Известны механизированные агрегаты (автоматы) для производства рулонной электролитической луженой лакированной жести для консервной промышленности и других нужд, включающие устройства и механизмы для проведения отдельных операций разматывания ленты; псжницы, сварные головки; петлевые колодцы (лупера); нагреватель} ые, травильные, промывочные ванны; отжимные ролики и др. Однако выпускаемая ими жесть не всегда отвечает требованиям консервной промышленности.
В предлагаемом агрегате, с целью повышения качества выпускаемой жести, совокупно применены последовательно (по ходу технологического процесса) установленные устройства для разматывания рулонов металлической ленты; ножницы для обрезки концов ленты; электросварочный аппарат для сваривания концов ленты; правильные валики для выравнивания электросварочного шва и кромок ленты после сварки; аккумулятор для накопления ленты в петлевом колодце; электропечь для термического обезжиривания движушейся металлической ленты; термическая травильная ванна для скоростного травления ленты в травильном растворе; отжимные валки для удаления излишнего травильного раствора с поверхности ленты; промывочная и очистная ваины; электролитная лудильная ванна для нанесения на ленту оловянного покрытия с помош.ью нерастворимых анодов при непрерывном химическом насыщении электролита оловом; отжимные валки для улавливания излишнего электролита; промывная и очистная ванны; флюсующая ванна для нанесения па ленту флюса н валки, отжимающие излишний флюс; электропечь для просушки ленты; устройство для электроконтактного оплавления оловянного покрытия на ленте; ванна для охлаждения оплавленной ленты; промывочные и очистная ванны; полировочная станция для полировки оплавленной ленты; станция для нанесения лаковой пленки; устройства для полимеризации лаково№ 93718- 2 -
го покрытия и для охлаждения жести воздухом и станция натяжения ленты и свертывания готовой жести в рулон.
Кроме того, в агрегат включена ванна для растворения олова из отходов белой жести или оловянного норошка, снабженная вращающимся барабаном с циркуляционным насосом, что дает возможность непрерывного обновления электролита в лудильной ванне.
Для обеспечения равномерного нанесения слоя лака на ленту, гуммированные ролики, наносяп ие лак на жесть, выполнены вращающимися навстречу движению ленты.
С целью упрощения подвода тепла и обеспечения оптимальных условий полимеризации лакового юкрытия жести, обрабатываемый отрезок ленты закрыт кожухом н включен в цепь электротока в качестве элемента сопротивления.
На агрегате можно изготовлять следующие виды жести: а) луженую с двух сторон, б) луженую и лакированную с двух сторон, в) луженую с двух сторон и лакированную с одной стороны, г) луженую с одной стороны и лакированную с двух сторон, д) не луженую, но лакированную с двух сторон.
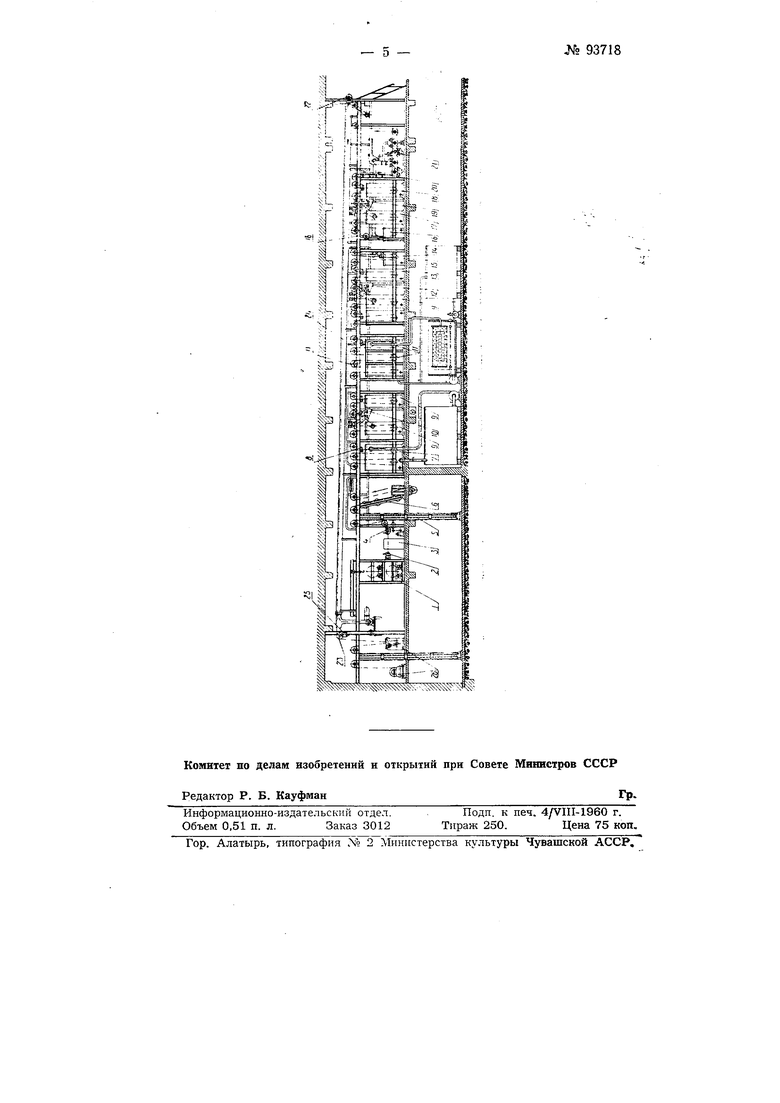
На чертеже изображена схема агрегата включающего устройства, выполняющего: обезжиривание движущейся металлической л.енты в нагревательной печи; травление движущейся мета.тлической ленты в травильном растворе, содержащем серную кислоту и патоку в/качестве ингибитора; нанесение на ленту оловянного покрытия с помощью нерастворимых анодов с непрерывным химическим насыщением электролита оловом; электроконтактное оплавление оловянного покрытия на ленте с охлаждением в растворе, содержащем 0,15% треххлористой сурьмы и 0,15% соляной кислоты; нанесение лакового покрытия на поверхность движущейся ленты с помощью валков, вращающихся против движения ленты, с одновременной сущкой за счет использования ленты в качестве элемента электрического сопротивления.
Для этой цели агрегат по хожу процесса снабжен устройством 1 для разматываипя ленты черной жести из рулонов, ножницами 2 для обрезкц концов ленты, электросварочным аппаратом 3 для сваривания концов ленты, правильными валиками 4 для выравнивания электросварочного щва и кромок ленты после сварки, аккумулятором 5 для накопления запаса ленты в петлевых колодцах. Подготовленная движущаяся лента из черной жести подвергается термическому обезжири.ванию в электропечи С и затем поступает в свинцовую ванну 7, где при 140-150° проходит травление в травильном растворе, содержащем серную кислоту и патоку в качестве ингибитора. По выходе из травильного раствора лента проходит между двумя отжимными валика,ми 8, удаляющими излищний травильный раствор с ее поверхности, .промывается проточной водой в ванне 9 и поступает на очистную станцию 10, где волосяными щетками с поверхности ленты удаляется образовавщийся после травления шлам.
Затем лента еще раз промывается проточной водой в ванне 9, после чего ностунает в электролитическую ванну 11 для нанесения на ленту оловянного покрытия с помощью нерастворимых стальных .анодов.
Обедненный оловом электролит из ванны 11 поступает в ванну растворения олова, где для получения олова используются или отходы белой жести с неснятым оловом, или оловянный порощок. Эта ванна снабжена вращающимся барабаном н циркуляционным насосом и осуществляет непрерывное обновление электролита в ванне U. После нанесения оловянного покрытия лента проходит через отжимные валики, : лавливающие электролит, обрабатывается щетками на очистной станции 12, промывается водо в ванне 13 и только после этого поступает во флюсовую ванну 14, где на поверхность ленты наносится флюс. Далее лента отжимается резиновыми валиками для удаления излишков флюса, просушивается в электропечи 15 и поступает на станцию 16 для оплавления оловянного покрытия, после чего охлаждается в вапне с раствором, содержащим 0,15% соляной кислоты и 0,15% треххлористой сурьмы. Оплавление оловянного покрытия производится электроконтактным способом пропусканием через ролики на движущуюся ленту переменного тока напряжением 10-12 в при плотности тока до 2000а и при температуре нагрева ленты до 235-240. Для удаления с поверхности ленты остатков флюса лента проходит через промывочные ванны 17 и 18, через щеточную станцию 19 и просушивается в электропечи 20. После этого движущаяся луженая оплавленная лента полируется на полировочной станции 21. Полировка оловянного покрытия производится на опорных роликах четырьмя валиками, из которых лервые два изготовлены из сукна и служат для грубой полировки, а вторые два набраны из фланелевых кругов и производят тонкую полировку. При одностороннем оловянном покрытии ленты два валика (с -одной стороны ленты) заменяются валиками, обтянутыми кордлентой. . Эти валики очищают поверхность ленты, не покрытую оловом. Отполированная лента поступает на лакировочные устройства 22. Нанесение лаковой пленки на жесть производится гуммированными роликами, вращающимися навстречу движению ленты. Ролики, вращаясь с постоянной скоростью против движения ленты, равномерно наносят лаковый слой на ее поверхность. Толщина лакового покрытия регулируется изменением концентрации лака, залитого в ванну. Уровень -лака в ванне контролируется трубкой, по которой излишний лак стекает в сборник. Сущка лакового слоя производится путем нагрева ленты в устройстве 23. С целью упрощения подвода тепла и обеспечения оптимальных условий полимеризации лакового покрытия жести, обрабатываемый отрезок ленты закрыт кожухом 24 и включен в цепь электротока в качестве элемента сопротивления.
Для предохранения от повреждения лакового покрытия на выходном ролике . устройства 23 лента перед поступлением на этот ролик охлаждается воздухом, а сам ролик охлаждается проточной холодной водой в ванне 25. Готовая лента поступает на устройство 26, где она свертывается в рулон.
Предмет изобретения
1. Агрегат для непрерывного производства рулонной электролитической луженой лакированной жести, например, для консервной промышленности, отличаюшийся тем, что, с целью повышения качества жести, совокупным применением последовательно (по ходу технологического процесса) установленных: устройств для разматывания рулонов металлической ленты; ножниц для обрезки концов ленты; электросварочното аппарата для сваривания концов ленты; правильных валиков для выравнивания электросварочного шва и кромок ленты после сварки; аккумулятора для накопления ленты в петлевом колодие; электропечи для термического обезжиривания движущейся металлической ленты; термической травильной ванны для скоростного травления ленты в травильном растворе; отжимных валков для удаления излищнего травильного раствора с поверхности ленты; промывочной н
№ 93718.- 4 -
очистной ванн; электролитной лудильной ванны для нанесения на ленту оловянного покрытия с помощью нерастворимых анодов при непрерывном химическом насыщении электролита оловом; отжимных валков для улавливания излищнего электролита; промывочной и очистной ванн, флюсующей ванны для нанесения на ленту флюса и валков, отжимающих излищний флюс; электропечи для просущки ленты; устройства для электроконтактного оплавления оловянного , покрытия на ленте; ванн для охлаждения оплавленной ленты; промывочных и очистной ванн; промывочной станции для полировки оплавленной ленты; станции для нанесения лаковой пленки; устройств для полимеризации лакового покрытия и для охлаждения жести воздухом и станции натяжения ленты и свертывания готовой жести в рулон.
2.Агрегат по п. 1, отличающийся тем, что для непрерывного обновления электролита в лудильной ванне последняя соединена с ванной для растворения олова из отходов белой жести или оловянного порощка снабженной циркуляционным насосом.
3.Агрегат по п. 2, отличающийся тем, что ванна для растворения олова снабжена вращающимся барабаном для помещения отходов жести или оловянного порошка.
4.Агрегат по пп. 1-3, отличающийся тем, что, в целях обеспечения равномерности нанесения слоя лака на ленту в станции для нанесения лаковой пленки, применены гуммированные ролики, вращающиеся навстречу движения ленты.
5.Агрегат по пп. 1-4, отличающийся тем, что, с целью упрощения подвода тепла и обеспечения оптимальных условий полимеризации лакового покрытия жести, обрабатываемый участок ленты закрыт кожухом и включен в цепь электрического тока в качестве элемента сопротивления.
f- Г


| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для электролитического лужения изделий | 1950 |
|
SU100510A2 |
| Способ одностороннего горячего лужения жести в рулонах и устройство для его осуществления | 1954 |
|
SU101701A1 |
| Агрегат для непрерывного горячего лужения жести | 1979 |
|
SU865965A1 |
| Устройство для электролитического снятия олова с отходов белой жести | 1950 |
|
SU94473A1 |
| БЕЛАЯ ЖЕСТЬ, ПОКРЫТАЯ ПОЛИМЕРНЫМ ПОКРЫТИЕМ, И СПОСОБЫ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2590546C2 |
| Способ и приспособление для устранения прилипания, при лужении железных листов, хлористого цинка к листам | 1933 |
|
SU36749A1 |
| СПОСОБ ПАССИВИРОВАНИЯ БЕЛОЙ ЖЕСТИ | 2012 |
|
RU2593248C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛИСТ И СТАЛЬНОЙ ЛИСТ, СНАБЖЕННЫЙ ТАКИМ ПОКРЫТИЕМ | 2014 |
|
RU2583209C2 |
| СПОСОБ УЛУЧШЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ЛЕНТЕ | 2013 |
|
RU2590787C2 |
| Способ обработки жести для консервной тары | 1990 |
|
SU1678909A1 |