Предлагается аппарат для одностороннего лужения жести, в котором применены две пары алюминиевых валов, прогреваемых газовыми горелками, с целью нагрева подвергаемых лужению листов жести до температуры плавления олова. Для протравки жести служит ванна с хлористым цинком, в которой вращается нижний суконный вал, входящий в соприкосновение с чугунным верхним валом. Затем листы жести оступают между нижним дырчатым валом, находящимся в ванне с оловом, и верхним горячим валом. Далее листы жести поступают между суконными валами, из которых нижний вал вращается в ванне с бараньим салом или растительным маслом, предохраняющими луженую поверхность жести от окисления% обеспечивающими ей зеркальную побежалость.
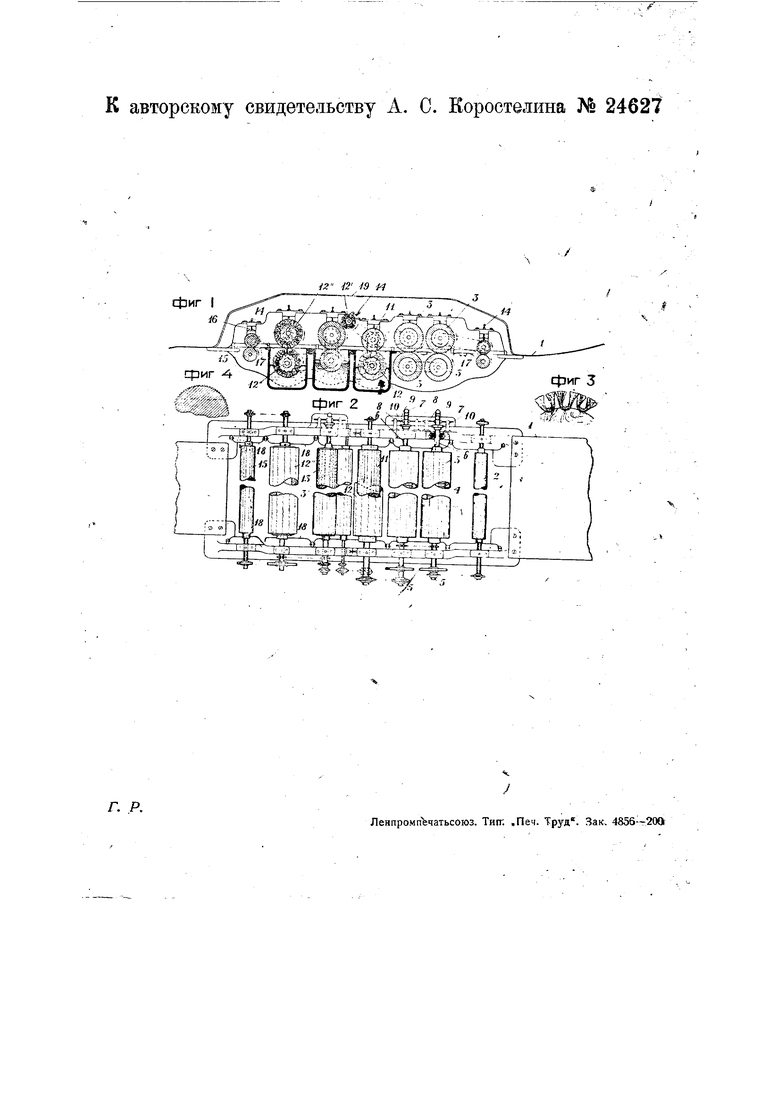
Фиг. 1 схематического чертежа показывает вертикальный разрез аппарата для одностороннего лужения жести; фиг. 2-вид на него сверху; фиг. 3-часть суконного валика; и фиг. 4 - часть оловянного дырчатого вала.
Дппарат для одностороннего лужения жести, предназначенный для лужения жести любой толщины работает следующим образом. Жесть, лист за листом, вручную кладется на наклонный приемник / (фиг. 1 и 2), скатывается с него и попадает в массивные чугунные валики 2, ведущие жесть уже дальшек двум парам алюминиевых пустотелых валов 3. Наружная поверхность у валов 3гладкая, внутренняя же часть имеет винтообразные выточки 4, куда вставляются через трубы 5, являющиеся осями этих валов, газовые горелки. Последние укреплены на отдельных независимых от валов стойках и потому всегда неподвижны. Продукты горения отходят через противоположные трубы валов б и вытяжные трубы 7. Последние неподвижны и укреплены на кронштейнах 8 винтами 9. Для уплотнения мест их стыка с валами 6 поставлены медные прокладки Vi фланцы /(. Температуре алюминиевых валов 3 легко может быть отрегулирована с любой степенью точности путем изменения сечения проходных отверстий у газовых горелок и, в среднем, должна равняться температуре плавления олова. От горячих валов 5 жесть поступает к массивному чугунному валу /7 и суконному валу 2, вращающемуся в ванне с хлористым цинком. Вал J2 представляет собой деревянную болванку, надетую на квадратный железный брус (в местах подшипников он расточен, как вал) и обшитую по своей наружной поверхности солдатским сукном таким образом, что сукно имеет возможность изнашиваться только своими кромками (фиг. 3). Пройдя ванну
с хрористым цинком и прртрав11вшись, жесть попадает к горячему алюминиевому валу 3 и к вращающемуся в расплавленном олове массивному дырчатому валу 75. Для обеспечения лучшего захвата оловй чугунный вал J3 по всей своей поверхности рассверлен углублениями, диаметром и глубиной в 3 мм .(фиг. 4). Вал 5 играет роль утюга. Степень нажима его на оловянный вал J3 регулируется нажимным подшипником 14. Такими же подшипниками снабжены и все валы описываемого аппарата. Хотя олово не пристает к алюминию, но возможны случаи некоторого-осаждения на поверхность алюминиевого вала 3 частиц пыли и сала из окружающего воздуха, на которых олово будет оставлять мазки - следы на алюминии. Для уничтожения последствий этих моментов приспособлен суконный валик 72, выполненный таким же способом, как и вал /2. Валик /2 будет полностью очищать вал 3 от всяких случайных оловянных пятен и соринок, поэтому наружная нелуженая поверхность жести всегда остается чистой. От оловянной ванны жесть идет к суконным валикам /2, однородным валу 72; нижний валик 72 вращается в бараньем сале или растительном масле (хлопковом, пальмовом, можно в стеарине, парафине и т. п.), предохраняя луженую поверхность жести от окисления и обеспечивая ей зеркальную побежалость. Для уменьшения окисления расплавленная масса олова в ванне тоже заливается салом, маслом или специальным флюсом. Окончательно облуженная жесть захватывается массивными чугунными вальцами 75 и далее по конвейеру или вручную попадает на чиcткy где с поверхности жести должны быть сняты остатки сала или масла. Для облегчения хода все валики монтированы на шарикоподшипниках. Степень нажатия одного вала на другой легко может регулироваться нажимными подшипниками/74 с винтами. Для смягчения же ударов в момент вступления под валы передних кромок листов жести и
для компенсирования разности их толщин, под нажимные винты в подшипниках заложены сильные плоские пружины 76 (фиг. 1). Для избежания перекоса в момент прохождения жести под валами в. аппарате устроены горизонтальные направляющие 77 и боковые плоские направляющие 78 из тонкой ленточной меди. Для предохранения аппарата от пыли, для уменьшения угара олова и для уни чтожения влияния вредных испарений от аппарата на окружающую атмосферу, весь аппарат прикрыт медным колпаком 19 с несколькими откидными дверцами, позволяющими легко наблюдать за прохождением жести в аппарате и за состоянием всех ванн. Аппарат должен быть обмурован кирпичом трким образом, чтобы нагрев ванн (отопление -нефтяное) производился по всей их поверхности равномерно. Все три ванны аппарата чугунные, подвешиваются независимо друг от друга и потому в случае генеральной чистки любая ванна может быть отнята отдельно.
Предмет изобретения.
1.Аппарат для одностороннего лужения жести, отличающийся применением трех сосудов: с хлористым цинком, с расплавленным оловом и с салом или растительным маслом, для подачи жидкостей из каковых сосудов к протягиваемому над ними листу служат суконные валики 72, вращающиеся в первом и третьем сосудах, и чугунный валик 13 с поверхностью, покрытой углублениями, в сосуде оловом.
2.Форма выполнения указанного в п. 1 аппарата, отличающаяся применением двух пар алюминиевых валиков 3 подбгреваемых газовыми горелками изнутри до,температуры гглавления олова и расположенных перед сосудом с хлористым цинком, и такого же валика 5 над чугунными валиками 13, причем для очистки валика 3 служит суконный валик 72.
iZ i2 19