Изобретение относится к устройствам для припаивания или отпаивания преимущественно интегральных схем на печатной плате и может быть использовано в радиоэлектронной промышленности и приборостроении.
Известно припаивающее/отпаивающее устройство (патент РФ №2179098, опубликован 10.02.2002) для интегральных схем с электрическими/электронными компонентами, содержащее нагревательный наконечник с корпусом в форме раструба, в нижнем отверстии которого расположена теплораспределительная пластина, установленная с возможностью воздействия на нее горячего газа с образованием между ее кромкой и корпусом по меньшей мере одного проходного отверстия для горячего газа, протекающего к отверстию наконечника.
Такое припаивающее/отпаивающее устройство может быть применено только для интегральных схем (ИС) с выводами, расположенными по периметру плоского корпуса, при использовании конвенционного способа пайки. Большинство современных ИС выполнены в корпусах BGA (контактные площадки с шариками припоя, расположенные по всей нижней площадке корпуса). Использование конвекционного процесса пайки требует нагрева всего компонента для достижения хорошей смачиваемости сферы припоя относительно контактных площадок ИС. Большая часть корпусов ИС изготавливается по бессвинцовой технологии и, чтобы достичь полной однородности в смешанных сплавах, требуются более высокая температура расплавления и более длительное время нахождения при этой высокой температуре. Другие компоненты печатной платы и сама плата обычно не изготавливаются достаточно устойчивыми, чтобы выдерживать высокую температуру и длительное время расплавления. Результат при этом неизменен - дальнейшее снижение надежности паяного соединения и рост финансовых расходов.
Предлагается выполнять присоединение контактных площадок ИС к плате с помощью лазера, чтобы нагревать только контактную площадку ИС и шарик припоя, а не компонент или внутренний кристалл. Методы, использующие лазерную энергию для пайки, уже разработаны, например патент РФ №2095206, опубликован 10.11.1997. По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ: во время пайки печатная плата и корпуса компонентов практически не нагреваются; резко снижаются температурные механические напряжения между выводом и корпусом; выбор материала основания не является критическим; припой имеет мелкозернистую структуру, что положительно сказывается на надежности паяных соединений.
Технический результат, на который направлено изобретение, состоит в усовершенствовании припаивающего/отпаивающего устройства, при котором припаивание и отпаивание компонента, в том числе в корпусе BGA, обеспечено с использованием лазерной энергии равномерно по всем контактным площадкам, чтобы исключить в процессе пайки сдвиг или перекос компонента, приводящий к трещинам в паяном соединении.
Указанный технический результат достигается тем, что устройство для припаивания и отпаивания компонентов, преимущественно интегральных схем, содержащее нагревательный наконечник, корпус которого выполнен в форме раструба, снабжено, по меньшей мере, двумя волноводами, расположенными в нижней части корпуса по его периметру. При этом корпус нагревательного наконечника выполнен с двойными стенками с возможностью передачи лазерной энергии от внешнего источника к упомянутым волноводам, Волноводы имеют входные отверстия для подведения лазерной энергии и выходные отверстия для ее передачи в направлении шариков припоя, причем количество выходных отверстий соответствует количеству припаиваемых выводов компонентов. Для пайки компонентов в корпусах с планарными выводами выходные отверстия волноводов выполнены соосно с их входными отверстиями. Для пайки компонентов со штырьковыми выводами или в корпусах BGA выходные отверстия волноводов выполнены в боковых стенках волноводов и имеют направляющие насечки. Для обеспечения возможности перемещения отпаиваемого компонента устройство снабжено трубкой отсасывающего приспособления, установленной по центральной оси нагревательного наконечника.
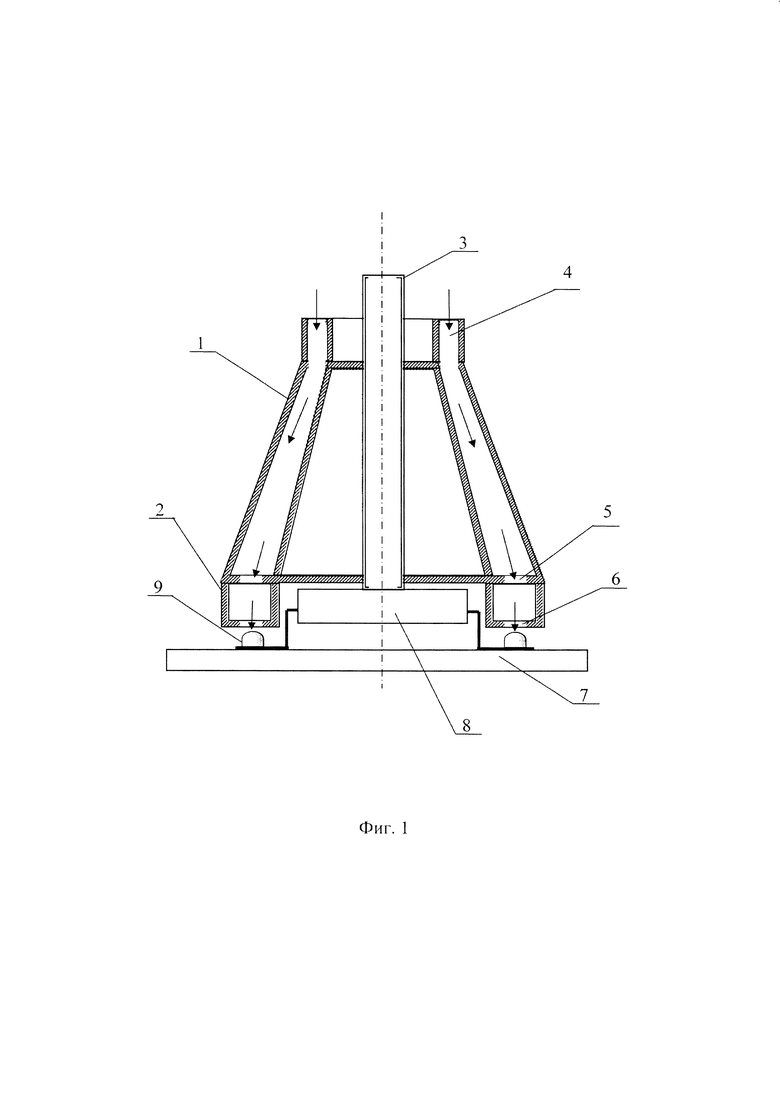
Для пояснения сущности изобретения прилагаются рисунки: на фиг. 1 условно представлено в разрезе по центральной оси припаивающее/отпаивающее устройство для компонентов с планарными выводами; на фиг. 2 условно представлено в разрезе по центральной оси припаивающее/отпаивающее устройство для компонентов в корпусе BGA; на фиг. 3 условно представлено прохождение лазерной энергии при присоединении шариков припоя корпуса BGA, вид снизу. На фиг. 1 показаны: нагревательный наконечник 1, волновод 2, трубка для отсасывающего приспособления 3, вход 4 нагревательного наконечника 1, входное отверстие 5 волновода 2, выходное отверстие 6 волновода 2, печатная плата 7, компонент 8 в корпусе с планарными выводами, шарик припоя 9. Стрелками показан путь прохождения лазерной энергии. Энергия от лазерного генератора (не показанного на рисунке) поступает на вход 4 нагревательного наконечника 1, который выполнен с возможностью передачи лазерной энергии к волноводам 2. Такая возможность может быть обеспечена двойными стенками нагревательного наконечника 1, как показано на рисунке, или обеспечиваться применением оптического волокна. Поступившая во входное отверстие 5 волновода 2 лазерная энергия поступает через выходное отверстие 6 волновода 2 на поверхность шарика припоя. Под воздействием лазерной энергии шарик припоя расплавляется и соединяет вывод компонента с печатной платой. Если корпус компонента 8 имеет выводы только с двух сторон, то устанавливаются только два волновода 2 в соответствии с расположением выводов. На фиг. 2 вместо компонента 8 показан компонент 10 в корпусе BGA с шариками припоя на контактных площадках. При этом выходное отверстие 6 волновода 2 расположено на боковой стенке волновода 2 и имеет форму (например, как показано на фиг. 3), позволяющую передавать лазерную энергию в направлении шариков припоя. Как видно на фиг. З лазерные лучи одновременно поступают с четырех сторон на каждый шарик припоя, что обеспечивает равномерный прогрев припоя и компонент 10 в процессе пайки не имеет сдвигов или перекосов, приводящих к трещинам в паяном соединении.
Поскольку количество выходных отверстий 6 в волноводах 2 совпадает с количеством выводов компонента 8 (или 10) и они позиционированы друг относительно друга процесс пайки компонента 8 (или 10) выполняется одномоментно без нагрева корпуса компонента и печатной платы. Точное координатное позиционирование нагревательного наконечника 1 с компонентом 8 (или 10) может быть выполнено с использованием данные САПР для печатных плат. Для уменьшения потерь лазерной энергии при прохождении к месту пайки рекомендуется использовать светоотражающее покрытие по всей траектории прохождения лазерного луча или систему корректирующих линз для концентрации энергии в точке пайки. Нагревательный наконечник может быть изготовлен со слоем преобразования лазерных лучей в инфракрасное излучение, тогда возможна пайка при низкой мощности, что важно для некоторых компонентов. Для отпаивания компонента в припаивающее/отпаивающее устройство по центральной оси нагревательного наконечника расположена трубка для отсасывающего приспособления 3. Отсасывающее приспособление в простейшем случае может быть выполнено в виде трубки меньшего диаметра, имеющей с одной стороны втулку, а с другой присоединение к источнику пониженного давления. Отсасывающее приспособление вставляется в трубку нагревательного наконечника и закрепляется втулкой, выполненной из мягкого материала во избежание повреждения корпуса компонента. В процессе нагрева паяных соединений включается источник пониженного давления и корпус компонента притягивается к втулке отсасывающего приспособления, что позволяет снять компонент с печатной платы.
Предлагаемое устройство обеспечивает пайку печатных плат с высокой плотностью компоновки компонентов без образования перемычек на соседние соединения или их повреждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИПАИВАЮЩЕЕ/ОТПАИВАЮЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2179098C2 |
| ЭЛЕКТРОННАЯ ПЛАТА С ВСТРОЕННЫМ НАГРЕВАТЕЛЬНЫМ СОПРОТИВЛЕНИЕМ | 2008 |
|
RU2484607C2 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| СОЕДИНИТЕЛЬ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2208279C2 |
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| ПЕЧАТНАЯ ПЛАТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2685692C2 |
| Устройство для отпаивания интегральных схем с печатных плат | 1973 |
|
SU459874A1 |
| ГАЛОГЕНУГЛЕВОДОРОДНОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2009 |
|
RU2533162C2 |
| Устройство для демонтажа интегральных схем с печатной платы | 1978 |
|
SU868892A1 |
| СПОСОБ ИЗОЛЯЦИИ ПРИ МОНТАЖЕ ПЕРЕВЕРНУТЫХ КРИСТАЛЛОВ | 2016 |
|
RU2648311C2 |

Изобретение относится к устройствам для припаивания или отпаивания компонентов, преимущественно интегральных схем на печатной плате, с использованием лазерной энергии. Корпус нагревательного наконечника выполнен в форме раструба. В нижней части корпуса по его периметру расположены по меньшей мере два волновода. Корпус выполнен с двойными стенками с возможностью передачи лазерной энергии от внешнего источника к упомянутым волноводам. Волноводы имеют входные отверстия для подведения лазерной энергии и выходные отверстия для ее передачи в направлении шариков припоя. Количество выходных отверстий соответствует количеству припаиваемых выводов компонентов. Устройство обеспечивает равномерное припаивание и отпаивание компонентов, в том числе в корпусе BGA, по всем контактным площадкам с исключением в процессе пайки сдвига или перекоса компонента, приводящего к трещинам в паяном соединении. 3 з.п. ф-лы, 3 ил.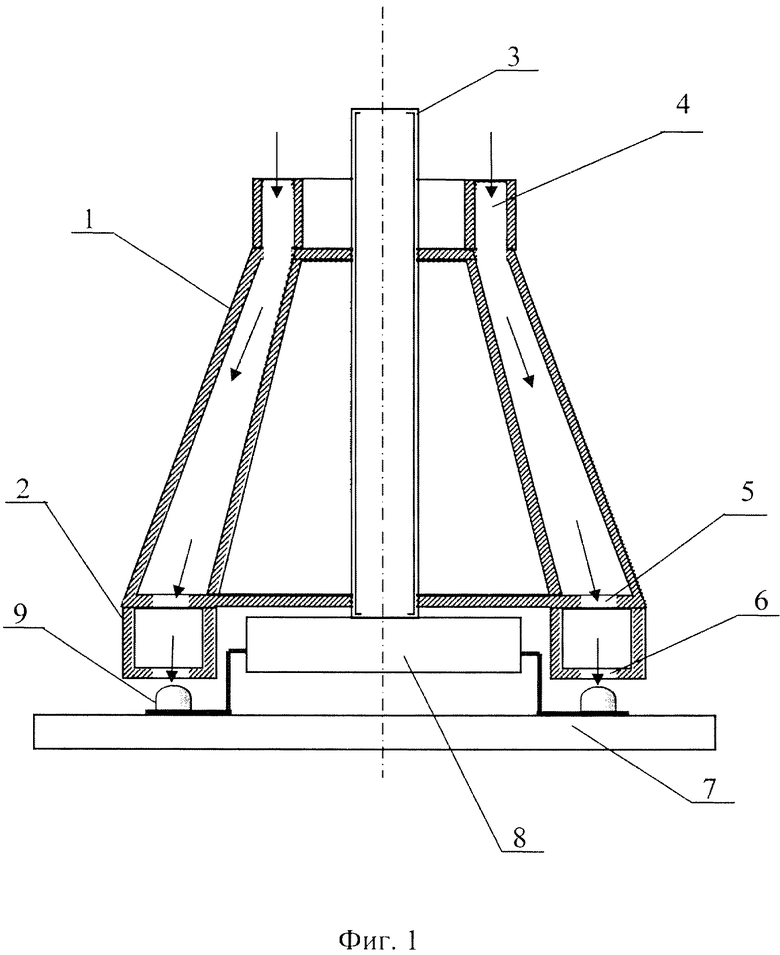
1. Устройство для припаивания и отпаивания компонентов, преимущественно интегральных схем, содержащее нагревательный наконечник, корпус которого выполнен в форме раструба, отличающееся тем, что оно снабжено по меньшей мере двумя волноводами, расположенными в нижней части корпуса по его периметру, при этом корпус нагревательного наконечника выполнен с двойными стенками с возможностью передачи лазерной энергии от внешнего источника к упомянутым волноводам, волноводы имеют входные отверстия для подведения лазерной энергии и выходные отверстия для ее передачи в направлении шариков припоя, причем количество выходных отверстий соответствует количеству припаиваемых выводов компонентов.
2. Устройство по п. 1, отличающееся тем, что выходные отверстия волноводов выполнены соосно с их входными отверстиями.
3. Устройство по п. 1, отличающееся тем, что выходные отверстия волноводов выполнены в боковых стенках волноводов и имеют направляющие насечки.
4. Устройство по п. 1, отличающееся тем, что оно снабжено трубкой отсасывающего приспособления, установленной по центральной оси нагревательного наконечника.
| ПРИПАИВАЮЩЕЕ/ОТПАИВАЮЩЕЕ УСТРОЙСТВО | 1997 |
|
RU2179098C2 |
| Устройство для демонтажа паяных соединений | 1985 |
|
SU1219285A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ БЕСКОНТАКТНОЙ ПАЙКИ И СПОСОБ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149433C1 |
| DE 9304784 U1, 16.09.1993 | |||
| US 4552300 А1, 12.11.1985. | |||

