Предложенный станок может быть использован на заводах тяжелого машиностроения для нарезания крупномодульных зубчатых колес диаметром до 12 м методом единичного деления немодульным инструментом.
Известен станок мод. 5355С для нарезания зубьев крупномодульных зубчатых колес диаметром до 12 м методол единичного деления только модальным инструментом. Также известны станки ЕЗ-11, ЕЗ-20 и ЕЗ-28, работающие методом единичного деления, у которых под углом установлен шпиндель изделия.
Предложенный зубофрезерный станок отличается от известных тем, что на направляющих фрезерных салазок, расположенных под углом 20 к вертикальной поперечной пло кости станка, установлены симметрично относительно продольной оси станка две фрезерные головки, получающие движение от 0|бщего привода и снабженные каждая винтовой парой для перемещения инструмента. Головки выполнены установочно-иереставными на своих направляющих, а стол станка - разъемным в вертикальной плоскости. Эти отличия иозволяют производить нарезание на станке круиномодульных колес немодульным инструментом и расширить диапазон нарезаемых колес.
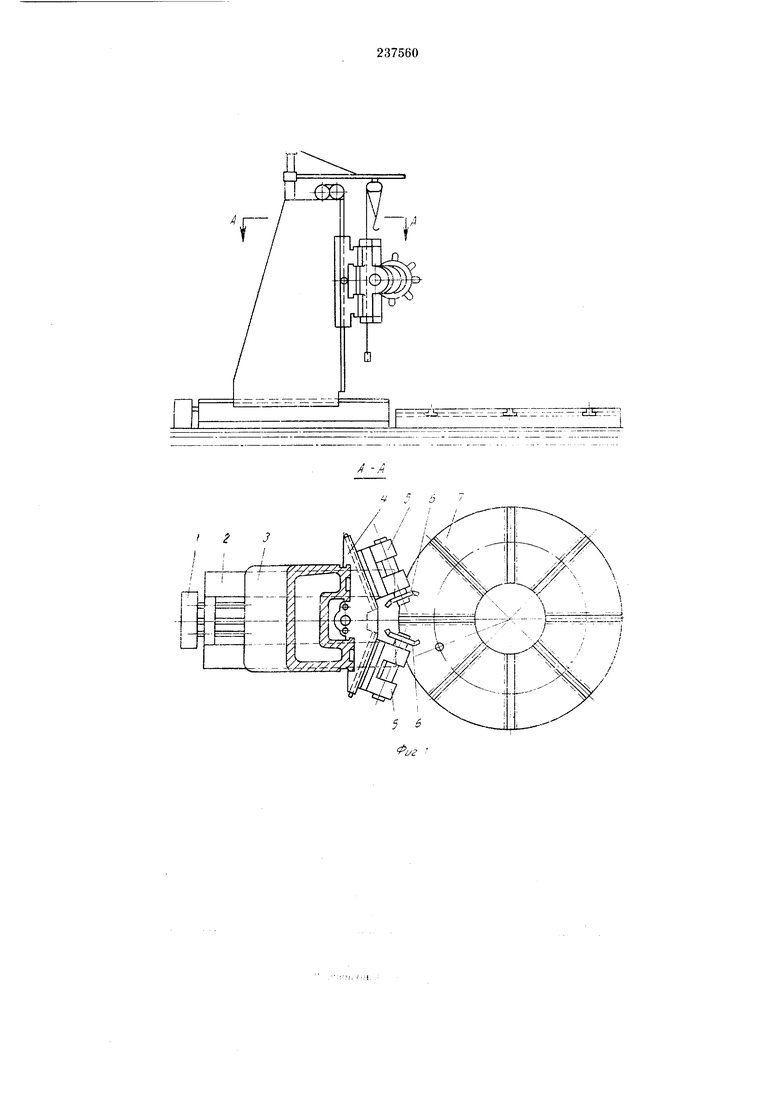
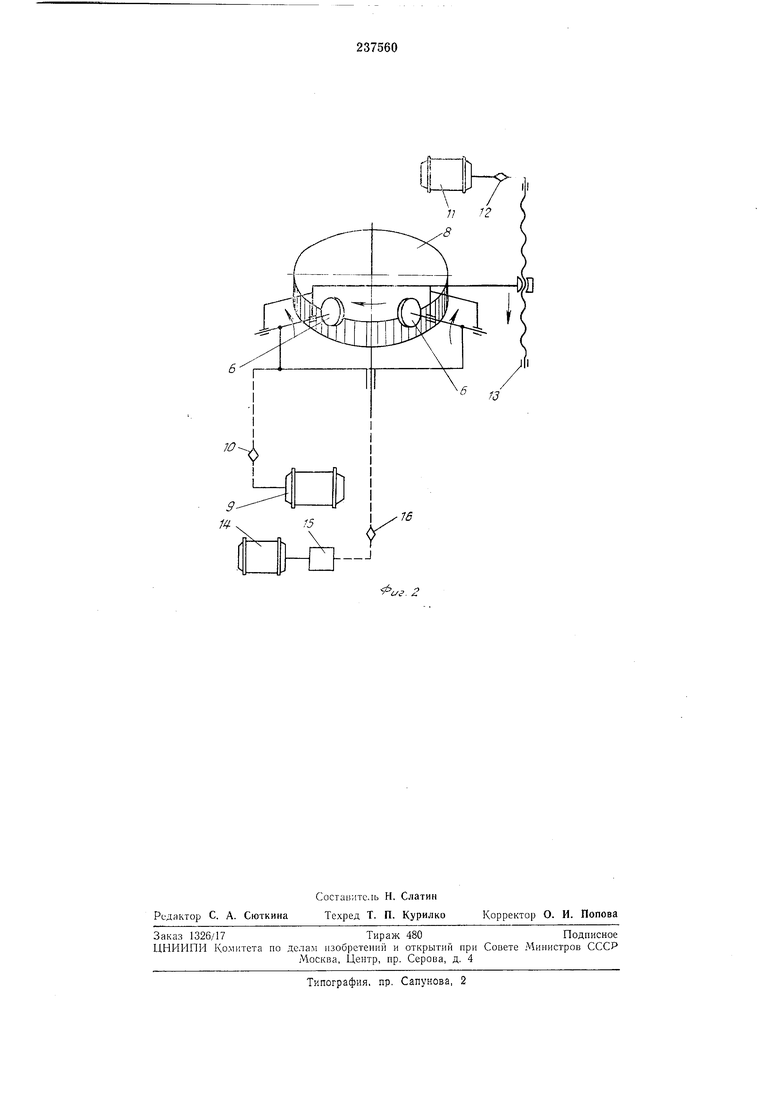
На фиг. 1 изображен предложенный зубофрезерный станок, общий вид; на фиг. 2 - схема работы станка.
Зубофрезерный станок, работающий методом единичного деления немодульным инструментом, содержит коробку настроек 1, станину 2, на горизонтальных направляющих которой расположена стойка 3 с вертикальньши направляющими, по которым могут
перемещаться вверх и вниз фрезерные салазки 4. На наружной поверхности фрезерных салазок 4 имеются направляющие, расположенные иод углом 20° к вертикальной паперечной плоскости станка. На направляющих
установлены симметрично относительно продольной оси станка две фрезерные го.човки 5, несущие на своих шпинделях режущий инструмент (фрезы) 6, привод которого осуществляется от общего вала, смонтированного в салазках 4 и соединяющего головки 5. Фрезерные головки 5 выполнены установочно-переставными на своих направляющих, что расширяет диапазон нарезаемых зубчатых колес, каждая из них снабжена винтовой
парой для иеремещения инструмента. На станине 2 станка смонтирован разъемный в вертикальной плоскости стол 7 с диаметром до 8.U. Обработка зубьев цилиндрических зубчамеино с правой и левой стороны зуба установленными в головках 5 двумя немодульными, например, трехсторонними -прорезными дисковыми фрезами 6, благодаря вертикальному перемещению (осевой подаче), фрезерных салазок 4 с головками 5 и инструментом 6 относительно изделия 8. Фрезерные головки 5 с инструментом 6 установлены на нужный размер обработки и закреплены на салазках 4При включении электродвигателя 9 движение передается на настроечный элемент }0 затем на фрезы 6, а движение от электродвигателя // передается через настроечный элемент 12 на винтовую нару 13, при помощи которой перемещаются фрезерные салазки 4 до тех пор, пока в конце рабочего хода крон птейн (на чертеже не показан), усгановленный на салазках 4, не нажмет на концевой выключатель. После этого электродвигатель // реверсируется и ускоренно возвращает салазки 4 с головками 5 и фрезами 6 в исходное положение. При этом кронштейн на фрезерных -салазках 4 нажимает на другой концевой выключатель, который дает команду электродвигателю 14 через делительный механизм 15 и настроечный элемент 16 на по-ворот изделия на один зуб.
После этого
цикл работы станка повторяется.
Предмет изобретения
1. Зубофрезерный станок, работающий методом единичного деления модульным инструментом, состоящий из станины, на которой смонтиров ана стойка с горизонтальными и вертикальными направляющими, на которых установлены фрезерные салазки с супнортом, стола и коробки настроек, отличающийся тем, что, с целью нарезания крупномодульных колес немодульным инструментом, на направляющих фрезерных салазок, расположенных под углом 20° к вертикальной поиеречной плоскости станка, установлены симметрично относительно продольной оси станка две фрезерные головки, получающие движение от общего привода и снабженные
каждая винтовой парой для перемещения инструмента.
2.Станок по и. 1, отличающийся тем, что, с целью расщирания диапазона нарезаемых зубчатых колес, фрезерные головки выполиены установочно-нереставными на своих направляющих.
3.Станок по пп. 1 и 2, отличающийся тем, что стол (Выполнен разъемным в вертикальной плоскости.
I
Г 
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1980 |
|
SU1219278A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| Зубофрезерный станок для нарезания колес с криволинейными по длине зубьями | 1987 |
|
SU1710228A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Многооперационный зубообрабатывающий автомат | 1991 |
|
SU1808530A1 |
5 6
