Известна головка для пайки, например, выводов корпуса интегральных твердых схем, выполненная в виде подпружиненной обоймы с укрепленными в ней нагревательными элементами, снабженной системой каналов, служащей для подвода защитного газа непосредственно в зону пайки и токоподводящих шин.
Цель изобретения - повышение производительности процесса пайки, увеличение точности дозировки приноя и предотврашение образования мостиков припоя между соседними выводами корпуса интегральной твердой схемы.
Достигается это в описываемой головке использованием разделяюших ленту припоя ножей, расположенных в подпружиненной обойме между нагревательными элементами.
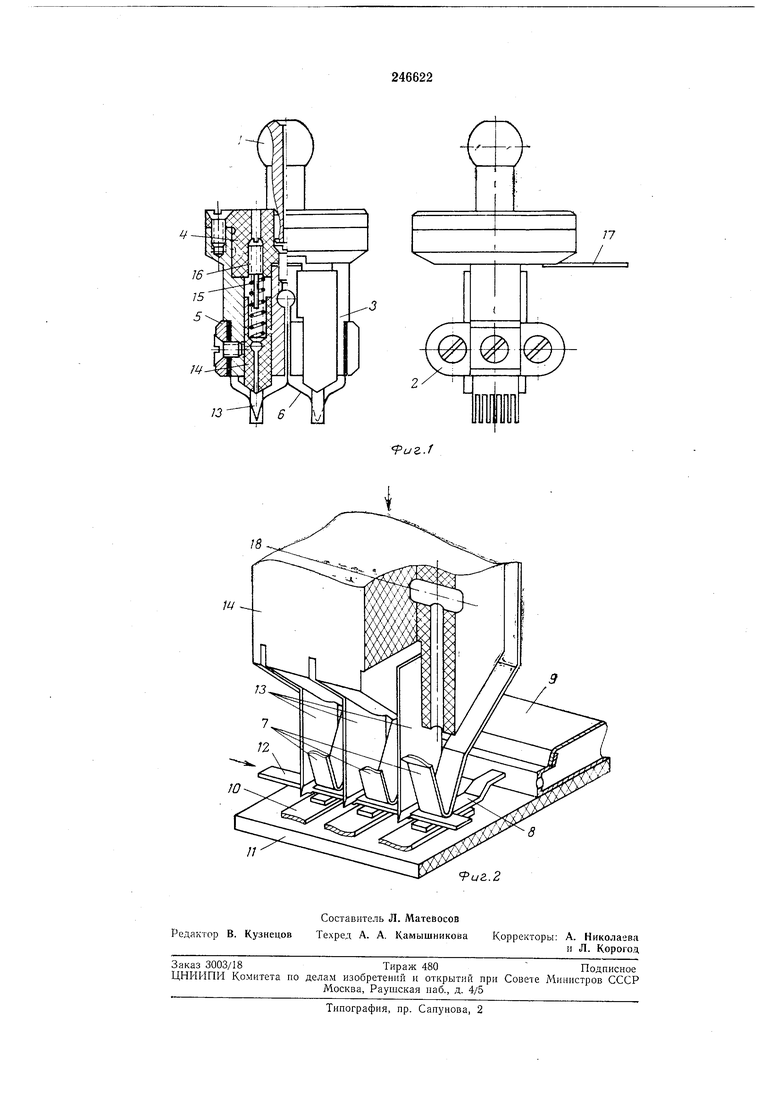
На фиг. 1 изображена конструкция описываемой головки в двух проекциях; на фиг. 2 - аксонометрическая проекция головки в процессе пайки.
Головка содерл ит шаровую опору 1, служащую для крепления ее на подающем механизме (на чертеже не показан) и установки в требуемой плоскости в процессе пайки; токоподводяшие шины 2 и , которые крепятся на изоляторе 4. На шинах 2 и 5 имеются прижимы 5 для крепления нагревательных элементов 6 W-образной формы, выполненных из материала, обладающего высоким омическим
сопротивлением и не смачивающегося припоем. Количество рабочих жал 7 нагревательных элементов 6 выбирается по числу выводов 8 плоского корпуса 9. Это позволяет припаивать все выводы 8 одновременно к печатным проводникам 10 платы 11. Такое конструктивное выполнение нагревательных элементов 6 обеспечивает постоянство температуры рабочих лсал 7 независимо от условий пайки. Нагревательные элементы 6 разнимаются на две половины V-образной формы. Это облегчает при сборке ориентацию и фиксацию половин нагревательных элементов 5.
Между жалами 7 нагревательных элементов 6 расположены разделяющие ленту 12 припоя дозирующие ножи 13, выполненные из материала, не смачивающегося припоем. .Ножи 13 закреплены в подпружиненной обойме
14 из изоляционного материала, которая перемещается между щинами 2 и 5 под действием пружин 15.
Давление ножей 13 на ленту 12 припоя регулируется при помощи винтов 16. Провода
питания (на чертеже не показаны) припаиваются к контактным лепесткам 17 шин 2 и 5.
Механизм подачи ленточного припоя (на чертеже не показан) укладывает ленту 12 на выводы 8 корпуса 9 интегральной твердой схемы. Головка, опускаясь, прижимает разделительными ножами 13 ленту 12 и надсекает или рассекает ее, в зависимости от усилия сжатия регулировочных пружин 15 в силу того, что ножи выступают над жалом 7 нагревательных элементов 6 на 0,5--1,0 мм.
Таким образом, лента 12 припоя делится на равные части, которые прижаты жалами 7 нагревательных элементов 6 к выводам 8 корпуса 9. Включается систеА1а подачи защитного газа к зоне пайки.
По нагревательным элементам 6 пропускается импульс тока с заданной амплитудой и длительностью. В процессе плавления ирипоя, в момент его размягчения, ножи 13 окончательно разделяют ленту 12 припоя. Это препятствует образованию перемычек между выводами 8 корпуса 9 интегральной твердой схемы.
Под действием сил поверхностного натяжения припой стягивается в зону иайки. Процесс пайки контролируют визуально через бинокулярный микроскоп. После затвердевания припоя головка поднимается в исходное положение, а система подачи защитного газа отключается.
Предмет изобретения
Головка для пайки, например, выводов корпуса интегральных твердых .схем, выполненная в виде подпружиненной обоймы с укрепленными в ней нагревательными элементами, снабженной системой каналов, служащей для подвода защитного газа непосредственно в зону пайки, и токоиодводящих шин, отличающаяся тем, что, с целью повышения производительности процесса пайки, увеличения точности дозировки припоя и предотвращения образования мостиков припоя между соседними выводами корпуса иптегральной твердой схемы, упомянутая подпружиненная обойма снабжена разделяющими ленту припоя ножами, расположенными между нагревательными элементами.

| название | год | авторы | номер документа |
|---|---|---|---|
| ИМПУЛЬСНЫЙ МИКРОПАЯЛЬНИК | 1968 |
|
SU213993A1 |
| Электропаяльная головка | 1986 |
|
SU1465214A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| Электрический паяльник для пайки модулей | 1986 |
|
SU1328101A1 |
| Устройство для пайки | 1978 |
|
SU712209A1 |
| СПОСОБ СБОРКИ МОЩНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ | 2003 |
|
RU2267187C2 |
| УСТРОЙСТВО для ПОДАЧИ ПРИПОЯ и ФЛЮСА в КОРПУСА | 1973 |
|
SU370666A1 |
| СПОСОБ ПАЙКИ И ПАЯЛЬНЫЕ СОСТАВЫ | 2004 |
|
RU2351477C2 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| Припаивающее/отпаивающее устройство | 2018 |
|
RU2701976C1 |