Известны автоматы для обвязки пачек изделий проволокой, содержащие механизм подачи и отрезки вязальной проволоки и механизм образования узла, приводимые от пневмоцилиндров посредством зубчато-реечных передач.
Предложенный автомат обеспечивает обвязку лопат при их транспортировке. Это достигается тем, что в автомате предусмотрен механизм выталкивания обвязанных лопат из рабочей зоны и механизм подачи лопат в рабочую зону, снабл :енный бункером и поворотным для образования узла приемным столом. Механизм подачи и отрезки вязальной проволоки выполнен в виде расположенных с возможностью осевого перемещения под заданным углом друг к другу взаимодействующих последовательно попарно рычагов. На рабочем конце одного рычага каждой пары имеется вилка с направляющим проволоку отверстием, а другого - клещевидный захват с зажимными губками-кусачками, взаимодействующими своими разведенными концами с клином, установленным в имеющемся на рычаге продольном пазу с возможностью относптельного осевого движения при перемещении рычага.
вязальной проволоки относительно пачки лопат.
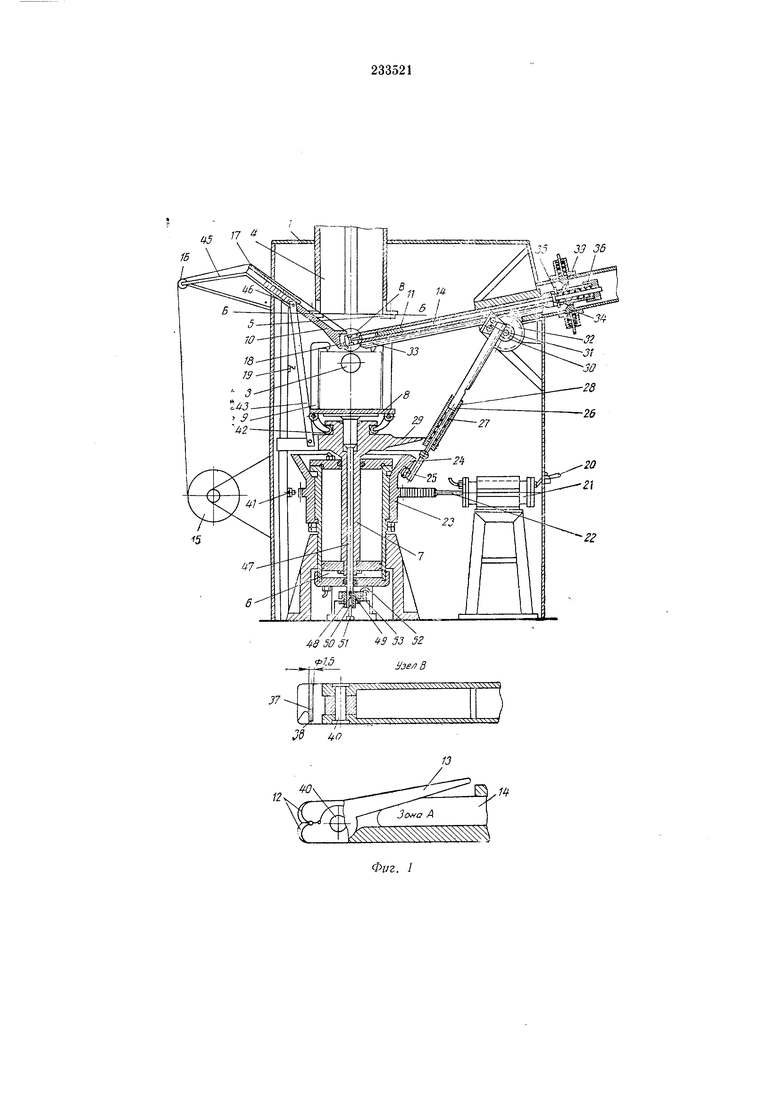
На станине / смонтирован механизм выталкивания обвязанных лопат из рабочей зоны,
содержащий пневмоцилиндр 2 со щтоком-толкателем 3, и механизм подачи лопат в рабочую зону, содержащий бункер 4 с отсекателями 5 стопки лопат, пневмоцилиндр 6 со штоком 7, на котором закреплен приемный стол 8
с откидными стенками 9. Механизм подачи и отрезки вязальной проволоки содержит рычаги 10 с вилкой на рабочем конце и направляюпи1ми проволоку отверстиями и рычаги //, имеющие клещевидные захваты с зажимными губкамп-кусачками 12, взаимодействующими разведенными концами 13 с клином И. Автомат работает следующим образом. Проволоку из бухты 15 протягивают через ролики 16 и 17 в направляющее отверстие 18,
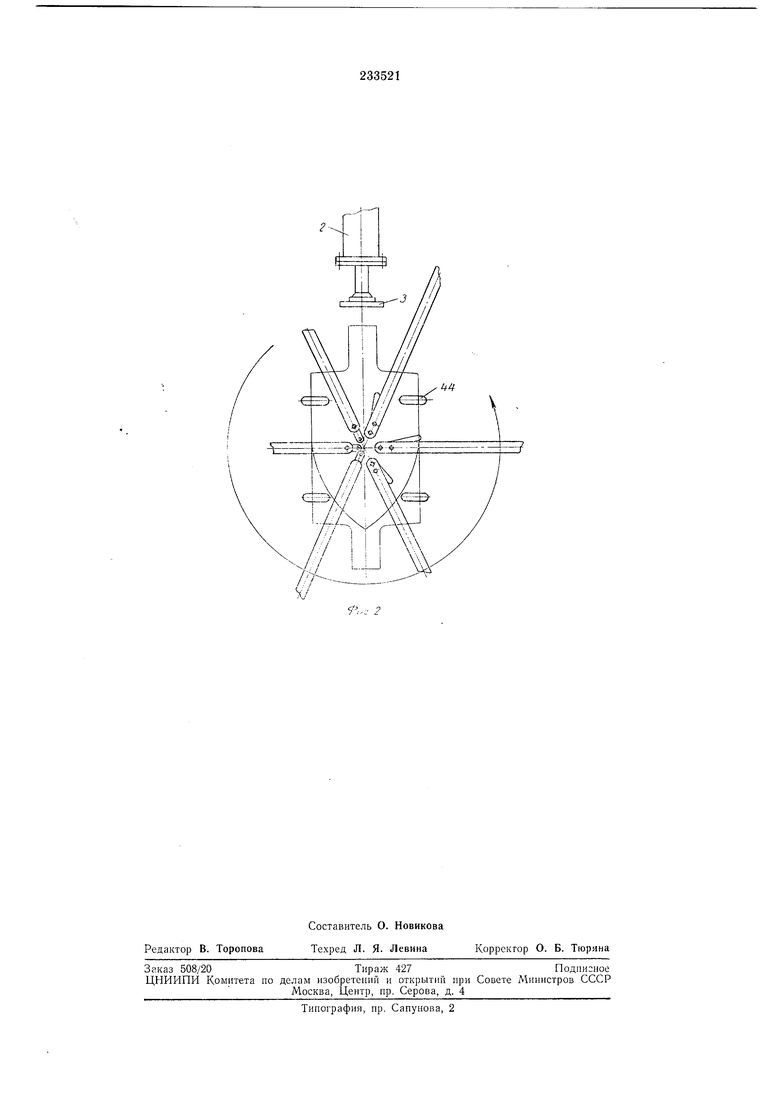
пропускающее проволоку сбоку, и закрепляют копцы проволок на крючки 19. Лопаты подаются в бункер 4 предварительно орпентированными тулейками в разные стороны. Поворотом рукоятки 20 в цилиндр 21 впускают воздух. Шток с зубчатой рейкой 22 вращает барабан 23 с кулачком 24, который поочередно через ролнки 25 приводит в движение зубчатые рейки 26, возвраиитемые назад пружиной 27, находящейся во втулке 28, щарнирно заприводит во вращение шестерню 30, сидящую на одном валу 31 с шестерней 32, которая через рейку 33 двигает вперед рычаг //. В это время упоры 34 через штифт 35, сжимая пружину 36, удерживают клин 14 на месте. Клин, выходя из зоны А, освобождает разведенный конец 13. Рычаг 11 находит губкамикусачками 12 на проволоку, протянутую через направляющее отверстие вилки рычага Ю. Проволока разводит губки-кусачки и ориентируется своей осью точно ио оси отверстия 37 диаметром 1,5 мм, просверленного не насквозь так, чтобы кромки 38 при смыкании губок-кусачек рубили проволоку. В это время упоры 34 поднимаются кулачками 39 и освобождают штифт 35. Пружина 36 двигает вперед клин 14, который с силой заходит в зону А и вращением на оси 40 смыкает губки-кусачки, которые рубят проволоку и отверстием 37 защемляют конец проволоки. Это происходит на максимальном подъеме кулачка 24. Зубчатые рейки 26 и рычаг 11 возвращаются назад, натягивая проволоку. Проходя через направляющее отверстие рычага W, проволока отходит вверх, освобождая проход следующим рычагам 11, которые под действием того же кулачка 24 производят вышеописанные манипуляции. По окончании хода этого кулачка рейка 22 находит на конечный выключатель 41, впускающий воздух в цилиндр 6, шток которого 7 через шарики 42 откидывает стенки 9 и через втулки 28 и пружины 27 приводит в движение рейки 26. Рейки через шестерни 30 и 32 отводят рычаги 11, которые вытягивают проволоку через направляющие рычагов 10, отводящихся в это время тем же штоком 7 через рычаги 43. В начале хода штока 7, как только откидываются стенки, впускают воздух в пневмоцилиндр 2 (фиг. 2), и шток-толкатель 3 выталкивает связку лопат и возвращается в исходное иоложение. Рычаги 10 и 11 растягивают проволоку, подводя ее к плоскости Б-Б основания бункера. Растянутая проволока (3 штуки) образует сетку. Шток 7 иодводит подъемный стол 8 к основанию бункера, отводя отсекатели 5 в сторону косыми кулачками, закрепленными на столе. Шток 7 начинает двигаться вниз, сводит стенки стола, приподнимая затылками 44 свободные лопаты в бункере для лучшего прохода отсекателей. Рычаги 10 11 сводятся к центру, обтягивая стопку лопат проволокой. Чтобы рычаг 10 не отводится слишком далеко и при подходе не натыкался на стопку лопат, ставится направляющая 45, доходя до которой ролик 46, находящийся на рычаге 43, выходит из зацепления с рычагом и последний останавливается силой трения или любым притормаживающим устройством. Когда шток 7 приходит в крайнее нижнее положение, он выводит вал 47 шлицевым концом 48 в шлицевое отверстие шестерни 49 и через палец 50 нажимает конечный выключатель 51, впускающий воздух в цилиндр 52. На штоке цилиндра закреплена рейка 53, которая через шестерню 49 и вал 47 вращает жестко сидящий на этом валу приемный стол со стопкой лопат, обтянутой проволокой. К концу своего хода рейка 53 включает автоматический впуск воздуха в цилиндр 21. Далее повторяется весь цикл. Предмет изобретения Автомат для обвязки пачки изделий проволокой, содержащий установленные на станине механизм подачи и отрезки вязальной проволоки и механизм образования узла, отличающийся тем, что, с целью возможности обвязки изделий типа лопат при их транспортировке, он снабжен механизмом подачи лопат в рабочую зону, содерл ащим смонтированный на станине бункер с отсекателями стопки лопат и механизмом выталкивания обвязанных лопат из рабочей зоны, при этом механизм образования узла выполнен в виде установленного соосно с бункером пневматического цилиндра, на штоке которого закреплен с возможностью поворота приемный стол с откидными стенками, служащими для удержания стопки лопат при их обвязке, а механизм подачи и отрезки вязальной проволоки выполнен в виде расиоложенных с возможностью осевого перемещения под заданным углом друг к другу попарно взаимодействующих последовательно рычагов, при этом на рабочем конце одного рычага пары имеется вилка с направляющим ироволоку отверстием, а другого - клещевидный захват с зажимными губкамикусачками, взаимодействующими своими разведенными концами с клином, установленным в имеюпдемся на этом рычаге продольном иазу с возможностью относительного осевого движения при перемещении рычага.
77 «
4S5bjl 9 53 52
Ф1д
33 36
Узе/7 В
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки пакета изделий проволокой | 1972 |
|
SU441203A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| ГВОЗДЕЗАБИВНОЙ СТАНОКВСЕСОЮЗ^!АЯ ПАТЕ1П :1С-Т^ХП«Ч^№АЯ _ библиотека МБА | 1971 |
|
SU291786A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| Устройство для обвязки изделий проволокой | 1985 |
|
SU1261843A1 |
| СОШКЛЯ !'йг:::::;ш1'^ii:^ ^{ittiTtgL | 1964 |
|
SU165646A1 |
| Машина для пакетировавки и обвязки проволокой,например,сортового проката | 1969 |
|
SU480464A2 |
| Автомат для крепления деталей на проводник | 1982 |
|
SU1027293A1 |
| МАШИНА ДЛЯ ПАКЕТИРОВКИ И ОБВЯЗКИ ПРОВОЛОКОЙ | 1968 |
|
SU211380A1 |