Изобретение относится к обувной промышленности.
Целью изобретения является повышение качества готовой обуви.
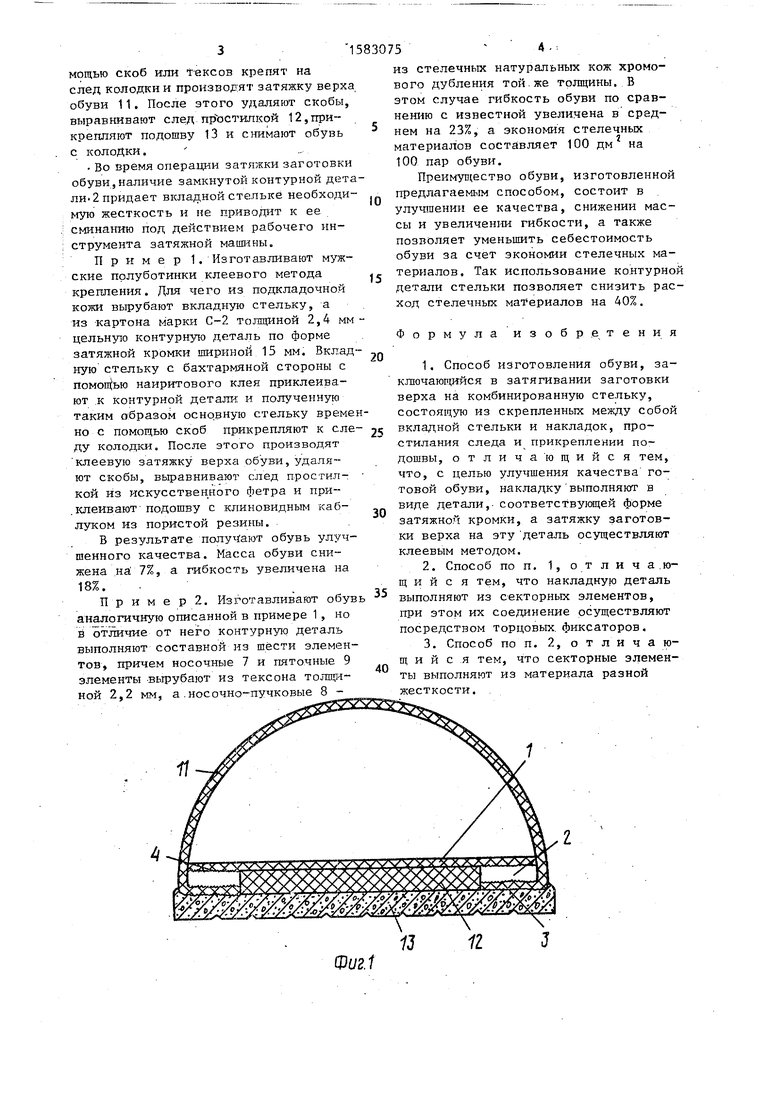
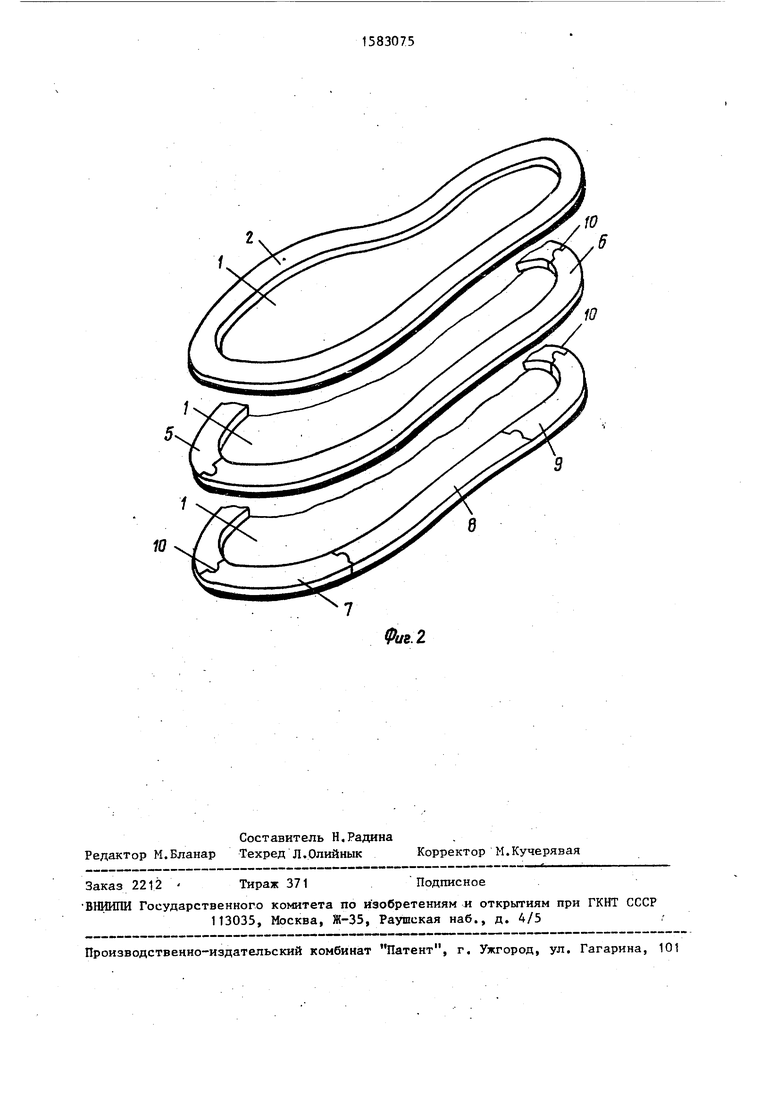
На фиг. 1 показана готовая обувь, поперечное сечение; на фиг. 2 - комбинированная стелька, варианты выполнения .
Способ осуществляют следующим образом.
Осуществляют клеевую затяжку заготовки верха обуви на комбинированную стельку (фиг. 1). Для этого вырубают из подкладочных кож вкладную стельку 1, а из стелечных материалов - контурную деталь 2, по форме затяжной кромки 3. Затем контурную деталь 2 с помощью клея 4 соединяют с вкладной стелькой 1. При
этом контурную деталь 2 можно выполнять составной из двух элементов 5 и 6 или нескольких элементов 7-9, снабженных торцовыми фиксаторами 10 (фиг. 2). Кроме того, элементы 7-9 контурной детали 2 могут изготавливаться из различных по своим свойствам материалов. Так для носочных 7 и пяточных 9 участков целесообразно применять жесткие пластики или картон, обеспечивающие четкую грань и идеальную форму носочной и пяточной части обуви в процессе ее затяжки и эксплуатации, а в области пучков 8 эластичные материалы из натуральной кожи для придания готовой обуви большей гибкости.
Полученную таким образом комбинированную стельку временно с посл
00 ОЭ
о
ел
мощьго скоб или тексов крепят на след колодки и производят затяжку верха обуви 11. После этого удаляют скобы, выравнивают след прЪстилкой 12,прикрепляют подошву 13 и снимают обувь с колоДки.
Во время операции затяжки заготовки обуви,наличие замкнутой контурной детали-2 придает вкладной стельке необходимую жесткость и не приводит к ее сминанию под действием рабочего инструмента затяжной машины.
Пример 1. Изготавливают мужские полуботинки клеевого метода крепления. Для чего из подкладочной кожи вырубают вкладную стельку, а из картона марки С-, толщиной 2,4 мм цельную контурную деталь по форме затяжной кромки шириной 15 мм. Вкладную стельку с бахтармяной стороны с помощью наиритового клея приклеивают к контурной детали и полученную таким образом основную стельку времено с помощью скоб прикрепляют к следу колодки. После этого производят клеевую затяжку верха обуви, удаляют скобы, выравнивают след простил- кой из искусственного фетра и приклеивают подошву с клиновидным каблуком из пористой резины.
В результате получают обувь улучшенного качества. Масса обуви снижена на 7%, а гибкость увеличена на 18%.
П р и м е р 2. Изготавливают обув аналогичную описанной в примере 1 , но в отличие от него контурную деталь выполняют составной из шести элементов, причем носочные 7 и пяточные 9 элементы вырубают из тексона толщиной 2,2 мм, а носочно-пучковые
fl
0
5
0
5
0
из стелечных натуральных кож хромового дубления той же толщины. В этом случае гибкость обуви по сравнению с известной увеличена в среднем на 23%, а экономия стелечных материалов составляет 100 дмг на 100 пар обуви.
Преимущество обуви, изготовленной предлагаемым способом, состоит в улучшении ее качества, снижении массы и увеличении гибкости, а также позволяет уменьшить себестоимость обуви за счет экономии стелечных материалов. Так использование контурной детали стельки позволяет снизить расход стелечных материалов на 40%.
Формула изобретения
1.Способ изготовления обуви, заключающийся в затягивании заготовки верха на комбинированную стельку, состоящую из скрепленных между собой вкладной стельки и накладок, простилания следа и прикреплении подошвы, отличающийся тем, что, с целью улучшения качества готовой обуви, накладку выполняют в виде детали, соответствующей форме затяжной кромки, а затяжку заготовки верха на эту деталь осуществляют клеевым методом.
2.Способ по п. 1, отличающийся тем, что накладную деталь выполняют из секторных элементов, при этом их соединение осуществляют посредством торцовых фиксаторов.
3.Способ по п. 2, отличающийся тем, что секторные элементы выполняют из материала разной жесткости.
3
в
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки верха обуви на колодке | 1980 |
|
SU984443A1 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОСЛОЖНОЙ ОРТОПЕДИЧЕСКОЙ ОБУВИ | 2010 |
|
RU2444268C1 |
| Клеевая обувь | 1984 |
|
SU1741757A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Способ изготовления обуви и колодка для изготовления узла низа обуви | 1985 |
|
SU1431723A1 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |
| Машина для затяжки заготовки верха обуви | 1983 |
|
SU1369662A3 |
| Способ изготовления обуви | 1990 |
|
SU1757597A1 |
| ОРТОПЕДИЧЕСКАЯ ОБУВЬ ДЛЯ БОЛЬНЫХ САХАРНЫМ ДИАБЕТОМ, ИМЕЮЩИХ ДИАБЕТИЧЕСКУЮ ПАТОЛОГИЮ СТОПЫ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2182808C2 |
Изобретение относится к обувной промышленности, а именно к способу изготовления обуви. Целью изобретения является повышение качества готовой обуви. Способ изготовления обуви заключается в затягивании заготовки верха на комбинированную стельку, состоящую из скрепленных между собой вкладкой стельки и накладки, выполненной в виде детали, соответствующей форме затяжной кромки. Операцию затягивания заготовки верха на комбинированную стельку осуществляют клеевым методом. Затем простилают след и прикрепляют подошву. Накладную деталь могут выполнять в виде единой детали, а также из секторных элементов, соединенных между собой посредством торцовых фиксаторов. Секторные элементы могут быть изготовлены из материала разной жесткости. 2 з.п.ф-лы, 2 ил.
Редактор М.Бланар
Составитель Н.Радина Техред Л.Олийнык
Заказ 2212 Тираж 371
ВНИИПИ Государственного комитета по изобретениям к открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Фиг. 2
Корректор М.Кучерявая
Подписное
| Дейдвудное устройство | 1983 |
|
SU1154145A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
