Изобретение касается изготовления производственной токопроводящей обуви, применяемой, например, в химической, шиииой, резинотехнической и других отраслях промып ленности, где наблюдается статическая электризация применяемых материалов и обслуживающего персонала и появляется необходимость исключить накопление зарядов статического электричества на человеке.
Известна токопроводящая обувь, содержащая соединенные между собой верх, вкладную и осн-овную стельки, снабженные в пяточной части токопроводящим элементом из резины, и подошву из токопроводящего материала.
В этой обуви электрический контакт в цепи нога - подошва создается двумя электропроводящими элементами, находящимися в последовательном контакте с подошвой, между собой и ногой человека.
При сборке такой обуви один токопроводящий элемент прикрепляется в пяточной части основной стельки с лицевой стороны, а удлиненная прямоугольная сторона этого элемента обхватывает середину .основной стельки на закруглении пяточной части. Другой элемент, изготовленный в виде прямоугольной полосы, огибает в пяточной части специальную промежуточную стельку и крепится к ее лицевой и бахтармяной сторонам. Оба элемента накладываются друг на друга для создания электрического контакта. Подошва обхватывает торец промежуточной стельки по всему периметру. Крепление подошвы производится методом горячей вулканизации.
Применение токопроводящего элемента описанной формы не обеспечивает хорошего электрического контакта с подошвой в случае ее крепления клеевым методом из-за наличия
затяжной кромки заготовки, образующей свободное пространство между элементом и иодошвой; элемент, огибая в пяточной части торец стельки, выходит за периметр стельки, удлиняет и искажает форму пяточной части
обуви, затрудняя затял ку пятки; применение двух токопроводящих элементов с дополнительной промежуточной стелькой приводит к увеличению числа деталей и трудоемкости изготовления обуви. Расположение элементов
один над другим создает приподнятость в пяточной части по средней линии с образованием свободных зон вокруг элементов, что ухудшает эксплуатационные свойства обуви. Последовательное соединение элементов друг
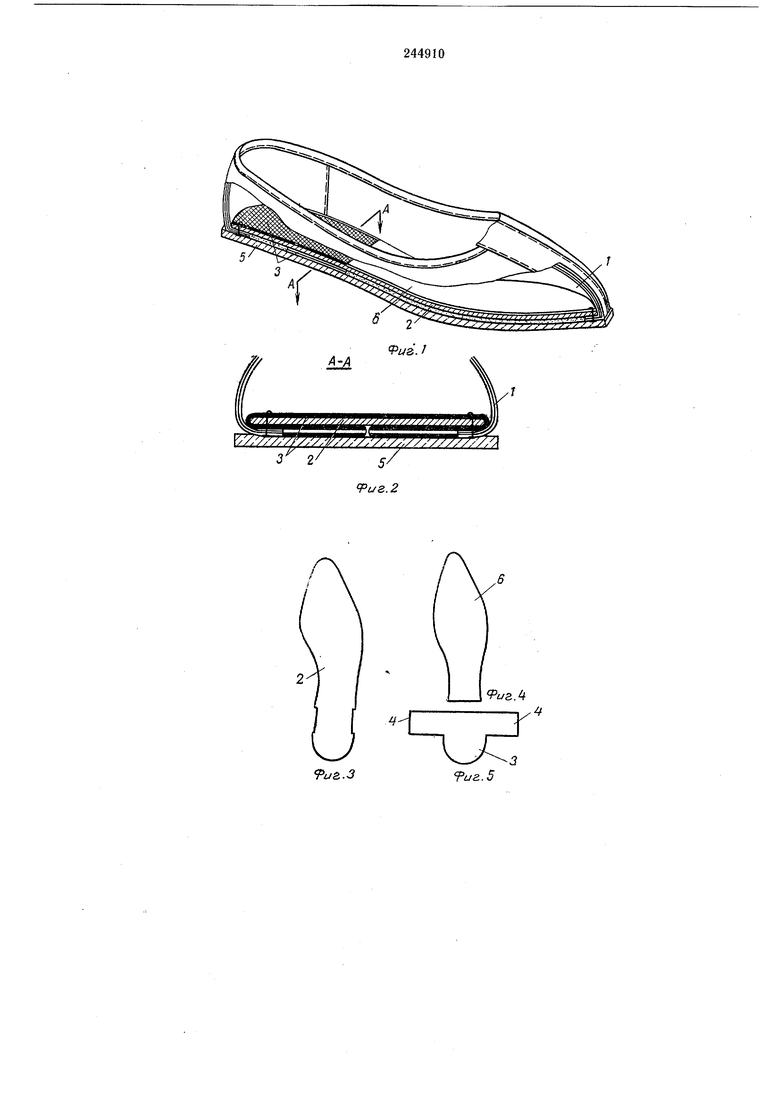
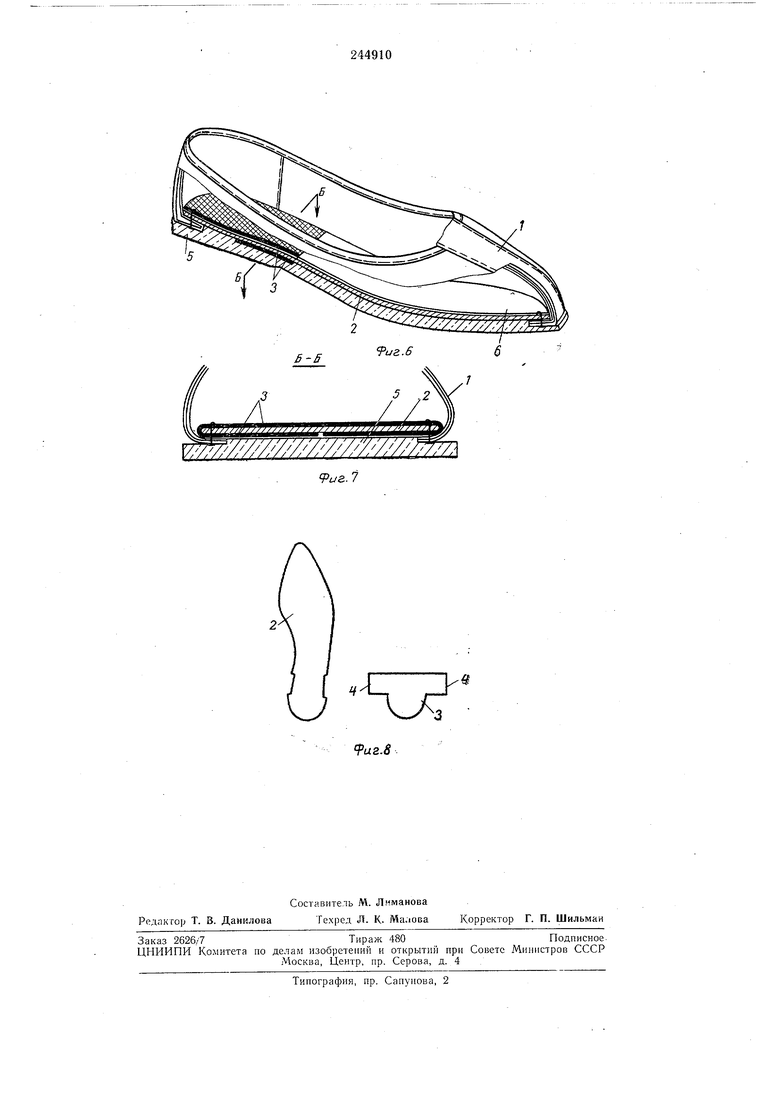
с другом и с подошвой создает дополнительную границу соприкосновения между элементами, которая увеличивает контактное переходное электрическое сопротивление. резин с удельным объемным сопротивлением Р7 10 ом-см быть тизмерима с сопротнвлением сам oil резины. Полное электрическое сопротивление обуви складывается из контактных сопротивлений на границах соприкосновения токопроводящих элементов, сопротивлений самих элементов и подошвы. Допустимая величина полного сопротивления обуви должна находиться в пределах 10-10 ом-см. Наличие двух ио- 10 следовательиых границ сопротивления увеличивает контактное переходное электрическое сонротивление, поэтому могут быть нрнменимы только резины с малым сопротивлением (порядка ом-см, обладающим худ- 15 шими контактными электрическими свойствами, при которых создаются дополнительные трудности в получении необходимой величины полного сопротивления обуви и появляются излишние погрешности в измерениях. Целью данного изобретения является создание наиболее рациональной и нростой по конструкции токонроводящей обуви, нозволяющей использовать клеевой метод крепле ния рубленой или формованной подощвы и 25 исключающей усложнение действующей технологии производства без применения токопроводящего клея при обеспечении нанменьщей величины переходного контактного электрическсго сопротивления в цепи нога - по- 30 дошва с наличием минимального количества нестандартных деталей обуви. В предлагаемой токопроводящей обуви основная стелька имеет вырезы с боковых сторон пяточной части. Токонроводящий эле- 35 мент выполнен по форме няточной части и имеет соответствующие выступы, подгибаемые нод стельку. Вкладная стелька укорочена в няточной части. На фиг. 1 изображена предлагаемая токо- 40 нроводящая обувь клеевого метода крепления с рубленой нодошвой в продольном разрезе; на фиг. 2 - то же, разрез ио А-А на фиг. 1; на фиг. 3 - основная стелька; на фиг. 4 - вкладная стелька; на фиг. 5 - токонроводя- 45 щий элемент; на фиг. 6 - токонроводящая обувь с формованной нодошвой в продольном разрезе; на фиг. 7 - то же, разрез по Б-Б на фиг. 6; на фиг. 8 - основная стелька и токопроводящий элемент для обуви с формо- 50 ванной подощвой. В предлагаемой токопроводящей обуви заготовка верха / собирается по типовой технологин производства обуви. В основной стельке 2, изготовленной из материалов, раз- 55 решенных по ГОСТ 179-61 и 1135-64 на хромовую н легкую обувь, сделаны два выреза с боковых сторон няточной части. Элемент 3 выполнен из токопроводящей резины 5 20 по форме пяточной части основной стельки 2 с двумя боковыми выступами 4, соответствующими вырезам стельки 2. Ширина выступов находится в отношении 1 : 2 их длины, а длина одного выступа равна ширине основной стельки 2 в пяточной части. Передний прямой край элемента 3 спущен на нет. Элемент 3 приклеен к пяточной части основной стельки 2 со стороны, прилегающей к, ноге. Выступы 4 подогнуты нод стельку 2 до соприкосновения с ее бахтармяной стороной. Свободные концы выступов 4 загнуты на 180° до соприкосновения друг с другом и заполняют след между краями затяжной кромки на одном с ней уровне. Элемент i3 обеспечивает иепосредственный контакт с подошвой 5, выполненной из токопроводящей резины. Вкладная стелька 6 укорочена в пяточной части и не закрывает токопроводящий элемент 3. Обувь может быть выполнена с формованной резиновой подошвой. В этом случае вы-, стуны 4 токопроводящего элемента 3 укорочены в сравнении с элементом, применяемым для обуви с рубленой подошвой. Выступы подогнуты под стельку 2 встык. Выступающая внутренняя поверхность подощвы 5 обеспечивает контакт с выступами элемента 3. Токопроводящая резина для элемента 3 обладает удельным объемным электрическим сопротивлением порядка ом-см и твердостью в пределах 60-65 условных едипиц, а для подошвы применяется токопроводящая резина с удельным объемным электрическим сопротивлением Юз-Ю ом-см, остаточным удлинением 5-8% при твердости 75-80 условных единиц. Подготовленную таким образом стельку 2 с токопроводящим элементом 3 прикрепляют известным способом к колодке и нроизводят затяжку заготовки верха /. Дальнейшие онерации производят по утвержденнон типовой технологии производства выбранным методом кренления подошвы без гвоздей. Предмет изобретения Токонроводящая обувь, содержащая соединенные между собой верх, вкладную и основную стельки, снабженные в пяточной части токопроводящим элементом из резины, и подошву из токонроводящего материала, отличающаяся тем, что, с целью уирощения конструкции, основная стелька имеет вырезы с боковых сторон пяточной части, а токопроводящий элемент, выполненный по форме няточной части, имеет соответствующие выступы, нодгнбаемые под эту стельку, при этом вкладная стелька выполнена укороченной в няточной части.
///Л //// / У/////777/777,7/ 7У/////Л 2/5/
и&. /
(Риг.г
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИСТАТИЧЕСКАЯ ОБУВЬ | 2005 |
|
RU2400112C2 |
| Антистатическая обувь | 1976 |
|
SU858741A1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| Конструкция здоровьесберегающей обуви на высоком и серхвысоком каблуке | 2019 |
|
RU2729645C1 |
| Сборная обувь | 1979 |
|
SU820794A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ДЛЯ СПОРТИВНЫХ БАЛЬНЫХ ТАНЦЕВ | 2003 |
|
RU2243709C1 |
| Способ изготовления обуви и колодка для изготовления узла низа обуви | 1985 |
|
SU1431723A1 |
| Способ изготовления обуви | 1987 |
|
SU1583075A1 |
| КОНСТРУКЦИЯ ДЕТСКОЙ ПРОФИЛАКТИЧЕСКОЙ ОБУВИ | 2012 |
|
RU2542552C2 |
| ВЕНТИЛИРУЕМАЯ ОБУВЬ | 1994 |
|
RU2118501C1 |