2.Автомат по п. 1, о т л и ч а ю|д и и с я тем, что ложементы выполнены в виде двух губок, одна из которых установлена в направляющих,
3.Автомат по п. 1, о т л и ч а rain- и и с я тем, что транспортирующее устройство снабжено механизмом складирования,
4. Автомат по п, 1,. о т л и чаю щ и и с я тем, что он снабжен устройством блокировки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвязывания растений к шпалерной проволоке | 1980 |
|
SU854322A1 |
| Автомат для запрессовки | 1981 |
|
SU994195A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
| Устройство для изготовления щеточных брикетов из термопластичного моноволокна | 1987 |
|
SU1416103A1 |
| Машина для контактной точечной сварки сеток | 1982 |
|
SU1031603A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
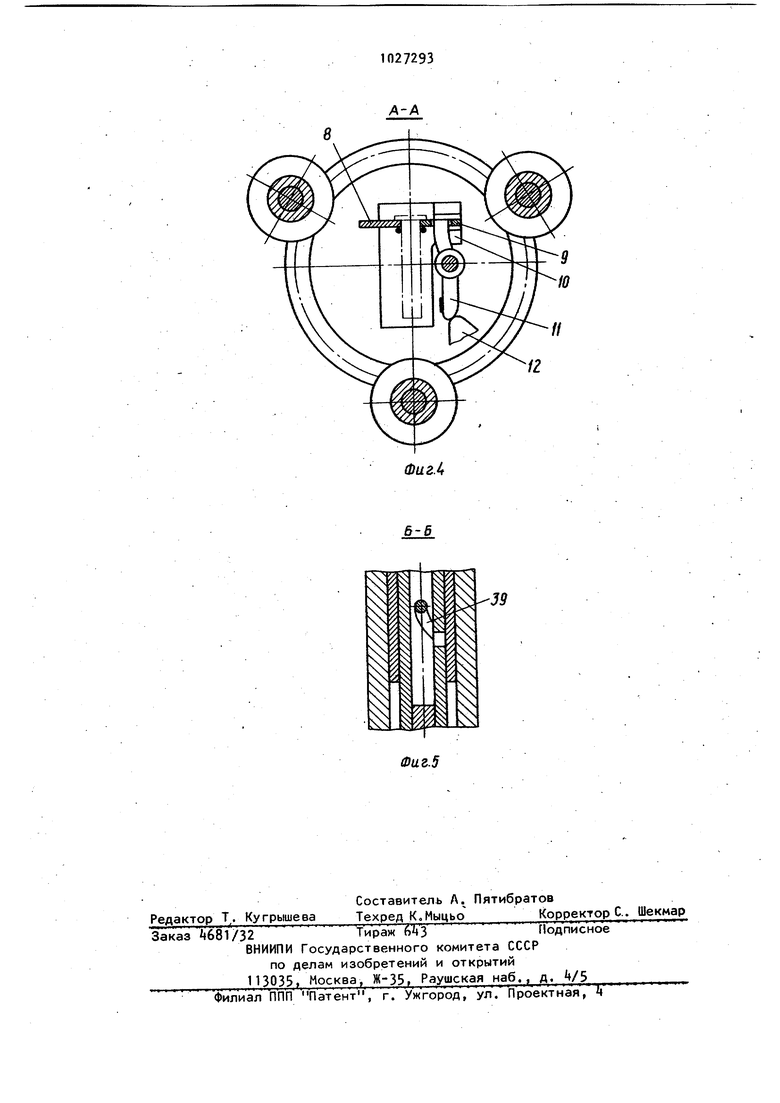

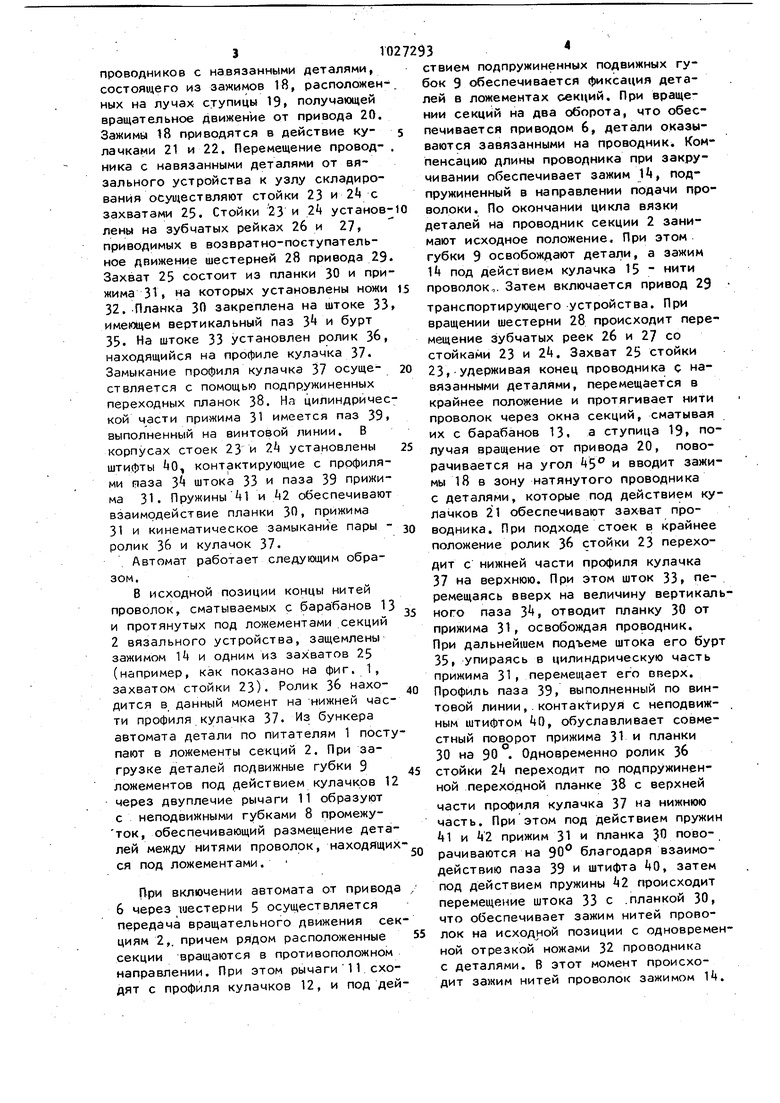
Изобретение относится к нанесени гальванических покрытий, в частности, к устройствам для крепления покрываемых деталей на проводник. Известен автомат для крепления изделий с отверстиями на проводник, содержащий вибробункер, формующие элементы, приводной вал с кулачковы механизмом С Автомат предназначен для работы с определенной номенклатурой изделий, в частности с плоскими изделия ми, в которых выполнены отверстия, что снижает его технологические возможности. Наиболее близким по технической сущности к предлагаемому является автомат для вязки мелких стержневых деталей на проводник, содержащий загрузочное , транспортирующее и вязаль ное устройства, в котором вязальное устройство выполнено в виде захвата с подпружиненными губками с приводом от кулачкового механизма и зубчатого сектора, расположенных на одном ваЛУ Г.. К недостаткам указанного автомата следует отнести его невысокую производительность, а также необходимость дополнительных затрат труда на резку проводника с навязанными деталями на отрезки необходимой длины, Целью изобретения является повыше ние производительности и надежности крепления,деталей, Поставленная цель достигается тем что в автомате для крепления деталей на проводник, содержащем загрузочное устройство, привод, транспортирующее и вязальное устройства, последнее вь1полнено в виде последовательно расположенных секций, каждая из которых содержит жестко соединенные диски с окнами, установленные в роликах, причем на одном диске выполнен зубчатый венец для соединения с приводом, а между дисками расположены ложементы для деталей. Ложементы выполнены в виде двух губок, одна из которых установлена в направляющих. Транспортирующее устройство снабжено механизмом складирования. Автомат снгибжен устройством блокировки. На фиг. 1 изображена схема автомата; на фиг. 2 - секция вязального устройства; на фиг. 3 - стойка транспортирующего устройства с захватом; на фиг. k - сечение А-А на фиг. 2; на фиг. 5 сечение Б-Б на фИг. 3Автомат содержит вибробункер (не показан), из которого по питателям 1 поступают детали в секции 2 вязального устройства. Каждая секция 2 состоит из диска 3 И диска t, имеющего зубчатый венец, входящий в зацепление с шестерней 5 привода 6. В дисках 3 и имеются окна для прохождения проводника с навязанными деталями. Секции 2 установлены в роликах 7, служащих опорами вращения. Между дисками 3 и Ц расположены ложементы, состоящие из неподвижных губок 8, жестко соединяющих диски, и губок 9, имеющих возможность возвратно-поступательного перемещения в направляющих 10. Губка 9 соединена с подпружиненным двуплечим рычагом 11, взаимодействующим с кулачком 12. Перед вязальным устройством расположены два барабана 13 с проволокой и подпружиненный зажим 1, срабатывающий от кулачка 15, Блокировочное устройство 16 содержит микровыключатель 17, Транспортирующее устройство автомата оснащено узлом складирования проводников с навязанными деталями, состоящего из зажимов 18, расположенных на лучах ступицы 19 получающей вращательное движение от привода 20, Зажима 18 приводятся в действие кулачками 21 и 22. Перемещение проводника с навязанными деталями от вязального устройства к узлу складирования осуи1ествляют стойки 23 и с захватами 25. Стойки 23 и 2k установ лены на зубчатых рейках 26 и 27, приводимых в возвратно-поступательное движение шестерней 28 привода 29 Захват 25 состоит из планки 30 и при жима 31 , на которых установлены ножи 32. Планка ЗП закреплена на штоке 33 имеющем вертикальный паз 3 и бурт 35. На штоке 33 установлен ролик Зб, находящийся на профиле кулачка 37. Замыкание профиля кулачка 37 осуществляется с помощью подпружиненных переходных планок 38. На цилиндричес кой части прижима 31 имеется паз 39 выполненный на винтовой линии. В корпусах стоек 23 и установлены штифты 0, контактирующие с профилями паза 3 штока 33 и паза 39 прижима 31. Пружины 41 и Ц2 обеспечивают взаимодействие планки ЗП, прижима 31 и кинематическое замыканиЪ пары ролик 36 и кулачок 37. Автомат работает следующим образом . 8 исходной позиции концы нитей проволок, сматываемых с барабанов 13 и протянутых под ложементами секций 2 вязального устройства, защемлены зажимом Ш и одним из захватов 25 (например, как показано на фиг. 1, захватом стойки 23). Ролик 36 находится в данный момент на нижней части профиля кулачка 37. Из бункера автомата детали по питателям 1 посту пают в ложементы секций 2. При загрузке деталей подвижные губки 9 ложементов под действием кулачков 12 через двуплечие рычаги 11 образуют с неподвижными губками 8 промежуток, обеспечивающий размещение деталей между нитями проволок, находйщих ся под ложементами. При включении автомата от привода 6 через шестерни 5 осуществляется передача вращательного движения сек циям 2,. причем рядом расположенные секции вращаются в противоположном направлении. При этом рычаги11 сходят с профиля кулачков 12, и под дей ствием подпружиненных подвижных губок 9 обеспечивается фиксация деталей в ложементах оекций. При вращении секций на два оборота, что обеспечивается приводом 6, детали оказываются завязанными на проводник. Компенсацию длины проводника при закручивании обеспечивает зажим И, подпружиненный в направлении подачи проволоки. По окончаний цикла вязки деталей иа проводник секции 2 занимают исходное положение. При этом губки 9 освобождают детали, а зажим I под действием кулачка 15 нити проволок о. Затем включается привод 23 транспортирующего устройства. При вращении шестерни 28 происходит перемещение зубчатых реек 26 и 27 со стойками 23 и 2k. Захват 25 стойки 23t удерживая конец проводника с навязанными деталями, перемещается в крайнее положение и протягивает нити проволок через окна секций, сматывая их с барабанов 13. а ступица 19 получая вращение от привода 20, поворачивается на угол 5 и вводит зажимы 18 в зону натянутого проводника с деталями, которые под действием кулачков 21 обеспечивают захват проводника. При подходе стоек в крайнее положение ролик 36 стойки 23 переходит с нижней части профиля кулачка 37 на верхнюю. При этом шток 33 перемещаясь вверх на величину вертикального паза З, отводит планку 30 от прижима 31, освобождая проводник. При дальнейшем подъеме штока его бурт 35 упираясь в цилиндрическую часть прижима 31, перемещает его вверх. Профиль паза 39, выполненный по винтовой линии,.кoнтaкtиpyя с неподвижным штифтом k{, обуславливает совместный поворот прижима 31 и планки 30 на 90 . Одновременно ролик Зб стойки 2 переходит по подпружиненной переходной планке 38 с верхней части профиля кулачка 37 на нижнюю часть. При этом под действием пружин 41 и k2 прижим 31 и планка поворачиваются на благодаря взаимодействию паза 39 и штифта kQ, затем под действием пружины k2 происходит перемещение штока 33 с .планкой 30, что обеспечивает зажим нитей проволок на исход юй позиции с одновременной отрезкой ножами 32 проводника с деталями. 8 этот момент происходит зажим нитей проволок зажимом Ш. 510 Ступица 19 механизма складирования . поворачивается на угол 4, унося про водник с навязанными деталями из зоны протяжки. Затем, цикл работы автомата повторяется. При обрыве одной или обеих нитей проволок подпружиненный рычаг устрой3ства 16 блокировки нажинает на микропереключатель 17, что вызывает остановку автомата. Предлагаемый автомат позволит повысить производительность труда и получить условно годовой экономический эффект около Ц тыс. руб.
Фиг. 2
30 зг
37
Л-А
//
12
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для крепления изделий отверстиями на проводник | 1976 |
|
SU662626A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU209938A1 | |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
