il
Изобретение отиосится к устройствам Для изготовления трехслойных панелей, находящих широкое применение в строительстве, судостроении, транспортном машиностроении и т. д. Панели представляют собой трехслойную конструкцию € плоскими наружными листами-обкладками и с внугренними гофрами (ребрами жесткости), полости между которыми заполнены теплозвукоизоляционным материалом, например пенопластом.
Известно устройство для изготовления теплоизоляционных плит, в которых средний пенолластовый слой усилен гофрированным картоном. Устройство состоит из системы рифления картона, механизмов транспортировки, прижимных валков и камеры подогрева.
Система рифления картона имеет три находяш;ихся в зацеплении зубчатых барабана.
Пенопластовый слой получают нанесением на плоские наружные листы картона пеноспособной композиции и вспеняваиием ее после сборки всего пакета.
Ио с помощью известного устройства можно изготавливать панели с внутренними гофрами только из материалов, сохраняющих приданное им рифление, например картона. Получить панели с высокопрочными ребрами жесткости, например из стеклопластика, неБозможно, так как волокнистый материал, пропитанный синтетической смолой, не сохра2
нит гофрированную форму, тем более при поджатии наружных плоских листов и при вспенивании пенопласта.
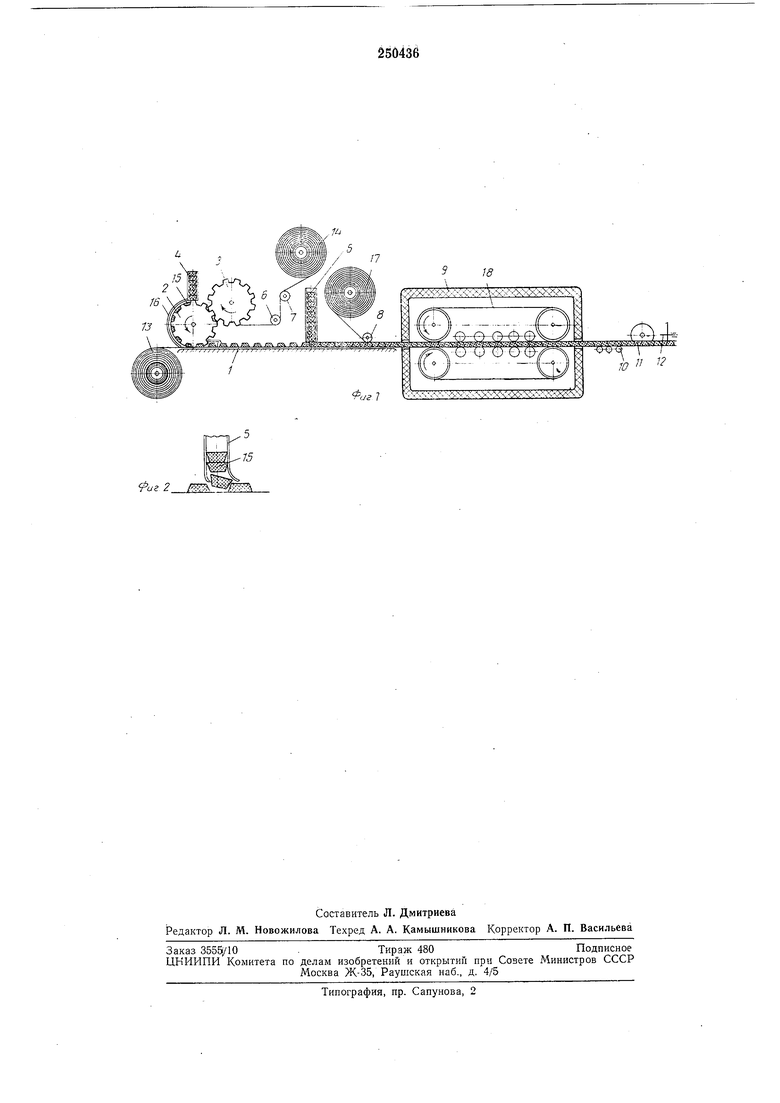
Предлагаемая установка позволяет получать панели, нанример, с высокопрочными наружными стеклопластиковыми слоями и внутренними наклонными гофрами из такого же материала, в пространстве между которыми уложены вкладыши из легкого тепло- и звукоизоляционного материала, например пенопласта. Над гофрированным барабаном смонтирован магазин с уложенными в нем вкладышами, соответствующими по форме ячейкам барабана, причем задняя стенка магазина пе5 р.еходит в фиксатор, частично огибающий барабан и переходящий в опорный стол, над которым смонтирован второй магазин с вкладышами. На фиг. 1 изображено предлагаемое устрой0 ство; на фиг. 2 - схема укладки вкладышей.
Устройство состоит из стола 1, двух барабанов 2 п 3 с рифленой поверхностью, двух коробчатых магазинов 4 и 5, направляющих валиков 6 и 7, .прижимного валка 8, термокамеры 9, рольганга 10 и механизмов // и 12 продольной и поперечной резки панели.
Принцип работы установки заключается в следующем. Па стол 1 поступает разделительный слой, -например, целлофана (на чертеже
ет волокнистый материал (стеклоткань, стеклохолст), .пропитанный синтетической смолой.
Этот материал может быть предварительпо пропитанным (например, препрег), или может пропитываться в едином техиологическом процессе, с помощью пропиточных ванн (на чертеже не иоказа«ы).
Такой же 1пр01питанный заранее или тут же волокнистый материал попадает с катушки 14 через направляющие валики 7 и б между зубьями рифленых барабанов 2 и 5 и оформляемся в виде гофр на зубьях барабана 2.
Зубья нижнего барабана 2 при его вращении захватывают выпадающие из магазина 4 теплоизоляционные траиециевидного сечения вкладыщи 15 (например, пенопластовые). Для исключения возможности выпадения этих .вкладышей и гофрированного пропитанного материала из углублений барабана к магазину 4 прикреплен кольцевой фиксатор 16, охватывающий часть окружности барабана.
Скорость движения материала, поступающего с катушки 13, равна линейной скорости обода барабана 2, несущего вкладыши.
С помощью отсекателей-съемников вкладыщи с гофрированным материалом укладываются на нижний слой материала.
Из магазина 5 такие же вкладыши 15 выпадают в гнезда между ранее уложенными вкладышами. Для обеспечения качественной укладки вкладышей нижние участки стенок магазина отогнуты по направлению двилсения панели.
Собранный пакет покрывается поступающим с катущки 17 пропитанным волокнистым материалом, затем разделительной пленкой и поступает в термокамеру 9, в кото,рой смонтировано уплотняющее транспортирующее устройство 18.
Тип этого устройства, применяемое давление и температура в камере отверждения зависят от выбранного материала вкладышей и связующего, которым пропитывается волокнистый материал.
После выхода из термокамеры готовая панель механизмом 11 продольной резки и механизмом Ii2 поперечной резки нарезается на участки необходимой длины.
Скорость вращения гофрированных барабанов, скорость движения собираемого пакета и
панели, работа устройств резки синхронизированы.
В качестве материала для вкладыщей можно использовать легкие, пористые материалы, например пенопласт, прессованные опилки, пенокерамику, дерево и т. д.
С помощью предлагаемой установки можно изготовлять также и пустотелые панели, в том числе светопрозрачные. В этом случае металлические, деревянные или пластмассовые вкладыши извлекаются. Для облегчения извлечения они могут быть выполнены с конускостью.
Для наружных слоев и гофр можно использовать стеклоткани, стеклохолсты и т. п. и пропитывать их синтетическими термореактивными смолами (полиэфирными, эпоксидными, фенольными и т. д.). Следует обращать внимание на подбор материала вкладыщей и смолы по совместимости - как химической (нельзя брать вкладыши из пенополистирола и смолу, содержащую стирол), так и по режимам обработки (нельзя совмещать вкладыши из низко.прочного легкоплавкого материала и
смолу, требующую Для отверждения сравнительно большие температуру и давление).
Кроме стеклопластика, для наружных слоев панели можно применять, .в за.висимости от назначения ланели, другие рулонные материалы, например линолеум, или тонколистовой металл.
Предмет изобретения
Установка для изготовления трехслойных панелей, содержащая механизм перемещения пропитанной связующим составом армирующей ленты, гофрированный барабан с рифлеВИЯМИ вдоль его образующей, прикаточные валки и термокамеру с обжимными транспортерами, отличающаяся тем, что, с целью повышения прочности панели, над гофрированным барабаном смонтирован магазин с уложенными в нем вкладышами, соответствующими по форме ячейкам барабана, .причем задняя стенка магазина переходит в фиксатор, частично огибающий барабан и переходящий в опорный .стол, над которым смонтирован второй
магазин с вкладышами.
7Л
W
/
11 17 1П II
fail
Фиг 2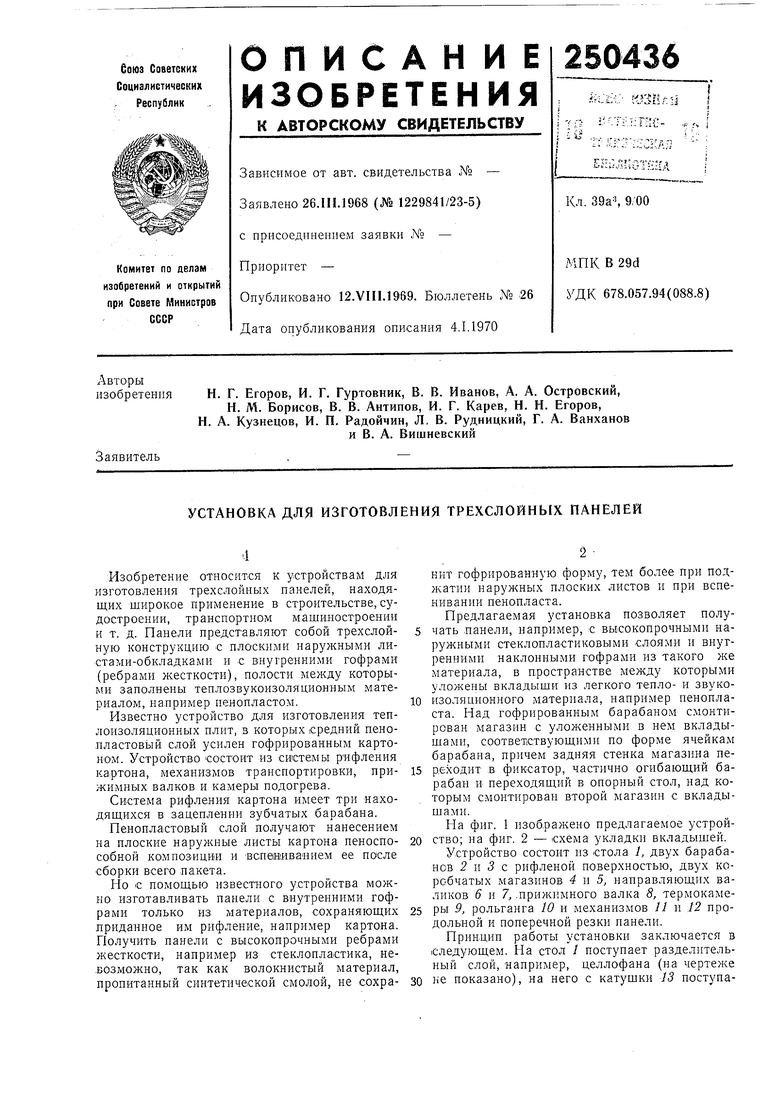
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОЛУЧЕНИЯ СРЕДНЕГО СЛОЯ ТРЕХСЛОЙНЫХ НАНЕЛЕЙэсесоюэнАя«^штио-танйНЕСмдлБИБЛИОТЕКА | 1971 |
|
SU316573A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗАНОЛНЕННЫХ ПАНЕЛЕЙ | 1972 |
|
SU338386A1 |
| Трехслойная панель | 1981 |
|
SU1004563A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ АМПУЛ | 1969 |
|
SU247097A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОРОБОК и УПАКОВКИв них АМПУЛ | 1969 |
|
SU254376A1 |
| СЛОИСТАЯ ЦИЛИНДРИЧЕСКАЯ ОБОЛОЧКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU1751939C |
| СЛОИСТАЯ ПАНЕЛЬ ЗДАНИЯ, СООРУЖЕНИЯ И Т. П. | 1970 |
|
SU279003A1 |
| УСТРОЙСТВО для ПРОПИТКИ НЕПРЕРЫВНОГО СТЕКЛОВОЛОКНИСТОГО МАТЕРИАЛА | 1972 |
|
SU355270A1 |
| ОГНЕСТОЙКИЙ ЦЕЛЛЮЛОЗНО-БИТУМНЫЙ КРОВЕЛЬНЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2612740C2 |