Изобретение относится к белой жести, покрытой полимерным покрытием, к способам ее получения и устройству для осуществления этих способов.
Белая жесть - это тонкая холоднокатаная листовая сталь, поверхность которой покрыта оловом. Нанесение оловянного покрытия на листовую сталь, как правило, осуществляют электролитическим способом. Белую жесть преимущественно используют для производства упаковок, в частности жестяных банок для пищевых продуктов и кормов для животных, упаковок для химико-технических продуктов, аэрозольных баллонов, жестяных банок для напитков, и для изготовления частей таких упаковок, например закрывающих приспособлений, соединительных лент, клапанных тарелок, крышек для жестяных банок и ободков крышек.
Белая жесть отличается высокой коррозионной стойкостью и устойчивостью к кислотам, а также хорошей формуемостью. Для определенных применений, например для изготовления упаковок для пищевых продуктов и жестяных банок для напитков, поверхность белой жести дополнительно покрывают лаковым или полимерным покрытием, чтобы, кроме защиты против коррозии за счет оловянного покрытия, обеспечить дополнительную защиту против коррозии. Для этого на белую жесть, например, наносят полимерную пленку из полиэтилентерефталата (ПЭТ) или полипропилена (ПП). Белая жесть, покрытая пленкой, пригодна, в частности, для производства клапанных тарелок, днищ аэрозольных баллонов, отрывных крышек для жестяных банок, а также глубокотянутых сосудов и вакуумных закрывающих приспособлений.
Тем не менее показано, что при формовании белых жестей, снабженных ПЭТ-покрытиями, в ПЭТ-покрытии вследствие внутренних напряжений возникают трещины, которые при контакте с агрессивными и, в частности, содержащими кислоты наполнителями приводят к тому, что разъедается нижележащее оловянное покрытие белой жести. Эмульсии смазочных средств, наносимые на поверхность белой жести для лучшей ее обрабатываемости, также отвечают за инициацию трещин в ПЭТ и, кроме того, могут проникнуть в образовавшиеся трещины в ПЭТ-покрытии и воздействовать на оловянную поверхность белой жести, что может привести к потере сцепления и к отслаиванию ПЭТ-покрытия от поверхности белой жести.
Из публикаций DE 4009839 A1, DE 3436412 C2 и EP 664209 A1 известны луженые стальные жести, которые покрыты пленкой из сложнополиэфирной смолы, в частности из полиэтилентерефталата (ПЭТ). Нанесение на поверхность белой жести пленки из сложнополиэфирной смолы при этом осуществляют посредством наслаивания сложнополиэфирной пленки, в частности ПЭТ-пленки, на поверхность белой жести. Для обеспечения достаточного сцепления пленки из сложнополиэфирной смолы с поверхностью белой жести на поверхность белой жести перед наслаиванием пленки из сложнополиэфирной смолы наносят хромсодержащий связующий слой, который образован, например, монослоем гидратированного оксида хрома или двойным слоем, состоящим из слоя металлического хрома и покрывающего его слоя гидратированного оксида хрома. Без этого связующего слоя между поверхностью белой жести и пленкой из сложнополиэфирной смолы пленка из сложнополиэфирной смолы, в частности ПЭТ-пленка, может отслаиваться от белой жести, в частности при формовании в способах производства упаковок или во время стерилизации или заполнения упаковок горячими наполнителями. Однако соединения хрома, используемые для получения хромсодержащего связующего слоя, являются токсичными и вредными для окружающей среды.
В качестве материала, альтернативного белой жести, из предшествующего уровня техники известна электролитически хромированная стальная жесть (сталь с электролитическим хромовым покрытием; ECCS; от англ.: Electrolytic Chromium Coated Steel). В случае этого материала, который также называют «безоловянной сталью» (TFS; от англ.: «Tin-Free Steel»), речь идет о холоднокатаной стальной жести, на которую электролитически наносят покрытие из хрома и оксида хрома. Поверхность этого материала обеспечивает хорошее сцепление с полимерными материалами, например с полиэтилентерефталатом или полипропиленом, и поэтому на нее может быть нанесено покрытие из этих полимеров, например посредством наслаивания полимерной пленки, для обеспечения дополнительной защиты против коррозии. Сцепление полимерного покрытия с хромсодержащей поверхностью ECCS или TFS при этом выдерживает сильные деформации, которые возникают, например, при изготовлении упаковочных емкостей, а также процессы стерилизации. Поэтому ECCS-жести, снабженные полимерными покрытиями, используют, в частности, в способах производства емкостей, в которых необходимы сильные деформации жести, как, например, при изготовлении клапанных тарелок для аэрозольных баллонов, причем органическое покрытие наносят на ECCS перед формованием, поскольку в противном случае происходит сильный износ инструментов.
Из публикации ЕР 848664 В1 известна, например, стальная лента, защищенная от коррозии хромовым покрытием (ECCS или TFS), на которую наслоена пленка из полиэтилентерефталата. Однако такие стальные жести, защищенные от коррозии хромовым покрытием, как оказалось, также имеют недостатки, обусловленные токсичностью соединений хрома, используемых в процессе производства, в частности жидкой хромовой кислоты (хром VI) в ванне для улучшения покрытия.
Из публикации WO 97/03823-А известна коррозионно-стойкая стальная жесть, содержащая металлический слой для защиты от коррозии, который может быть, например, электролитически нанесенными слоями олова или оксида хрома, на которые с одной или обеих сторон нанесен слой прозрачного полимера посредством наслаивания полимерной пленки. Полимерная пленка при этом состоит из полиэтилентерефталата (ПЭТ), поливинилхлорида (ПВХ) или полипропилена (ПП).
При этом между металлическим слоем для защиты стальной жести против коррозии и наслоенной полимерной пленкой предусмотрен слой усилителя адгезии, в частности связующий слой. Для получения коррозионно-стойкой стальной жести используют гальванически покрытую металлическим антикоррозионным слоем и пассивированную стальную жесть с толщиной в диапазоне от 0,05 мм до 0,5 мм, которую нагревают до температур порядка 160°C. На нагретую стальную жесть с помощью вращающихся валиков наслаивают полимерную пленку. Толщина наслаиваемой полимерной пленки лежит в диапазоне от 5 мкм до 100 мкм. При этом полимерная пленка на одной из сторон предпочтительно содержит связующий слой, который обладает более низкой температурой плавления, чем полимерный материал полимерной пленки. Полимерную пленку наслаивают на поверхность антикоррозионного металлического слоя стальной жести так, что связующий слой направлен к этой поверхности.
В данном способе для наслаивания полимерной пленки на антикоррозионный металлический слой стальной жести используют специальную полимерную пленку со связующим слоем для наслаивания полимерной пленки на поверхность антикоррозионного слоя стальной жести. Такие полимерные пленки со связующим слоем являются очень дорогими при производстве. Кроме того, обращение с такими полимерными пленками со связующим слоем является более трудным, а технологические параметры, в частности температуры, во время наслаивания следует удерживать в предварительно заданных границах, которые определяются температурами плавления полимерной пленки и связующего слоя. В частности, в случае луженых стальных жестей показано, что нельзя отказываться от связующего слоя, если необходимо обеспечить достаточно хорошее сцепление полимерной пленки с луженой поверхностью стальной жести. Напротив, с хромированными поверхностями ECCS или TFS полимерные пленки сцепляются лучше, однако при производстве ECCS из-за используемых при нанесении покрытия на стальную жесть хромсодержащих соединений образуются ядовитые и вредные для окружающей среды отходы.
Исходя из этого, в основе настоящего изобретения лежит задача обеспечения по возможности абсолютно бесхромового способа получения стальной жести с высокой коррозионной стойкостью. Полученная этим способом стальная жесть с высокой коррозионной стойкостью должна быть пригодной, в частности, для производства упаковок, и даже при сильных деформациях во время производственного процесса и стерилизации произведенной упаковки не должно происходить снижения ее коррозионной стойкости.
Эти задачи решены за счет способа по пунктам 1 и 5 формулы изобретения и белой жести с признаками по пункту 10 формулы изобретения. Предпочтительные варианты осуществления способа указаны в зависимых пунктах со 2 по 9 формулы изобретения, а зависимые пункты с 11 по 15 формулы изобретения представляют предпочтительные варианты осуществления белой жести. Для решения задачи настоящего изобретения использовано устройство для осуществления способа с признаками по пункту 16 формулы изобретения.
В способе по настоящему изобретению для нанесения на бесхромовую поверхность луженой жести (белой жести) полимерного покрытия бесхромовую луженую поверхность луженой стальной жести вначале во время первой стадии электрохимически оксидируют, а на второй стадии на оксидированную оловянную поверхность наносят полимерное покрытие. Посредством электрохимического оксидирования оловянной поверхности обеспечивают бесхромовое пассивирование оловянной поверхности, которое предотвращает беспрепятственное нарастание оксида олова на поверхности белой жести. В отличие от известных способов пассивирования белой жести против нарастания оксида олова на поверхности белой жести, в способе по настоящему изобретению пассивирование поверхности белой жести осуществляют без применения хромсодержащих веществ, в частности без применения ядовитых и опасных для окружающей среды оксидов хрома. Неожиданно было установлено, что это бесхромовое пассивирование поверхности белой жести посредством электрохимического оксидирования не только предотвращает беспрепятственное нарастание оксида олова на поверхности белой жести, но и одновременно образует хорошую связующую основу для полимеров. Благодаря этому во время второй стадии способа по настоящему изобретению можно без проблем нанести полимерное покрытие на оксидированную оловянную поверхность белой жести, причем оксидированная оловянная поверхность обеспечивает очень хорошее сцепление полимерного покрытия. Показано, что сцепление между оксидированной оловянной поверхностью и полимерным покрытием выдерживает сильные деформации, которые возникают, например, в способах производства многократно глубокотянутых жестяных банок или при производстве клапанных тарелок. Сцепление между оксидированной оловянной поверхностью и полимерным покрытием также без дополнительной обработки выдерживает стерилизацию, причем во время стерилизации не происходит отслаивания полимерного покрытия от поверхности белой жести.
В способе по настоящему изобретению для получения белой жести, покрытой полимерным покрытием, вначале во время первой стадии способа на одну или на обе стороны стальной жести электролитически осаждают оловянное покрытие. Во время второй стадии осуществляют электрохимическое оксидирование поверхности оловянного покрытия, а затем на оксидированную поверхность оловянного покрытия наносят полимерное покрытие. Электрохимическое оксидирование оловянной поверхности при этом осуществляют сразу же, и предпочтительно - в пределах нескольких секунд после осаждения оловянного покрытия на стальную жесть. Электрохимическое оксидирование оловянной поверхности при этом предпочтительно осуществляют без дополнительных промежуточных стадий, в частности без промежуточной очистки или термической обработки поверхности белой жести.
Электрохимическое оксидирование оловянной поверхности можно, в частности, осуществить посредством анодной поляризации луженой стальной жести в водных и бесхромовых электролитах. Например, электрохимическое оксидирование оловянной поверхности можно осуществить посредством погружения белой жести в содовый раствор (раствор карбоната натрия). При этом на (бесхромовой) оловянной поверхности белой жести образуется тонкий слой оксида олова, который состоит по существу из оксида четырехвалентного олова (SnO2). Этот оксид четырехвалентного олова, по сравнению с оксидом двухвалентного олова (SnO), который образуется на поверхности белой жести при хранении белой жести в кислородсодержащей атмосфере, является значительно более инертным и предотвращает беспрепятственное нарастание слоя оксида (двухвалентного) олова на поверхности белой жести при контакте с кислородом. Толщина оксидного слоя, образующегося при электрохимическом оксидировании поверхности белой жести и состоящего по существу из оксида четырехвалентного олова, лежит в нанометровом диапазоне и предпочтительно меньше 100 нм. При образовании этого пассивирующего слоя оксида олова на поверхности белой жести во время стадии электрохимического оксидирования предпочтительно создается плотность электрического заряда, не превышающая 40 Кл/м2.
После электрохимического оксидирования поверхности белой жести на эту поверхность наносят полимерное покрытие, причем полимерное покрытие предпочтительно имеет толщину в диапазоне от 10 мкм до 100 мкм и предпочтительно нанесено посредством наслаивания полимерной пленки на оксидированную оловянную поверхность. Особо предпочтительным при этом является применение соэкструдированной полимерной пленки, содержащей слой полимера и слой усилителя адгезии, которую наслаивают на оксидированную оловянную поверхность стальной жести, причем слой усилителя адгезии полимерной пленки накладывают на оксидированную оловянную поверхность и под действием тепла наслаивают с помощью ламинирующих валиков или ламинирующих роликов. За счет слоя усилителя адгезии и без того хорошее сцепление полимерного покрытия с оксидированной оловянной поверхностью белой жести дополнительно усиливается.
Особо предпочтительно, если луженую стальную жесть во время наслаивания полимерной пленки нагревают до температур, превышающих температуру плавления оловянного покрытия (232°C). За счет этого оловянное покрытие белой жести оплавляется, так что по меньшей мере близкие к поверхности зоны оловянного покрытия белой жести во время наслаивания полимерной пленки находятся в состоянии жидкого расплава. Благодаря этому сцепление между (расплавленной жидкой) оловянной поверхностью стальной жести и наслоенным полимерным покрытием дополнительно улучшается. В частности, за счет этого даже при применении для полимерного покрытия полимерных материалов с температурой плавления выше 232°C или при применении соэкструдированных полимерных пленок со связующим слоем, температура плавления которого выше 232°C, обеспечивается достаточное сцепление между полимерным покрытием и оловянной поверхностью белой жести. Однако особо предпочтительно, если стальную жесть при наслоении полимерной пленки на луженую поверхность нагревают до температур, которые превышают как температуру плавления олова, так и температуру плавления полимерных материалов, использованных для формирования полимерного покрытия, или необязательно имеющихся усилителей адгезии.
Также можно нанести полимерное покрытие на оксидированную оловянную поверхность белой жести без дополнительного усилителя адгезии. Только в том случае, если в последующих процессах переработки белой жести, полученной по настоящему изобретению, осуществляют очень сильные деформации, необходимо использование усилителя адгезии между оксидированной оловянной поверхностью белой жести и полимерным покрытием для предотвращения отслаивания полимерного покрытия во время стадий формования.
Для особых применений белой жести, полученной по настоящему изобретению, в которых необходимы высокие коэффициенты деформации с коэффициентами глубокой вытяжки D/d=β=1,7 (D = диаметр заготовки; d = диаметр детали) и более, использование усилителя адгезии между полимерным покрытием и оловянной поверхностью белой жести оказалось целесообразным. Подходящими усилителями адгезии оказались промежуточные слои, которые содержат модифицированный гликолем полиэтилентерефталат (ПЭТГ), модифицированный гликолем полициклогексилендиметилентерефталат (ПЦТГ) и/или изофталевую кислоту (ИФК) или их смеси.
В случае полимерного материала полимерного покрытия речь может идти о термопластичном сложном полиэфире, в частности о полиэтилентерефталате (ПЭТ). Температура плавления полиэтилентерефталата лежит в диапазоне от 260°C до 270°C. Для того чтобы при нанесении полимерного покрытия на оксидированную оловянную поверхность обеспечить максимально хорошее сцепление, целесообразно луженую стальную жесть при нанесении полимерного покрытия нагреть до температур, превышающих температуру плавления полиэтилентерефталата, чтобы при нанесении полимерного покрытия как оловянная поверхность белой жести, так и по меньшей мере обращенные к белой жести близкие к поверхности зоны полимерного покрытия находились в состоянии жидкого расплава, и за счет этого можно было обеспечить плотное соединение материалов. Особенно целесообразным оказалось, когда луженую стальную жесть при нанесении полимерного покрытия выдерживали в диапазоне температур от 270°C до 290°C, и предпочтительно при температуре, примерно равной 280°C.
Для того чтобы, например, при наслаивании полимерной пленки на оксидированную оловянную поверхность стальной жести с помощью ламинирующих валиков избежать приклеивания полимерной пленки к подогреваемым ламинирующим валикам, целесообразно использовать для формирования полимерного покрытия многослойную полимерную пленку, которая на верхней стороне содержит антиблокирующий слой. Такой антиблокирующий слой может быть образован, например, слоем оксида кремния на верхней стороне полимерной пленки.
Способы по настоящему изобретению могут быть осуществлены в установках для лужения стальных лент, причем стальную ленту с помощью транспортного устройства со скоростью движения ленты, предпочтительно превышающей 200 м/мин и особо предпочтительно превышающей 500 м/мин, пропускают через устройство для лужения, чтобы электролитически нанести на одну или обе стороны стальной ленты оловянное покрытие. Последующее электрохимическое оксидирование оловянной поверхности осуществляют в устройстве для оксидирования, предпочтительно посредством пропускания луженой стальной ленты с определенной скоростью движения ленты через электролитическую ванну с водными электролитами, причем стальную ленту при этом целесообразно подключать как анод, для электрохимического (анодного) оксидирования оловянной поверхности. Затем на оксидированную оловянную поверхность движущейся стальной ленты в устройстве для нанесения полимерного покрытия наносят полимерное покрытие, для чего, предпочтительно с помощью ламинирующих валиков, с одной стороны или с обеих сторон на оксидированную оловянную поверхность наслаивают полимерную пленку. Устройство для лужения и устройство для оксидирования при этом в направлении движения ленты расположены друг за другом и предпочтительно настолько близко друг к другу, чтобы при характерных скоростях движения ленты, превышающих 200 м/мин, в течение минимального времени, предпочтительно в течение нескольких секунд, после нанесения оловянного покрытия можно было электрохимически оксидировать луженую поверхность стальной ленты.
Эти и другие преимущества способа по настоящему изобретению и стальной жести по настоящему изобретению станут очевидными из описанных далее примеров осуществления настоящего изобретения, которые разъяснены со ссылкой на прилагаемые графические материалы. Графические материалы демонстрируют следующее:
Фиг. 1: Схематическое изображение устройства для осуществления способа получения белой жести, покрытой полимерным покрытием по настоящему изобретению;
Фиг. 2: Схематическое изображение белой жести по настоящему изобретению с полимерным покрытием без слоя усилителя адгезии;
Фиг. 3: Схематическое изображение белой жести по настоящему изобретению с полимерным покрытием со слоем усилителя адгезии.
Исходным материалом для способа по настоящему изобретению получения белой жести, покрытой полимерным покрытием, предпочтительна горячекатаная и нелегированная или низколегированная стальная жесть в форме ленты (стальная лента) с низким содержанием углерода, например в диапазоне от 20 млн-1 до 900 млн-1. Легирующие компоненты стали предпочтительно соответствуют требованиям международного стандарта ASTM А 623-11 («Стандартная спецификация жестяных прокатных изделий»), что позволяет использовать белые жести, полученные по настоящему изобретению, для производства упаковок для пищевых продуктов. Принципиально в способе по настоящему изобретению могут быть использованы все сорта стали, которые имеют состав, подходящий для производства тонких или особо тонких жестей. Горячекатаную стальную ленту вначале протравливают в травильной установке (не изображена), затем промывают и просушивают, после чего подвергают холодной прокатке в установке для холодной прокатки. При этом стальную ленту вальцуют до толщины менее 1,0 мм (тонкая жесть), и предпочтительно - до толщин, лежащих в диапазоне от 0,1 мм до 0,5 мм (особо тонкая жесть). После холодной прокатки стальную ленту вначале пропускают через методическую печь для отжига, в которой стальную ленту нагревают до температур, лежащих в диапазоне от 550°C до 700°C, для рекристаллизационного отжига стали. За счет рекристаллизационного отжига восстанавливается формуемость холоднокатаной стальной ленты. После рекристаллизационного отжига стальную ленту можно дрессировать или подвергнуть последующему вальцеванию в отделочном прокатном стане для обеспечения свойств формуемости, необходимых для целей конечной переработки. При последующем вальцевании необязательно может быть осуществлено необходимое дальнейшее уменьшение толщины стальной ленты. После дрессирования или последующего вальцевания осуществляют очистку стальной ленты посредством щелочной электролитической обработки и протравливания с последующим промыванием.
Далее стальную ленту 10 пропускают через устройство 7 для лужения, как схематически изображено на Фиг.1. При этом стальную ленту 10 в виде бесконечной ленты разматывают с рулона 12 и через транспортное устройство 6 со скоростью движения ленты, предпочтительно лежащей в диапазоне от 200 м/мин до 750 м/мин, перемещают через резервуар 7а с электролитами, содержащими олово, и в качестве катода пропускают между оловянными анодами. За счет этого олово из анодов переходит в раствор и осаждается на стальной ленте в виде оловянного покрытия. При этом олово можно нанести в виде слоя любой толщины и, при необходимости, на обе стороны стальной ленты 10. Толщина нанесенного слоя олова обычно лежит в диапазоне от 0,5 г/м2 до 12 г/м2. Однако также возможно нанесение на стальную ленту более тонких или более толстых слоев олова.
Непосредственно после нанесения на стальную ленту оловянного покрытия и, в частности, без дополнительных промежуточных стадий оловянную поверхность луженой стальной ленты 10 электрохимически оксидируют в устройстве 8 для оксидирования. Для этого свежелуженую стальную ленту 10 направляют, например, в электролитическую ванну, содержащую кислый бесхромовый водный раствор электролита и подключают как анод. За счет этого свежая оловянная поверхность луженой стальной ленты поляризуется как анод. При этом образуется слой оксида олова с толщиной слоя в нанометровом диапазоне на оловянной поверхности луженой стальной ленты, который состоит по существу из оксида четырехвалентного олова (SnO2). Этот оксид четырехвалентного олова по сравнению с оксидом двухвалентного олова (SnO), который образуется при хранении луженой стальной жести в кислородсодержащей атмосфере, гораздо более инертен. Благодаря этому (по существу четырехвалентному и инертному) слою оксида олова, который образуется при электрохимическом оксидировании свежелуженой поверхности, обеспечивается высокая устойчивость луженой поверхности стальной ленты к коррозии и реакции с серой. Тонкий слой оксида олова, состоящий по существу из оксида четырехвалентного олова (SnO2), предотвращает, в частности, беспрепятственному нарастанию другого оксида (двухвалентного) олова при контакте луженой поверхности с кислородом воздуха.
Электрохимическое оксидирование оловянной поверхности осуществляют, например, как анодное оксидирование луженой стальной ленты 10 в растворе соды, т.е. в водном растворе карбоната натрия. Для этого луженую стальную ленту перемещают дальше с определенной скоростью движения ленты и пропускают через электролитическую ванну 8а с раствором соды. Концентрация карбоната натрия в растворе соды предпочтительно лежит в диапазоне от 1 масс. % до 10 масс. %, более предпочтительно от 2 масс. % до 8 масс. %, еще более предпочтительно от 3 масс. % до 7 масс. %, наиболее предпочтительно от 4 масс. % до 6 масс. %, в частности около 5 масс. %.
Устройство 8 для оксидирования, предназначенное для электрохимического оксидирования поверхности оловянного покрытия, предпочтительно содержит электролитическую ванну 8а с вертикальным резервуаром, который заполнен электролитом. Вблизи дна внутри вертикального резервуара расположен направляющий ролик, через который перекинута луженая стальная лента 10. Между луженой стальной лентой 10 и противоположным электродом (например, стальным катодом) в вертикальном резервуаре создают разность потенциалов. Переносимое при электрохимическом оксидировании количество заряда Q при этом предпочтительно меньше 40 Кл/м2. Плотность тока в электролитической ванне предпочтительно лежит в диапазоне от 1,0 А/дм2 до 3 А/дм2. Толщина образующегося при этом слоя оксида олова предпочтительно меньше 100 нм и особо предпочтительно составляет порядка 10 нм.
Время анодизирования соответствует времени выдержки луженой стальной ленты в ванне для электрохимического оксидирования (электролитической ванне). Оно определяется длиной электролитической ванны или уровнем ее заполнения, а также длиной анода и скоростью движения ленты и при характерных скоростях движения ленты предпочтительно лежит в диапазоне от 0,1 с до 1 с, в частности от 0,1 с до 0,7 с, предпочтительно в диапазоне от 0,15 с до 0,5 с, и в идеальном случае составляет порядка 0,2 с. Путем изменения уровня заполнения можно, в зависимости от скорости движения ленты, установить подходящие значения времени анодизирования с целью обеспечения предпочтительной толщины электрохимически полученного слоя оксида олова.
Расстояние между стальной лентой 10 и противоположным электродом в электролитической ванне 8а выбирают в зависимости от установки. Например, оно может лежать в диапазоне от 3 см до 15 см, предпочтительно в диапазоне от 5 до 10 см, и в частности около 10 см. Температура электролита предпочтительно лежит в диапазоне от 30°C до 60°C, в частности в диапазоне от 35°C до 50°C.
Плотность тока в электролитической ванне устанавливают, например, в диапазоне от 1,0 А/дм2 до 3 А/дм2, предпочтительно от 1,3 А/дм2 до 2,8 А/дм2, и в частности около 2,4 А/дм2. Общее количество заряда при этом лежит в диапазоне от 0,2 Кл до 0,4 Кл и предпочтительно составляет, например, 0,3 Кл. Соответствующие плотности заряда (относительно поверхности оксидированной ленты белой жести) при этом лежат в диапазоне от 0,2 Кл/дм2 до 0,4 Кл/дм2.
Луженую стальную ленту 10 после электрохимического оксидирования оловянной поверхности со скоростью движения ленты не более 200 м/мин направляют в устройство 9 для нанесения полимерного покрытия. Так как стальную ленту нельзя пропускать через устройство для нанесения полимерного покрытия с высокими скоростями движения ленты порядка 750 м/мин, которые используют при лужении стальной ленты в лудильном устройстве, целесообразно стадию способа, состоящую в нанесении покрытия, проводить отдельно, с предварительным сматыванием луженой стальной ленты в катушку и промежуточным хранением катушки. Это можно осуществить без проблем, так как вследствие электрохимического оксидирования поверхность олова устойчива к (дальнейшему) беспрепятственному нарастанию слоя оксида (двухвалентного) олова. Однако также можно наносить полимерное покрытие без промежуточного хранения посредством пропускания движущейся стальной ленты сразу же после лужения и оксидирования поверхности олова через устройство 9 для нанесения полимерного покрытия. При этом на одну или обе стороны луженой стальной ленты наносят полимерное покрытие. Для этого стальную ленту вначале в нагревательном устройстве 11, которое может быть сконструировано, например, как индукционный нагреватель или как инфракрасный или микроволновой нагреватель, нагревают до температур, которые по меньшей мере превышают температуру плавления олова (232°C). Предпочтительно температура стальной ленты 10 во время нанесения полимерного покрытия также превышает температуру плавления полимерного материала. Полимерный материал предпочтительно является полиэтилентерефталатом (ПЭТ с температурой плавления в диапазоне от примерно 235°C до примерно 260°C, в зависимости от степени кристаллизации и степени полимеризации) или полипропиленом (ПП с температурой плавления около 160°C) или полиэтиленом (ПЭ с температурой плавления в диапазоне от примерно 130°C до примерно 145°C).
При нагревании луженой стальной ленты до температур, превышающих температуру плавления олова, между поверхностью стальной ленты и слоем олова образуется тонкий и очень плотный слой сплава, который состоит из атомов железа стали и атомов олова оловянного покрытия. Этот слой сплава приводит к очень хорошему сцеплению оловянного покрытия с поверхностью стальной ленты и, кроме того, является очень эффективным барьером против коррозии. При полном оплавлении оловянного покрытия также получают блестящую поверхность слоя олова.
В устройстве 9 для нанесения полимерного покрытия на одну или обе стороны нагретой стальной ленты 10 накладывают пленку 16 из полимерного материала и с помощью (предпочтительно нагретых) ламинирующих валиков 9а прижимают ее к поверхности оловянного покрытия. Полимерная пленка 16 может быть пленкой из сложного полиэфира, такого как полиэтилентерефталат, и, в частности, биаксиально ориентированной или аморфной пленкой из сложного полиэфира, или пленкой из полипропилена, а также пленкой из полимерного ламината, состоящего из полиэтилентерефталата, и полипропилена, и полиэтилена. При необходимости используют полимерную пленку со слоем усилителя адгезии, что будет описано ниже. Под воздействием температуры нагретой стальной ленты 10 при этом оплавляется по меньшей мере близкая к поверхности область оловянного покрытия и (в зависимости от выбранной температуры стальной ленты) необязательно по меньшей мере обращенная к луженой стальной ленте 10 область полимерной пленки 16, которая затем при прижимании ламинирующими валиками 9а сцепляется с оксидированной поверхностью оловянного покрытия.
Для того чтобы при наслаивании полимерной пленки 16 на оксидированную оловянную поверхность стальной жести 10 с помощью ламинирующих валиков 9а предотвратить приклеивание полимерной пленки к необязательно нагретым ламинирующим валикам, для формирования полимерного покрытия предпочтительно используют многослойную полимерную пленку 16, которая на верхней стороне содержит антиблокирующий слой. Такой антиблокирующий слой может быть образован, например, слоем оксида кремния на верхней стороне полимерной пленки.
После наслаивания полимерной пленки луженую и содержащую полимерное покрытие стальную ленту 10 подвергают охлаждению до примерно 20°C. После этого полимерное покрытие необязательно может быть еще раз полностью оплавлено и затем быстро охлаждено в устройстве 15 для охлаждения (например, в водяной ванне) до температуры, лежащей ниже температуры стеклования. За счет этого образуется, например при использовании ПЭТ или ПП в качестве полимерного материала, аморфная структура в полиэтилентерефталате или минимальная кристаллическая структура в полипропилене. Оплавление полимерного покрытия при этом особо предпочтительно осуществляют посредством повторного нагревания стальной ленты 10 до температур, превышающих температуру плавления использованного полимерного материала, в устройстве 14 для оплавления. Оплавление полимерного покрытия в устройстве 14 для оплавления предпочтительно осуществляют посредством индукционного нагрева стальной ленты 10 в катушке 14а индуктивности. За счет этого последующего нагрева устраняются внутренние напряжения в полимерном покрытии посредством релаксации, что приводит к повышению сцепления между оловянным покрытием и полимерным покрытием, а за счет этого - к стабилизации соединения этих слоев. При использовании ПЭТ в качестве полимерного материала время релаксации, например, составляет менее 0,5 секунд, так что кратковременного нагрева полимерного покрытия до температур, превышающих температуру плавления ПЭТ (примерно 260°C), достаточно для проведения желаемой релаксации. При характерных скоростях движения ленты, превышающих 200 м/мин, достаточно, например, катушки 14а индуктивности, которая в устройстве 14 для оплавления имеет длину менее 1 метра вдоль направления движения ленты, для того чтобы индуктивно нагреть стальную ленту 10 на этом участке и за счет этого оплавить полимерное покрытие.
Последующее быстрое охлаждение оплавленного полимерного покрытия в устройстве 15 для охлаждения можно осуществить, например, посредством воздушного охлаждения или посредством погружения стальной ленты в резервуар с охлаждающей жидкостью. Затем стальную ленту 10 с покрытием с помощью транспортного устройства 6 наматывают на ролик 13.
На Фиг. 2 изображена соответствующим образом полученная белая жесть в разрезе. Она содержит следующие слои - стальную жесть 1, оловянное покрытие 2, слой 3 оксида олова и полимерное покрытие 4 (например, из ПЭТ).
Белые жести, полученные по настоящему изобретению, отличаются высокой коррозионной стойкостью, которая обеспечивается металлическим антикоррозионным защитным слоем из олова и полимерным покрытием. Повышению коррозионной стойкости способствует также тонкий слой железо-оловянного сплава, который при нагревании луженой стальной ленты до температур, превышающих температуру плавления олова, образуется между поверхностью стальной ленты и слоем олова. При этом комбинация этих антикоррозионных защитных слоев особенно выгодна, поскольку за счет полимерного покрытия исключается высвобождение ионов олова из оловянного покрытия при воздействии воздуха. Белые жести, полученные по настоящему изобретению, благодаря полимерному покрытию также инертны по отношению к агрессивным и, в частности, содержащим кислоты продуктам и поэтому очень хорошо подходят для производства упаковок для таких продуктов. По сравнению с матовой серой ECCS (TFS), белые жести по настоящему изобретению благодаря блестящей поверхности оловянного покрытия, образующейся при полном оплавлении оловянного покрытия, обладают высоким блеском. Это является преимуществом, в частности, при использовании прозрачных или полупрозрачных полимерных покрытий, поскольку белая жесть за счет этого имеет оптически очень привлекательную глянцевую поверхность. В отличие от известных способов получения стальных жестей, снабженных металлическим антикоррозионным защитным слоем и полимерным покрытием, способы по настоящему изобретению также отличаются тем, что они являются абсолютно бесхромовыми, то есть в них не используют никаких хромсодержащих веществ.
Стальные ленты, полученные по настоящему изобретению, также отличаются очень хорошим сцеплением полимерного покрытия с оловянным покрытием, которое достигается за счет оксидированной поверхности олова даже без усилителя адгезии или дополнительных связующих слоев. Дополнительное использование слоев усилителей адгезии между оловянным покрытием и полимерным покрытием необходимо только для особых прикладных задач, в которых возникают очень высокие степени деформации.
При небольших степенях деформации, которые возникают, например, при изготовлении круглых крышек или днищ жестяных банок, и которые могут быть определены коэффициентом вытяжки β=D/d (где D = диаметр заготовки; d = диаметр детали), который составляет меньше 1,2, использование слоя усилителя адгезии не является необходимым. Напротив, при больших деформациях, которые возникают, например, при более глубокой вытяжке (например, при изготовлении клапанных тарелок) с β более 1,7, целесообразно использовать усилитель адгезии, а при еще больших степенях деформации с β более 2 (которые возникают, например, в случае однократно или многократно глубокотянутых жестяных банок и DWI-банок (цельные банки с уточненным при вытяжке корпусом)) усилитель адгезии необходим для того, чтобы надежно воспрепятствовать отслаиванию покрытия.
Подходящими усилителями адгезии оказались модифицированный гликолем полиэтилентерефталат (ПЭТГ, в котором менее 50% диольного компонента состоит из циклогексадиметанола), модифицированный гликолем полициклогексилендиметилентерефталат (ПЦТГ, в котором более 50% диольного компонента состоят из циклогексадиметанола) и/или изофталевая кислота (ИФК). Особо предпочтительными оказались усилители адгезии, которые содержат определенную долю ПЭТГ и от 5 об. % до 25 об. % ИФК или ПЦТГ. Для формирования слоя усилителя сцепления предпочтительно используют многослойную полимерную пленку, которая содержит слой полимера (например, ПЭТ) и слой усилителя адгезии, выбранного из одного из вышеуказанных материалов. Такие полимерные пленки имеются в наличии в виде соэкструдированных пленок, причем толщина слоя усилителя адгезии лежит в диапазоне от 3 мкм до 6 мкм при общей толщине полимерной пленки в диапазоне от 10 мкм до 40 мкм. Такую многослойную полимерную пленку для нанесения полимерного покрытия ориентируют так, чтобы слой усилителя адгезии был направлен к оловянной поверхности, и таким образом наслаивают на оксидированную оловянную поверхность. На Фиг. 3 соответствующим образом полученная белая жесть изображена в разрезе. Она содержит следующие слои - стальную жесть 1, оловянное покрытие 2, слой 3 оксида олова и наслоенное полимерное покрытие, содержащее слой 5 усилителя адгезии и слой 4 полимера (например, состоящий из ПЭТ).
Полученные по настоящему изобретению белые жести пригодны для изготовления упаковочных емкостей, в частности для пищевых продуктов и технических наполнителей, например двухкомпонентные банки (глубокотянутые и вытянутые, DWI-банки) и аэрозольные баллоны. Также возможно изготовление корпусов для трехкомпонентных жестяных банок, если перед свариванием корпуса удалить полимерное покрытие в области сварного шва. Также из стальных лент, полученных по настоящему изобретению, могут быть изготовлены части таких упаковочных емкостей, например соединительные ленты, клапанные тарелки, крышки банок и ободки крышек. Кроме того, способ по настоящему изобретению может быть использован для получения стальной жести для применения в других областях, например для получения жестей для строительной области или для изготовления бытовых приборов.
Изобретение не ограничено описанными примерами его осуществления. Так, например, в рамках настоящего изобретения можно стальную ленту 10 после электрохимического оксидирования оловянной поверхности смотать в рулон (катушку) и в такой форме доставить на следующую стадию способа (нанесения полимерного покрытия). Это не учитывается в схематическом изображении устройства по настоящему изобретению на Фиг. 1.
Полимерное покрытие также может быть нанесено другими способами нанесения покрытия, кроме наслаивания на оловянное покрытие. Так, после электрохимического оксидирования оловянной поверхности расплавленный полимерный материал может быть нанесен на оксидированное оловянное покрытие посредством прямой экструзии, как описано, например, в патенте DE 19730893 C1.
При нанесении полимерного покрытия возможны также комбинации различных полимерных материалов. Так, например, на верхнюю сторону луженой стальной ленты может быть нанесено полимерное покрытие из ПЭТ, а на нижнюю сторону ленты - полимерное покрытие из ПП. При этом полимерное покрытие (из ПП или ПЭТ) может быть заменено лаковым покрытием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАССИВИРОВАНИЯ БЕЛОЙ ЖЕСТИ | 2012 |
|
RU2593248C2 |
| СПОСОБ ПАССИВАЦИИ ПОЛОСОВОЙ ЧЕРНОЙ ЖЕСТИ | 2014 |
|
RU2663232C2 |
| ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ | 2013 |
|
RU2627076C2 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2655405C2 |
| ПОКРЫТИЯ ХРОМ-ОКСИД ХРОМА, НАНЕСЕННЫЕ НА СТАЛЬНЫЕ ПОДЛОЖКИ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ, И СПОСОБ ПОЛУЧЕНИЯ ТАКИХ ПОКРЫТИЙ | 2013 |
|
RU2660478C2 |
| СПОСОБ ТЕРМООБРАБОТКИ ЧЕРНОЙ ЖЕСТИ С КОНВЕРСИОННЫМ ПОКРЫТИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ КОРРОЗИИ ЧЕРНОЙ ЖЕСТИ | 2016 |
|
RU2702667C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ СРЕДСТВОМ ДЛЯ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ И СТАЛЬНАЯ ЛЕНТА ИЛИ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2012 |
|
RU2606436C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛИСТ И СТАЛЬНОЙ ЛИСТ, СНАБЖЕННЫЙ ТАКИМ ПОКРЫТИЕМ | 2014 |
|
RU2583209C2 |
| СПОСОБ УЛУЧШЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛЕНТЕ | 2013 |
|
RU2590787C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОЙ ЛЕНТЫ ИЗ МЯГКОЙ СТАЛИ | 1999 |
|
RU2220789C2 |


Изобретение относится к белой жести, покрытой полимерным покрытием, и может быть использовано для производства клапанных тарелок, днищ аэрозольных баллонов, отрывных крышек для жестяных банок, а также глубокотянутых сосудов и вакуумных закрывающих приспособлений. В способе нанесения полимерного покрытия бесхромовую оловянную поверхность луженой стальной жести вначале во время первой стадии электрохимически оксидируют путем анодной поляризации луженой стальной жести в водном и бесхромовом электролите. На оксидированную оловянную поверхность во время второй стадии наносят полимерное покрытие путем наслаивания полимерной пленки из полимерного материала или путем прямой экструзии расплавленного полимерного материала. Полимерный материал является полиэтилентерефталатом (ПЭТ), полипропиленом (ПП) или полиэтиленом (ПЭ). Способ получения белой жести, покрытой полимерным покрытием, включает электролитическое осаждение оловянного покрытия на одну или обе стороны стальной жести. После этого осуществляют нанесение полимерного покрытия на оксидированную поверхность оловянного покрытия. Белая жесть покрыта полимерным покрытием из полимерного материала и подвергнута бесхромовому пассивированию. Между оловянной поверхностью белой жести и полимерным покрытием имеется лишь один тонкий слой оксида олова и необязательный слой усилителя адгезии. Слой оксида олова состоит по существу из оксида четырехвалентного олова и предпочтительно имеет толщину, не превышающую 0,1 мкм. Полимерный материал полимерного покрытия выбран из группы, включающей ПЭТ, ПП или ПЭ. Устройство для осуществления способа нанесения полимерного покрытия на бесхромовую поверхность или способа получения белой жести включает транспортное устройство (8) для непрерывной транспортировки бесконечной стальной ленты (10) в направлении транспортировки. Кроме того, устройство включает устройство (7) для лужения для гальванического нанесения оловянного покрытия на стальную ленту (10), перемещаемую со скоростью транспортировки через устройство для нанесения покрытия. Устройство также включает устройство (8) для оксидирования с электролитической ванной (8а), в которой находится водный бесхромовый электролит. Через электролит с определенной скоростью движения ленты пропускают луженую стальную ленту (10) для электрохимического оксидирования оловянной поверхности. Кроме того, устройство включает устройство (9) для нанесения полимерного покрытия для одностороннего или двухстороннего нанесения полимерного покрытия на оловянную поверхность стальной ленты (10) путем наслаивания полимерной пленки из полимерного материала или путем прямой экструзии расплавленного полимерного материала. Техническим результатом изобретения является повышение коррозионной стойкости белой жести. 5 н. и 11 з.п. ф-лы, 3 ил.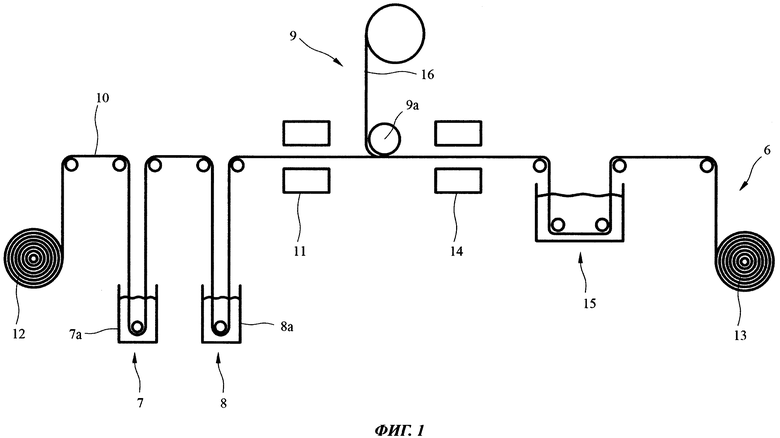
1. Способ нанесения полимерного покрытия на бесхромовую поверхность луженой стальной жести, в котором бесхромовую оловянную поверхность луженой стальной жести вначале во время первой стадии электрохимически оксидируют путем анодной поляризации луженой стальной жести в водном и бесхромовом электролите и на оксидированную оловянную поверхность во время второй стадии наносят полимерное покрытие путем наслаивания полимерной пленки из полимерного материала или путем прямой экструзии расплавленного полимерного материала, причем полимерный материал является полиэтилентерефталатом (ПЭТ), полипропиленом (ПП) или полиэтиленом (ПЭ).
2. Способ по п. 1, отличающийся тем, что анодную поляризацию луженой стальной жести в водном и бесхромовом электролите проводят до тех пор, пока плотность заряда на оловянной поверхности после электрохимического оксидирования составляет самое большее 40 Кл/м2.
3. Способ по п. 1, отличающийся тем, что полимерное покрытие наносят посредством наслаивания полимерной пленки, в частности соэкструдированной полимерной пленки, содержащей слой полимера и слой усилителя адгезии, на бесхромовую и оксидированную оловянную поверхность стальной жести, причем стальную жесть во время наслаивания полимерного покрытия выдерживают при температурах, превышающих температуру плавления (Tsn) оловянного покрытия.
4. Способ по п. 1, отличающийся тем, что полимерное покрытие наносят посредством наслаивания пленки, в частности биаксиально ориентированной или аморфной литой сложнополиэфирной пленки из полиэтилентерефталата (ПЭТ), на оксидированную оловянную поверхность стальной жести.
5. Способ получения белой жести, покрытой полимерным покрытием, включающий следующие стадии:
- электролитическое осаждение оловянного покрытия на одну или обе стороны стальной жести;
- нанесение полимерного покрытия на оксидированную поверхность оловянного покрытия способом по п.1.
6. Способ по п. 5, отличающийся тем, что электрохимическое оксидирование оловянной поверхности осуществляют сразу же, предпочтительно в течение нескольких секунд, после осаждения оловянного покрытия на стальную жесть.
7. Способ по п.5, отличающийся тем, что анодную поляризацию луженой стальной жести в водном и бесхромовом электролите проводят до тех пор, пока плотность заряда на оловянной поверхности после электрохимического оксидирования составляет самое большее 40 Кл/м2.
8. Способ по п. 5, отличающийся тем, что полимерное покрытие наносят посредством наслаивания полимерной пленки, в частности, соэкструдированной полимерной пленки, содержащей слой полимера и слой усилителя адгезии, на бесхромовую и оксидированную оловянную поверхность стальной жести, причем стальную жесть во время наслаивания полимерного покрытия выдерживают при температурах, превышающих температуру плавления (Tsn) оловянного покрытия.
9. Способ по п. 5, отличающийся тем, что полимерное покрытие наносят посредством наслаивания пленки, в частности биаксиально ориентированной или аморфной литой сложнополиэфирной пленки из полиэтилентерефталата (ПЭТ), на оксидированную оловянную поверхность стальной жести.
10. Белая жесть, покрытая полимерным покрытием из полимерного материала и подвергнутая бесхромовому пассивированию, в которой между оловянной поверхностью белой жести и полимерным покрытием имеются лишь один тонкий слой оксида олова и необязательный слой усилителя адгезии, причем слой оксида олова состоит по существу из оксида четырехвалентного олова (SnO2) и предпочтительно имеет толщину, не превышающую 0,1 мкм, в частности составляющую менее 0,01 мкм, причем полимерный материал полимерного покрытия выбран из группы, включающей полиэтилентерефталат (ПЭТ), полипропилен (ПП) или полиэтилен (ПЭ).
11. Белая жесть по п. 10, отличающаяся тем, что между слоем оксида олова и полимерным покрытием имеется слой усилителя адгезии.
12. Белая жесть по п. 11, отличающаяся тем, что слой усилителя адгезии содержит модифицированный гликолем полиэтилентерефталат (ПЭТГ), модифицированный гликолем полициклогексилендиметилентерефталат (ПЦТГ) и/или изофталевую кислоту (ИФК).
13. Белая жесть по п. 10, отличающаяся тем, что на верхней стороне полимерного покрытия, которая не обращена к луженой стальной жести, имеется антиблокирующий слой, который, в частности, состоит из оксида кремния.
14. Белая жесть по п. 10, отличающаяся тем, что она изготовлена из холоднокатаной стальной ленты с толщиной от 0,05 мм до 0,50 мм, состоящей из нелегированной или низколегированной стали с низким содержанием углерода, посредством нанесения оловянного покрытия с плотностью слоя от 0,5 г/м2 до 12 г/м2.
15. Применение белой жести, покрытой полимерным покрытием, по любому из пп. 10-14 для изготовления упаковок, в частности жестяных банок для пищевых продуктов и кормов для животных, упаковок для химико-технических продуктов, аэрозольных баллонов, жестяных банок для напитков, или деталей для таких упаковок, в частности закрывающих приспособлений, соединительных лент, клапанных тарелок, крышек для жестяных банок и ободков крышек.
16. Устройство для осуществления способа по любому из пп. 1-9, включающее:
- транспортное устройство (6) для непрерывной транспортировки бесконечной стальной ленты (10) в направлении транспортировки со скоростью транспортировки, предпочтительно превышающей 200 м/мин,
- устройство (7) для лужения для гальванического нанесения оловянного покрытия на стальную ленту (10), перемещаемую со скоростью транспортировки через устройство для нанесения покрытия,
- устройство (8) для оксидирования с электролитической ванной (8a), в которой находится водный бесхромовый электролит, через которое с определенной скоростью движения ленты пропускают луженую стальную ленту (10) для электрохимического оксидирования оловянной поверхности,
- устройство (9) для нанесения полимерного покрытия для одностороннего или двухстороннего нанесения полимерного покрытия на оловянную поверхность стальной ленты (10) путем наслаивания полимерной пленки из полимерного материала или путем прямой экструзии расплавленного полимерного материала, причем полимерный материал выбран из группы, включающей полиэтилентерефталат (ПЭТ), полипропилен (ПП) или полиэтилен (ПЭ).
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ РЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2180084C1 |
| DE 4009839 A1, 02.10.1991 | |||
| DE 343641 C, 07.11.1921 | |||
| Проволокопротяжный механизм | 1977 |
|
SU664209A2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИЕ ПОВЕРХНОСТИ СМЕСЬЮ, СОДЕРЖАЩЕЙ ПО КРАЙНЕЙ МЕРЕ ДВА СИЛАНА | 2004 |
|
RU2357003C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ДЛЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2261290C2 |

