Изобретение относится к конструкциям трехслойных панелей и многослойных картонных полотен, а именно к устройствам для -их изготовления, и может быть использовано в строительстве, машиностроении, автомобилестроении, судостроении, авиастроении, в производстве тары и упаковки.
Известны трехслойные панели в виде гофрированного картона с наружными гладкими и внутренним гофрированным слоем.
Однако такие панели имеют низкую прочность и жесткость в направлении поперек гофра, а так как непрерывное производство этих панелей возможно с исполъзованием только поперечного гофрирования, то панели имеют низкую прочность в продольном направлении.
Известно использование диагонально гофрированной ленты.
Однако применение такой ленты в качестве среднего слоя трехслойной панели, сохраняя прочность и жесткость вдоль гофр, незначительно повышает прочность и жесткость панели в продольном направлении, но снижает в поперечном направлении.
Наиболее близкой к изобретению является слоистая панель в виде многослойного гофрированного картона, содержащая гладкие наружные полотна (обшивки) и внутренние соединенные с ними и между собой основной и промежуточный гофрированные полотна с одинаковым шагом гофр, направление гофрирования внутренних полотен совпадает, гофры входят один в другой и скрепляются между собой, при этом одно из гофрированных полотен выполнено с трапециевидным профилем и высотой гофра, меньшей, чем у основного полотна. Это позволяет повысить поперечную прочность панели, так как в верхней части панели профиль гофра получается со спаренной стенкой,
Однако так как направления гофр совпадают, прочность и жесткость панели в поперечном направлении увеличивается незначительно, несмотря на двойную толщину стенки гофра. Низкими остаются прочность и жесткость панели поперек гофрирования, т.е. вдоль панелей при их непрерывном изготовлении.
Известна установка для изготовления слоистых панелей в виде гофрированного картона с наружными гладкими и внутренним гофрированным слоем, содержащая раму, привод, держатели рулонов ленточного материала, поперечно-гофрирующее устройство в виде шестеренчатых формующих и прижимных элементов, клеенаиосящее устройство изапрессовочное устройство.
Однако эта установка позволяет получать панели только с поперечным гофрированием, продольная прочность и жесткость которых незначительна.
Известна установка для формования многослойного гофрированного картонного полотна, содержащая раму, привод, держатели рулонов ленточного материала, поперечно-гофрирующее устройство, режущее устройство, устройство разворота отрезков гофрированных полотен, клеенаносящий механизм и запрессовочное устройство.
Эта установка позволяет изготавливать слоистые панели, у которых крайние слом поперечно-гофрированные, а средний продольно-гофрированный, что повышает прочность и жесткость панели в продольном направлении. Однако это повышение незначительно, так как в продольном направлении работает только средний слой, а крайние слои из-за поперечного гофрирования в работу не включаются.
Наиболее близком к изобретению является установка для непрерывного изготов0 ления диагонально-гофрированных листов, содержащая раму, привод, диагонально- гофрирующее устройство с формующими ; элементами в виде гофрированнУх поддонов на бесконечном транспортере и фигур5 ными прижимами, состоящими из планок, шарнирно закрепленных на цепях, расположенных по боковым сторонам установки, и взаимодействующих с каждой стороны с парными барабанами, при этом оси бараба0 нов смещены вдоль его на величину диагонального смещения, держатель рулона ленточного материала, средство нанесения на его клея, устройство для термообработки и отрезное устройство.
5 Эта установка позволяет получить диа- гонально-гофрйрованную ленту, использование которой возможно в среднем слое трехслойных панелей, однако такие панели имеют малую прочность и жесткость попе0 рек гофра, вдоль и поперек панели.
Изготовление многослойного пакета с изменяющимся направлением гофрирования в соседних слоях имеет те же недостатки, что и в предыдущем аналоге, т.е. так как
5 гофрированные слои не пересекаются, то и работают каждый в своем направлении, вследствие чего прочность и жесткость панели недостаточны.
Цель изобретения - повышение прочно0 ста и жесткости панели.
Для достижения цели в слоистой панели, содержащей гладкие наружные обшивки и два соединенных с ними и между собой внутренних гофрированных полотна из лен5 точного материала с одинаковым шагом гофр, гофры одного внутреннего гофрированного полотна выполнены диагонально- перекрестными относительно гофр другого, при этом на гофрах в месте их пересечения
0 выполнены углубления, повторяющие форму противоположного гофра, которые входят одно в другое, причем внутренняя поверхность углублений в гофре образована отгибами разрезов гофра.
5 Для достижения указанной цели при изготовлении панелей в установке для непрерывного изготовления слоистых панелей, содержащей раму, привод, диагонально- гофрирующее устройство в виде формующих элементов и фигурных прижимов.
состоящих из расположенных по боковым сторонам установки цепей, каждая из которых взаимодействует с парными барабанами, оси которых диагонально смещены вдоль траектории подачи материала, и шар- нирно закрепленных на цепях с соответствующим смещением планок, держатель рулона ленточного материала, средство нанесения клея на него, устройство для термообработки, отрезное устройство и привод, установка снабжена установленным по ходу технологического процесса дополнительным диагонально-гофрирующим устройством с планками, расположёнными перекрестно относительно планок основного устройства, дополнительными держателями рулонного материала, устройствами дублирования диагонально-гофрированной ленты с гладкими обшивками и устройством для склейки дублированных полотен между собой гофрированными сторонами, при этом фигурный прижим имеет лотки, шарнирно прикрепленные к цепям между планками, которые снабжены шипами с выступающими режущими кромками, барабаны фигурных прижимов кинематически связаны между собой, а формующие элементы выполнены в виде расположенных по разные стороны траектории подачи формуемой.ленты барабанов, оси которых смещены вдоль траектории подачи, и шарнирно закрепленных на барабанах планок, установленных между планок фигурного прижима и имеющих расположенные напротив шипов и повторяющие их форму выемки. При этом устройство дублирования диаго- нально-гофрированного полотна гладкими обшивками выполнено в виде расположенных по разные стороны траектории формуемой ленты барабанов, оси которых смещены вдоль траектории, и шарнирно закрепленных на них прижимных Т-образных планок, при этом барабаны кинематически связаны с барабанами соответствующих фигурных прижимов.
Диагонально-перекрестные гофры среднего слоя, пересекающиеся в одном уровне, создают ячейки;в виде сот, что резко повышает прочность и жесткость среднего слоя на сдвиг в любом направлении, а следовательно, прочность и жесткость всей панели на изгиб во всех направлениях. При этом работа панели вдоль и поперек нее может быть представлена как работа системы перекрестных двутавровых балок со сплошной волнистой стенкой, а эти сечения обладают высокой прочностью и жесткостью. Выполнение выемок на гофрах в месте их пересечения в виде просечек с отгибами позволяет получить пересечение в
одном уровне, обеспечить развитую поверхность их склейки на отгибах между собой, что повышает прочность и жесткость панели.
5Наличие на установке двух рядов диагонально-гофрирующих устройств с противоположным направлением фигурных прижимов позволяет получить перекрестные гофры, кинематическая связь между со0 бой барабанов двух рядов фигурных прижимов обеспечивает синхронность гофрирования двух полотен и стабильность зон их пересечения.
Наличие на.прижиме лотка с шипами, а
5 на формующих элементах выемок позволяет получить на будущей зоне пересечения гофр выемки в виде просечки с отгибами. Дублирование гофрированной ленты позволяет закрепить форму гофра, а Т-образная
0 форма прижима, дублирует гладкую обшивку, нажимая на гофр только на планке фигурного прижима. При этом кинематическая связь барабанов Т-образных прижимных планок с барабанами фигурных прижимов
5 обеспечивает постоянное совмещение места прижима при приклейке гофра к гладкой обшивке между планкой фигурного прижима и Т-образной прижимной планкой. Наличие устройства для склейки дублированных
0 полотен между собой гофрированными сторонами обеспечивает проклейку этих полотен между собой, а наличие кинематических связей барабанов обеспечивает совмещение мест пересечений гофр, в результате
5 получается трехслойная панель с перекрестными гофрами в виде сот, при этом процесс идет непрерывно.
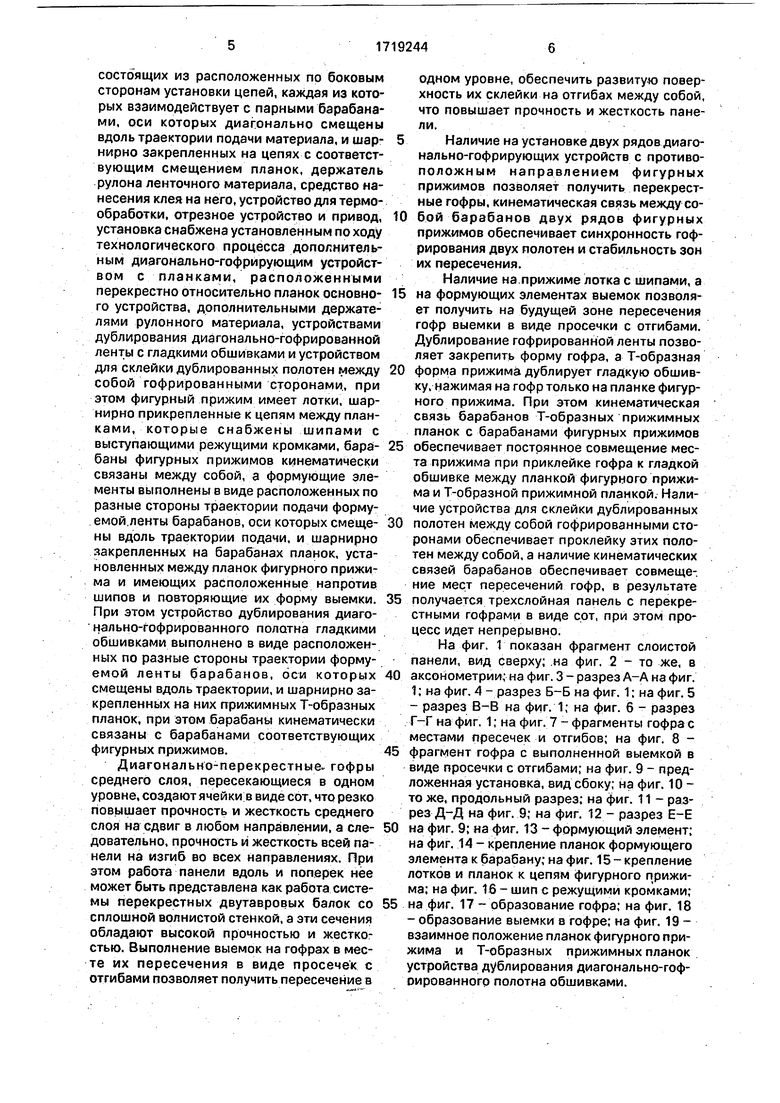
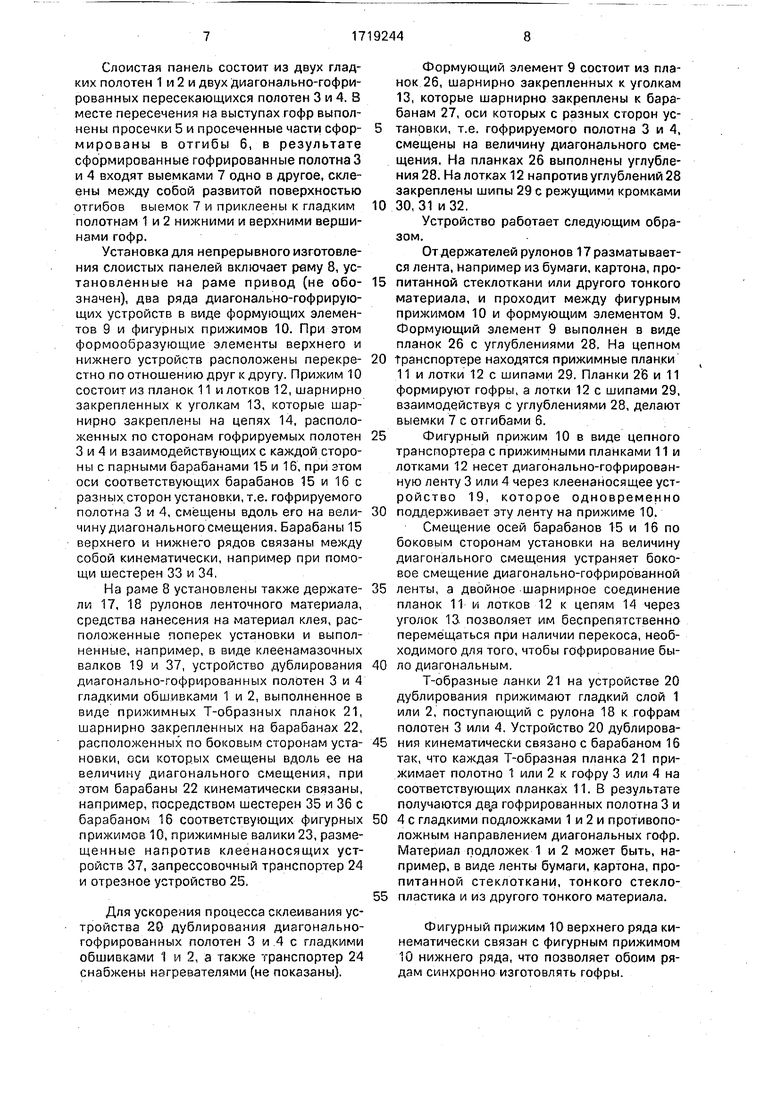
На фиг. 1 показан фрагмент слоистой панели, вид сверху; .на фиг, 2 - то же, в
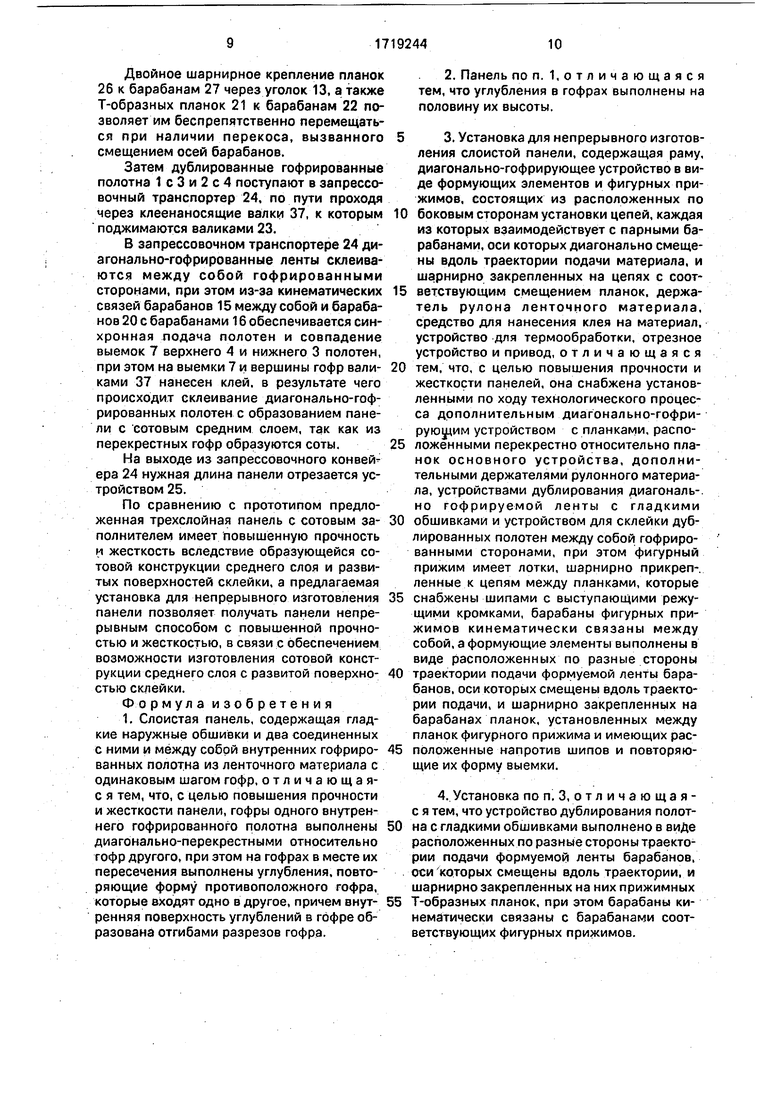
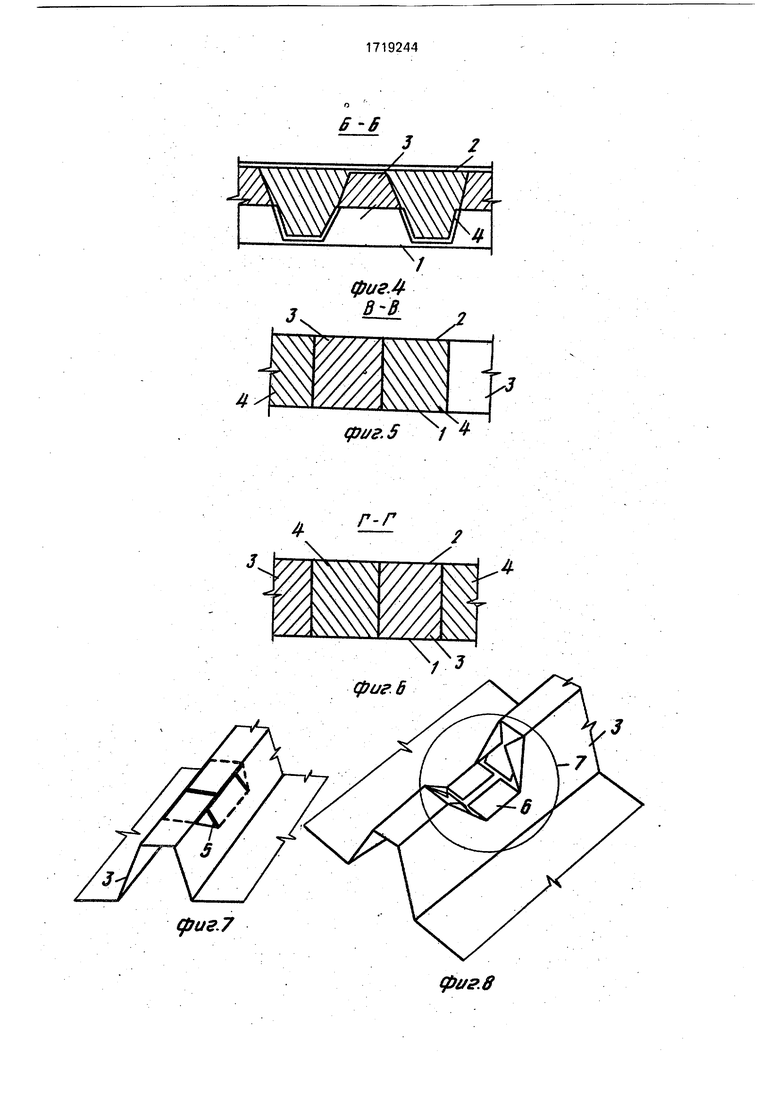
0 аксойометрии; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5
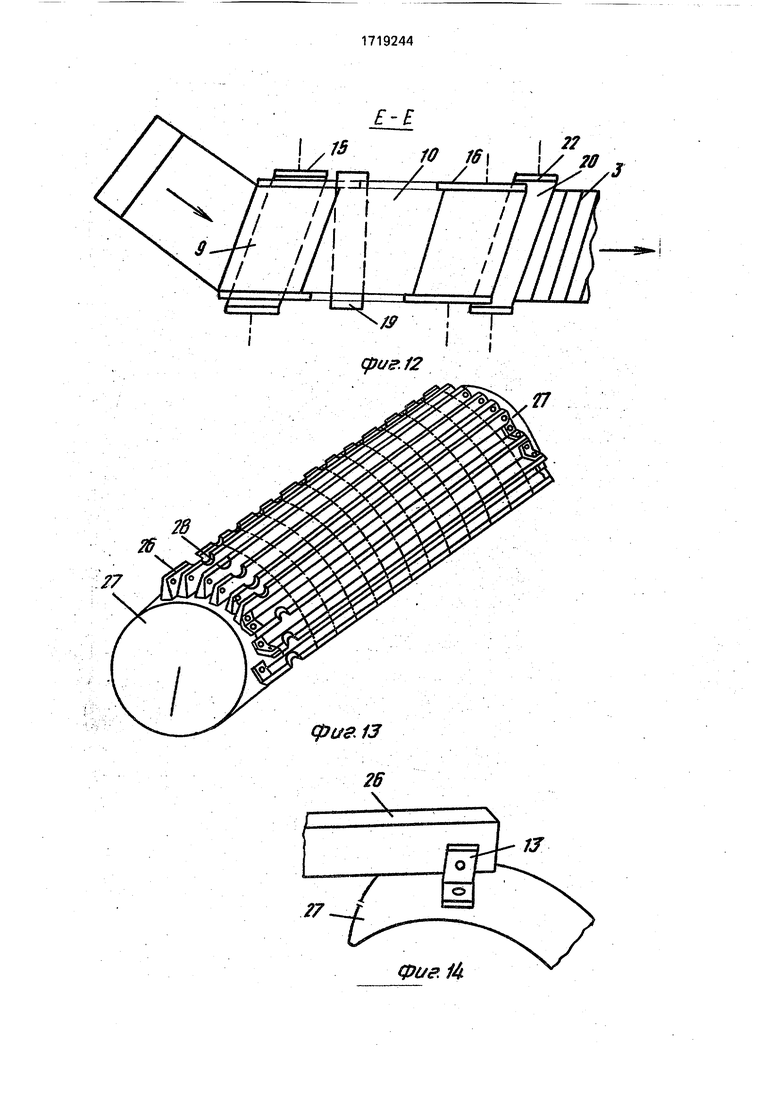
-разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 1; на фиг. 7 - фрагменты гофра с местами лресечек и отгибов; на фиг. 8 5 фрагмент гофра с выполненной выемкой в виде просечки с отгибами; на фиг. 9 - предложенная установка, вид сбоку; на фиг. 10 - то же, продольный разрез; на фиг. 11 - разрез Д-Д на фиг. 9; на фиг. 12 - разрез Е-Е
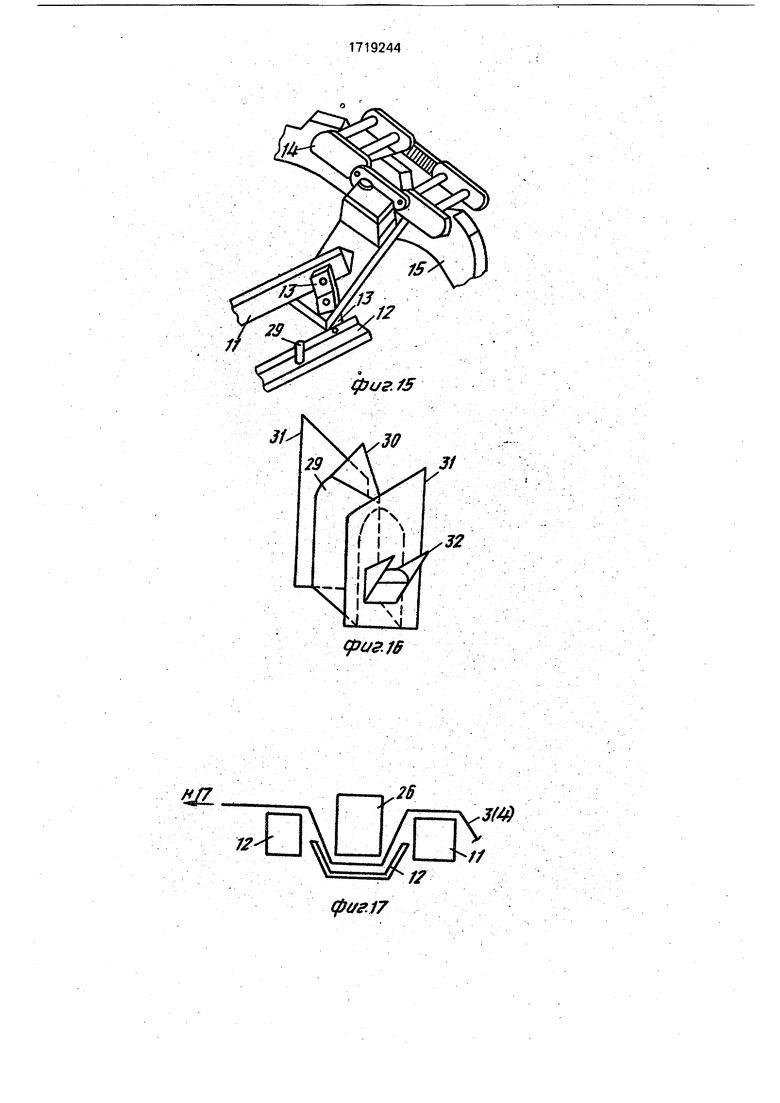
0 на фиг. 9; на фиг. 13 - формующий элемент; на фиг. 14 - крепление планок формующего элемента к барабану; на фиг. 15 - крепление лотков и планок к цепям фигурного прижима; на фиг. 16 - шип с режущими кромками;
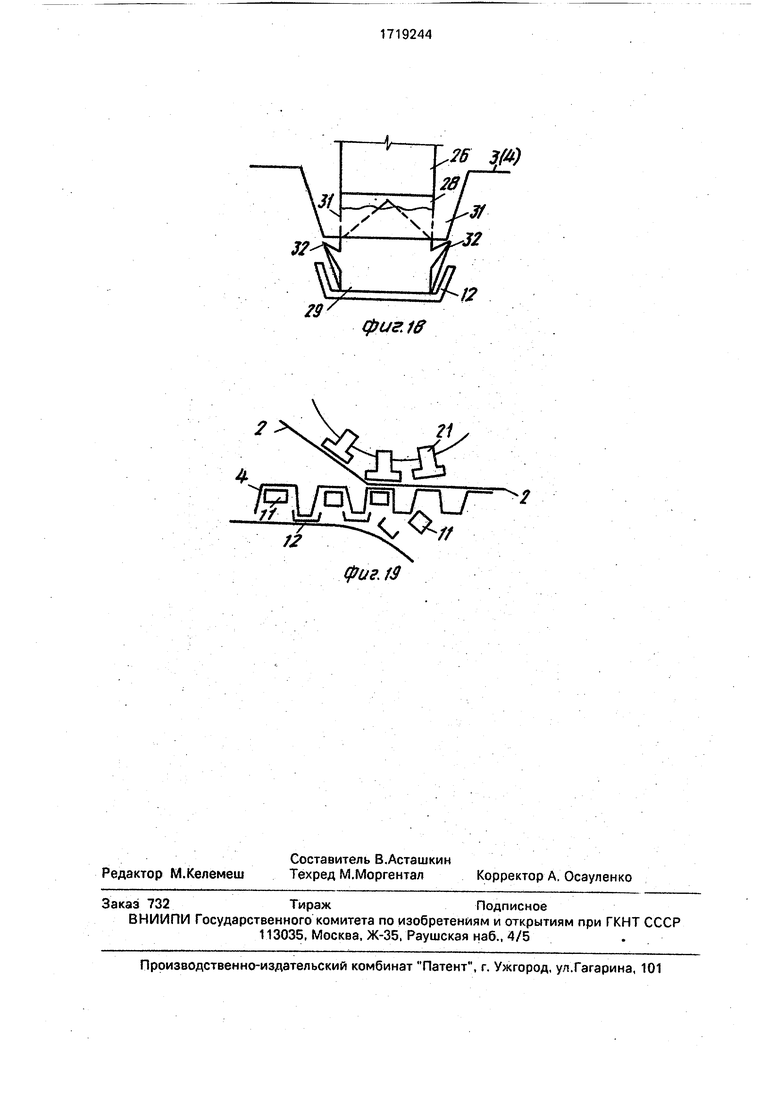
5 на фиг. 17 - образование гофра; на фиг. 18
-образование выемки в гофре; на фиг. 19 - взаимное положение планок фигурного прижима и Т-образных прижимных планок устройства дублирования диагонально-гоф- оированного полотна обшивками.
Слоистая панель состоит из двух гладких полотен 1 и 2 и двух диагонально-гофри- рованных пересекающихся полотен 3 и 4. 8 месте пересечения на выступах гофр выполнены просечки 5 и просеченные части сформированы в отгибы 6, в результате сформированные гофрированные полотна 3 и 4 входят выемками 7 одно в другое, склеены между собой развитой поверхностью отгибов выемок 7 и приклеены к гладким полотнам 1 и 2 нижними и верхними вершинами гофр.
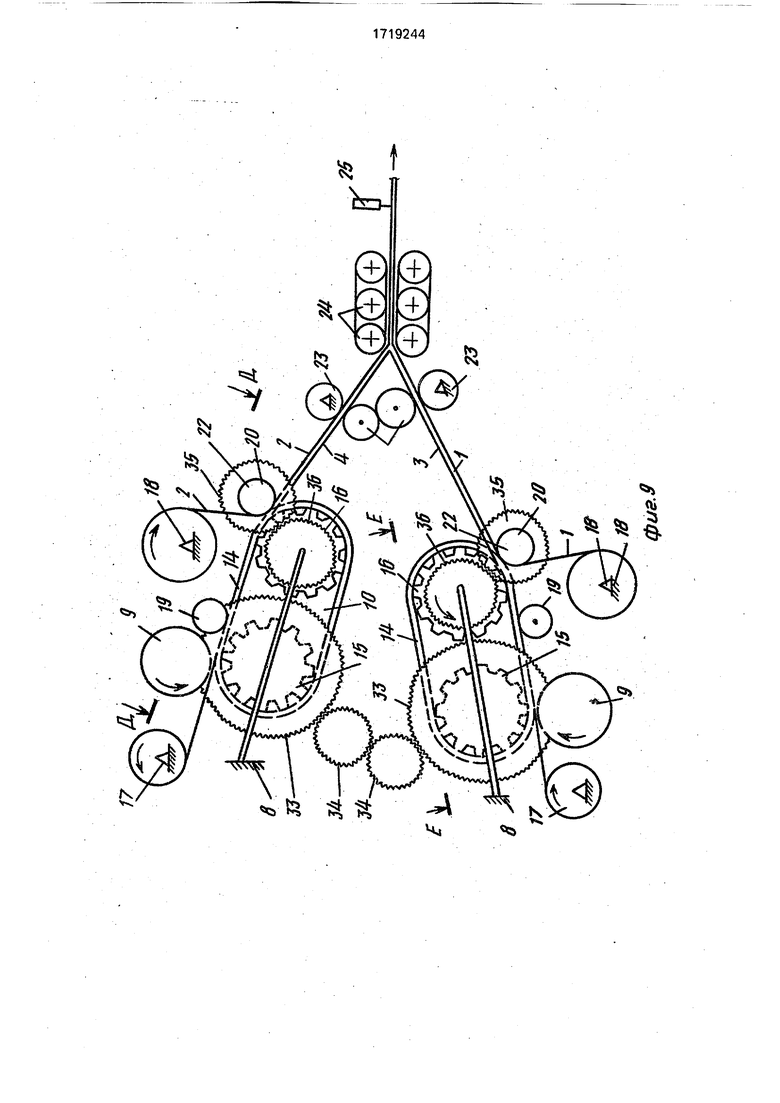
Установка для непрерывного изготовления слоистых панелей включает рему 8, установленные на раме привод (не обозначен), два ряда диагонально-гофрирую- щих устройств в виде формующих элементов 9 и фигурных прижимов 10. При этом формообразующие элементы верхнего и нижнего устройств расположены перекрестно по отношению друг к другу. Прижим 10 состоит из планок 11 и лотков 12, шарнирно закрепленных к уголкам 13, которые шарнирно закреплены на цепях 14, расположенных по сторонам гофрируемых полотен 3 и 4 и взаимодействующих с каждой стороны с парными барабанами 15 и 16, при этом оси соответствующих барабанов 15 и 16с разных сторон установки, т.е. гофрируемого полотна 3 и 4, смещены вдоль его на величину диагонального смещения. Барабаны 15 верхнего и нижнего рядов связаны между собой кинематически, например при помощи шестерен 33 и 34,
На раме 8 установлены также держатели 17, 18 рулонов ленточного материала, средства нанесения на материал клея, расположенные поперек установки и выполненные, например, в виде клеенамазочных валков 19 и 37, устройство дублирования диагонально-гофрированных полотен 3 и 4 гладкими обшивками 1 и 2, выполненное в виде прижимных Т-образных планок 21, шарнирно закрепленных на барабанах 22, расположенных по боковым сторонам установки, оси которых смещены вдоль ее на величину диагонального смещения, при этом барабаны 22 кинематически связаны, например, посредством шестерен 35 и 36 с барабаном 16 соответствующих фигурных прижимов 10, прижимные валики 23, размещенные напротив клеенаносящих устройств 37, запрессовочный транспортер 24 и отрезное устройство 25.
Для ускорения процесса склеивания устройства 20 дублирования диагонально- гофрированных полотен 3 и .4 с гладкими обшивками 1 и 2, а также транспортер 24 снабжены нагревателями (не показаны).
Формующий элемент 9 состоит из планок 26, шарнирно закрепленных к уголкам 13, которые шарнирно закреплены к барабанам 27, оси которых с разных сторон устанрвки, т.е. гофрируемого полотна 3 и 4, смещены на величину диагонального смещения. На планках 26 выполнены углубления 28. На лотках 12 напротив углублений 28 закреплены шипы 29 с режущими кромками
.30, 31 и 32.
Устройство работает следующим образом.
От держателей рулонов разматывается лента, например из бумаги, картона, пропитанной стеклоткани или другого тонкого материала, и проходит между фигурным прижимом 10 и формующим элементом 9. Формующий элемент 9 выполнен в виде планок 26 с углублениями 28, На цепном
Транспортере находятся прижимные планки 11 и лотки 12 с шипами 29. Планки 26 и 11 формируют гофры, а лотки 12 с шипами 29, взаимодействуя с углублениями 28, делают выемки 7 с отгибами 6.
Фигурный прижим 10 в виде цепного
транспортера с прижимными планками 11 и лотками 12 несет диагонально-гофрирован- ную ленту 3 или 4 через клеенаносящее устройство 19, которое одновременно
поддерживает эту ленту на прижиме 10.
Смещение осей барабанов 15 и 16 по боковым сторонам установки на величину диагонального смещения устраняет боковое смещение диагонально-гофрированной
ленты, а двойное шарнирное соединение планок 11 и лотков 12 к цепям 14 через уголок 13. позволяет им беспрепятственно перемещаться при наличии перекоса, необходимого для того, чтобы гофрирование было диагональным.
Т-образные ланки 21 на устройстве 20 дублирования прижимают гладкий слой 1 или 2, поступающий с рулона 18 к гофрам полотен 3 или 4. Устройство 20 дублирования кинематически связано с барабаном 16 так, что каждая Т-образная планка 21 прижимает полотно t или 2 к гофру 3 или 4 на соответствующих планках 11. В результате получаются гофрированных полотна 3 и
4 с гладкими подложками 1 и 2 и противоположным направлением диагональных гофр. Материал подложек 1 и 2 может быть, например, в виде ленты бумаги, картона, пропитанной стеклоткани, тонкого стеклопластика и из другого тонкого материала.
Фигурный прижим 10 верхнего ряда кинематически связан с фигурным прижимом 10 нижнего ряда, что позволяет обоим рядам синхронно изготовлять гофры.
Двойное шарнирное крепление планок 26 к барабанам 27 через уголок 13, а также Т-образных планок 21 к барабанам 22 позволяет им беспрепятственно перемещаться при наличии перекоса, вызванного смещением осей барабанов.
Затем дублированные гофрированные полотна 1 с 3 и 2 с 4 поступают в запрессо- вочный транспортер 24, по пути проходя через клеенаносящие валки 37, к которым поджимаются валиками 23.
В запрессовочном транспортере 24 ди- агонально-гофрированные ленты склеиваются между собой гофрированными сторонами, при этом из-за кинематических связей барабанов 15 между собой и барабанов 20 с барабанами 16 обеспечивается синхронная подача полотен и совпадение выемок 7 верхнего 4 и нижнего 3 полотен, при этом на выемки 7 и вершины гофр вали- ками 37 нанесен клей, в результате чего происходит склеивание диагонально-гоф- рированных полотен с образованием панели с сотовым средним слоем, так как из перекрестных гофр образуются соты.
На выходе из запрессовочного конвейера 24 нужная длина панели отрезается устройством 25.
По сравнению с прототипом предложенная трехслойная панель с сотовым за- полнителем имеет повышенную прочность и жесткость вследствие образующейся сотовой конструкции среднего слоя и развитых поверхностей склейки, а предлагаемая установка для непрерывного изготовления панели позволяет получать панели непрерывным способом с повышенной прочностью и жесткостью, в связи с обеспечением возможности изготовления сотовой конструкции среднего слоя с развитой поверхно- стью склейки.
Ф о рмулаизобретения
1. Слоистая панель, содержащая гладкие наружные обшивки и два соединенных с ними и между собой внутренних гофриро- ванных полотна из ленточного материала с одинаковым шагом гофр, отличающая- с я тем, что, с целью повышения прочности и жесткости панели, гофры одного внутреннего гофрированного полотна выполнены диагонально-перекрестными относительно гофр другого, при этом на гофрах в месте их пересечения выполнены углубления, повторяющие форму противоположного гофра, которые входят одно в другое, причем внут- ренняя поверхность углублений в гофре образована отгибами разрезов гофра.
2.Панель по п. 1,отличающаяся тем, что углубления в гофрах выполнены на половину их высоты.
3.Установка для непрерывного изготовления слоистой панели, содержащая раму, диагонально-гофрирующее устройство в виде формующих элементов и фигурных прижимов, состоящих из расположенных по боковым сторонам установки цепей, каждая из которых взаимодействует с парными барабанами, оси которых диагонально смещены вдоль траектории подачи материала, и шарнирно закрепленных на цепях с соответствующим смещением планок, держатель рулона ленточного материала, средство для нанесения клея на материал, устройство для термообработки, отрезное устройство и привод, отличающаяся тем, что, с целью повышения прочности и жесткости панелей, она снабжена установленными по ходу технологического процесса дополнительным диагонально-гофри- рующим устройством с планками, расположенными перекрестно относительно планок основного устройства, дополнительными держателями рулонного материала, устройствами дублирования диагональ-, но гофрируемой ленты с гладкими обшивками и устройством для склейки дублированных полотен между собой гофрированными сторонами, при этом фигурный прижим имеет лотки, шарнирно прикрепленные к цепям между планками, которые снабжены шипами с выступающими режущими кромками, барабаны фигурных прижимов кинематически связаны между собой, а формующие элементы выполнены в виде расположенных по разные стороны траектории подачи формуемой ленты барабанов, оси которых смещены вдоль траектории подачи, и шарнирно закрепленных на барабанах планок, установленных между планок фигурного прижима и имеющих расположенные напротив шипов и повторяющие их форму выемки.
4. Установка поп. 3, отличающая- с я тем, что устройство дублирования полотна с гладкими обшивками выполнено в виде расположенных по разные стороны траектории подачи формуемой ленты барабанов, оси которых смещены вдоль траектории, и шарнирно закрепленных на них прижимных Т-образных планок, при этом барабаны кинематически связаны с барабанами соответствующих фигурных прижимов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МАТЕРИАЛОВ | 2002 |
|
RU2237577C2 |
| Устройство для гофрирования полотна | 1979 |
|
SU787534A1 |
| СЛОИСТОЕ ИЗДЕЛИЕ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ ИЗ ВОЛОКНИСТОГО ПЛАСТИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2144469C1 |
| Способ продольного гофрирования бумажного полотна | 1985 |
|
SU1260250A2 |
| Гофрирующее устройство | 1980 |
|
SU960347A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 1992 |
|
RU2008226C1 |
| СПОСОБ ГОФРИРОВАНИЯ МОНО-ПОЛИМАТЕРИАЛОВ | 2002 |
|
RU2259277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Устройство для гофрирования полотна материала | 1977 |
|
SU742168A1 |

Изобретение относится к конструкциям трехслойных панелей и многослойных картонных полотен, а именно к устройствам для их изготовления, и может быть использовано в различных отраслях народного хозяйства. Цель изобретения - повышение прочности и жесткости панели. Слоистая панель содержит гладкие наружные обшивки и два соединенных с ними и между собой внутренних гофрированных полотна из ленточного материала с одинаковым шагом гофр. Гофры одного внутреннего гофрированного полотна выполнены диагонально- перекрестными относительно гофр другого. В гофрах в месте пересечения выполнены углубления, повторяющие форму противоположного гофра, которые входят одно в другое. Внутренняя поверхность углублений образована отгибами разрезов гофра. Установка для изготовления панели содержит два ряда диагонально-гофрирующих устройств, в виде формующих элементов 9 и фигурных прижимов 10, между планками 11 и 26 которых формируются диагонально- гофрируемые полотна 3 и 4. Одновременно с образованием гофра на нем просечкой и отгибами с помощью шипов, закрепленных на прижимах 10, образуются выемки 7 на половину высоты гофра. На них валками 19 наносится клей и дублирующим устройством 20 наклеивается гладкое полотно. Валками 37 на вершины гофр и выемки наносится клей. Затем дублированные гофрированные полотна поступают в запрессо- вочное устройство 24, где склеиваются гофрированными сторонами, при этом выемки противоположных гофр входят одна в другую, образуя соты. 2 с..п.ф-лы, 2 з.п.ф-лы, 19 ил. О ю К
Л
L
W x У v /X /УК АЛЛ/5
№ ХУ X/ xV/ V Л4/ A Vх
/xAV/ vX /X ,v /v A ЛАЖЖ ЖЖ:
, -чJ
г1
W4j
фиг.1
/ X V хЛ
X,V A /
CA
C/v v
л
VN
AVAx
Л Ч Vх Л / Ч
/V чХ л х
. /
Х
.
/к
А
Z
фие.1
А-А
сриё.З
,v /v A ЖЖ:
чJ
W4j
7
/ X V хЛ
A /
v
л
VN
Ax
л х
.
/к
А
6-6
фиг.5 1 4фиг.7
фигЛ
8-В
Г-Г
фиг.8
Ј
77
27
92$
Фив. 10
д-л
19 22
23
4
фиг 11
#
28
фи&13
27
Ј-Ј
Л/ JZ
cpue.f2
Т
Фиг /4
фиг. is
12
фиг.}
.1
19
/
WU PLTLT
,
л
фиг. 3
я №
| Тара деревянная, картонная и комбинированная | |||
| М.: Издательство стандартов, 192.7, ч | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| 0 |
|
SU282194A1 | |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| ВСЕСОЮЗНАЯ Im^i\m'<^M^mbvl&linOTElKA I | 0 |
|
SU302875A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Авторское свидетельство СССР NS Г227756, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Способ формирования многослойного картонного полотна и устройство для его осуществления | 1977 |
|
SU1087063A3 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
