 | |||
| US 5394654 A1, 07.03.1995 | |||
| CN 105269329 B, 09.10.2018 | |||
| СПОСОБ ШЛИФОВАНИЯ | 1996 |
|
RU2136476C1 |
| US 201222019 A1, 30.08.2012. | |||

