Предлагаемое программное устройство может быть использовано для автоматического управления такими производственными процессами, технология проведения которых довольно часто меняется в зависимости от сортности исходных материалов. Кроме того, для получения необходимого качества продукции требуется строгое соблюдение заданной для данного вида продукции хронологической последовательности отдельных операций и их продолжительности при определенных значениях параметров заданного режима, например, для автоматического управления процессом пропитки древесины масляными антисептиками в герметических автоклавах.
Известны устройства программного управления технологическими процессами, содержащие систему исполнительных механизмов, приводимых в действие в последовательности, определяемой различными задатчиками программ. Для работы этих устройств характерны сложность перенастройки хронологической последовательности и продолжительность отдельных операций при изменении технологической программы процесса, а также отсутствие автоматического контроля за поддержанием технологических параметров в заданных пределах отклонения.
просто производить соответствующие заданному технологическому режиму перенастройки и последовательности и длительности отдельных операций, осуществляет контроль как за соблюдением программы, так и за состоянием параметров процесса.
Это достигается тем, что входы реле контроля операций, установленных по числу отдельных операций, соединены с выходами реле отсчета времени, датчиков предельных значений технологических параметров и конечными выключателями рабочих органов, а выходы реле контроля совместно с выходами командного реле подключены ко входам соответствующих управляющих реле.
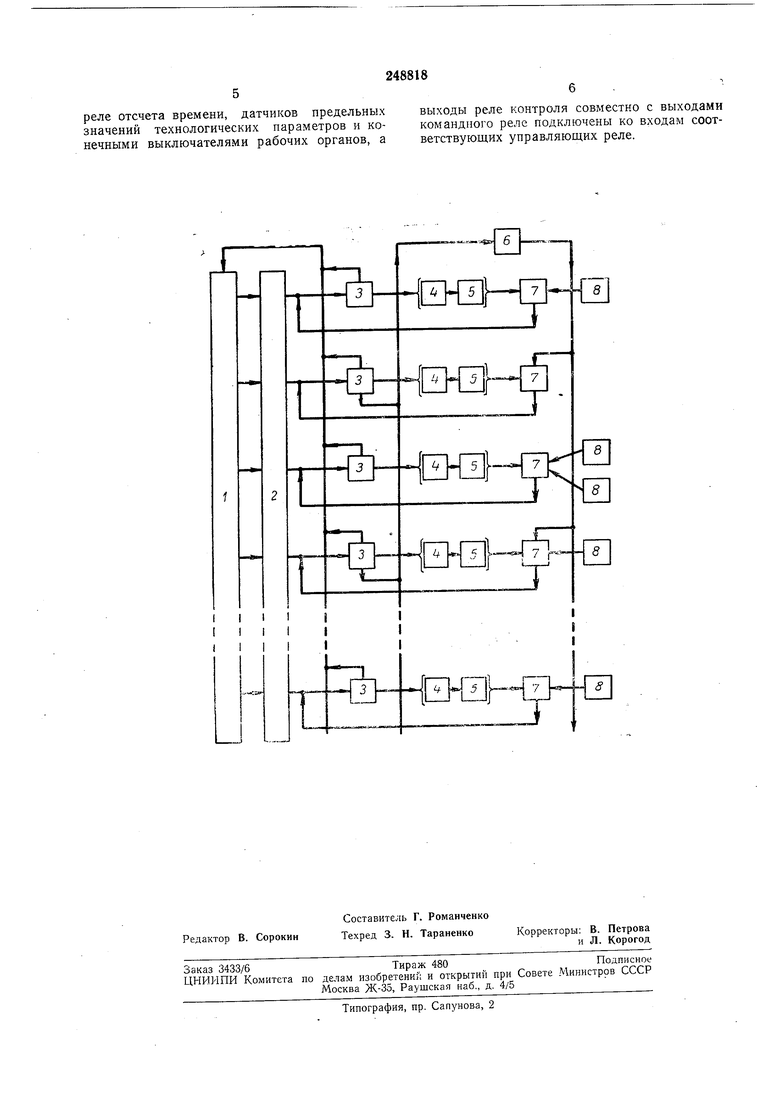
На чертеже изображена блок-схема описываемого устройства для программного управления технологическими процессами с порядково-временным и функциональным связыванием.
Предлагаемое устройство состоит из командного реле 1, переключателя 2 выбора программы, управляющих реле Л, исполнительных механизмов 4, рабочих органов 5 с
датчиками положений, реле отсчета времени б, реле контроля операций 7, датчиков 8 предельных значений технологических нараметров.
кания цепей питания управляющих реле 5. В качестве командного реле используется счетно-шаговое реле, осуществляющее шаговое перемещение щетки коммутатора с остановками на тех пластинах (контактах), которые заданы программой работы. Количество рабочих пластин счетно-шагового реле определяется максимально возможным числом отдельных операций, на которые может быть расчленен весь технологический процесс.
Переключатель 2 выбора программы обеспечивает возможность выбора одного из нескольких заранее определенных режимов проведения технологического процесса. В зависимости от заданного режима переключатель выбора программы подключает к командному реле соответствующие управляющие реле и определяет последовательность их включения, то есть очередность выполнения отдельных операций технологического цикла. В качестве переключателя программ используется многоцепной переключатель с числом рабочих положений, равным количеству возможных технологических режимов.
Управляющие реле 3 предназначены для управления работой (включения и отключения) соответствующих исполнительных механизмов 4, приводящих в действие .рабочие органы 5, участвующие в проведении данной технологической операции. Количество управляющих реле определяется числом отдельных операций, на которые может быть расчленен весь технологический процесс. Помимо управления исполнительными механизмами, управляющие реле осуществляют остановку щетки коммутатора командного реле и, если необходимо, включают реле отсчета времени 6.
Количество исполнительных механизмов 4 и соответственно рабочих органов 5, участвующих в проведении каждой отдельной операции, может быть различным.
Реле контроля операций 7 обеспечивают контроль положения рабочих органов, продолжительность отдельных операций и предельные величины технологических параметров и фиксируют окончание данной и переход к следующей операции. Для срабатывания реле контроля операций необходимо чтобы рабочие органы 5, участвующие в проведении данной операции, находились в соответствующем этой операции положении (датчиками могут служить конечные выключатели) и чтобы операция протекала при заданном значении одного или нескольких технологических параметров (например, уровня Я, температуры Г, давления Я и т. п.), отклонения которых от нормы контролируются соответствующими датчиками 8. Кроме того, необходимо, чтобы была выдержана продолжительность регламентированных по времени операций, контролируемая посредством реле отсчета временно.
продолжительность определенных операций. В зависимости от специфических особенностей каждой отдельной операции для срабатывания реле 7 может быть достаточно наличие одного или нескольких указанных условий.
Предлагаемое устройство для программного управления технологическими процессами происходит следующим образом. С помощью переключателя 2 выбора программы выбирается требуемый технологический режим. На реле отсчета времени 6 устанавливаются выдержки времени срабатывания контактов, соответствующие заданной продолжительности операций. После нажатия
пусковой кнопки включается командное реле /. По достижении щеткой коммутатора командного реле первой пластины срабатывает реле 3, управляющее первой, операцией, например заполнения какой-либо емкости. Это
приводит к остановке щетки коммутатора командного реле на первой пластине и подаче команды на управление исполнительными механизмами 4, приводящими в действие рабочие органы 5. После установки последних в
пололсение, соответствующее первой операции, и срабатывания датчика 8, например уровня, включается реле 7, которое, разрывает цепи питания управляющего реле 3. Отключение реле 3 приводит к перемещению щетки коммутатора командного реле / на вторую пластину, снятию команды с соответствующих исполнительных механизмов и отключению реле контроля данной операции.
После перехода щетки коммутатора командного реле / на вторую пластину включается реле 3, управляющее -второй операцией. По окончании этой операции, продолжительность которой контролируется реле отсчета времени 6, включается соответствурощее реле контроля операции 7.
Переход к третьей и последующим операциям происходит аналогично. После окончания последней операции щетка коммутатора командного реле 1 устанавливается на нулевую пластину, фиксируя окончание всего цикла.
Предмет изобретения
Устройство для программного управления технологическими процессами, содержащее систему исполнительных механизмов управления рабочими органами, связанных через переключатель выбора программы с командным реле, управляющими реле, реле контроля операций, реле отсчета времени и датчиками предельных значений технологических параметров, отличающееся тем, что, с целью упрощения перенастройки последовательности и длительности отдельных операций и повышения качества контроля за соблюдением программы и состоянием параметров процесса, входы реле контроля операций, установленных по числу 56
реле отсчета времени, датчиков предельных выходы реле контроля совместно с выходами значений технологических параметров и ко- командного реле подключены ко входам соотнечными выключателями рабочих органов, а ветствующих управляющих реле.
248818 

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического программного управления | 1942 |
|
SU68500A1 |
| Программный регулятор температуры | 1978 |
|
SU809106A1 |
| Устройство для программного регулирования тепловых процессов | 1978 |
|
SU752258A1 |
| ЧАСЫ-ТАБЛО ДЛЯ СИГНАЛИЗАЦИИ ХОДА ТЕХНОЛОГИЧЕСКОГО НРОЦЕССА | 1971 |
|
SU424105A1 |
| Устройство для дистанционного и автоматического управления процессом замочки зерна | 1977 |
|
SU742459A1 |
| Устройство управления и контроля работы невзрывных импульсных источников сейсмических сигналов | 1986 |
|
SU1408402A1 |
| ЭЛЕКТРОЧАСОВАЯ СИСТЕМА ОТСЧЕТА И ДИСТАНЦИОННОГО УПРАВЛЕНИЯ ИНДИКАЦИЕЙ ЧИСТОЙ ПРОДОЛЖИТЕЛЬНОСТИ ПРОЦЕССА, ПРОТЕКАЮЩЕГО С ПЕРЕРЫВАМИ | 1999 |
|
RU2165098C2 |
| Устройство для управления распределенным объектом | 1986 |
|
SU1363144A1 |
| Многоканальный регулятор | 1979 |
|
SU873207A1 |
| ПНЕВМАТИЧЕСКАЯ ЛОГИЧЕСКАЯ СИСТЕМА УПРАВЛЕНИЯ | 1971 |
|
SU302696A1 |
ШНЗ
