Известны устройства для изготовления трубок из бумаги методом ,сп«ралиной яамотюй, включающие станину, привод, механизмы намотки и резания.
Однако эти .устройства сложиы конструктивно и для резания ими тонкостенных труб необходимы дополнительные оправки.
Предлагаемое устройство отличается от известных тем, что механизм резания выполнен в виде полой оправкн с несколькими ножами и расположенным внутри оправки валиком, обеспечивающим вывод ножей и возврат в пфвоначальное .положение.
Такое выполнение устройства упрощает «го конструкцию и дает возможность производить резание товкостевных труб без дополнительных оправок.
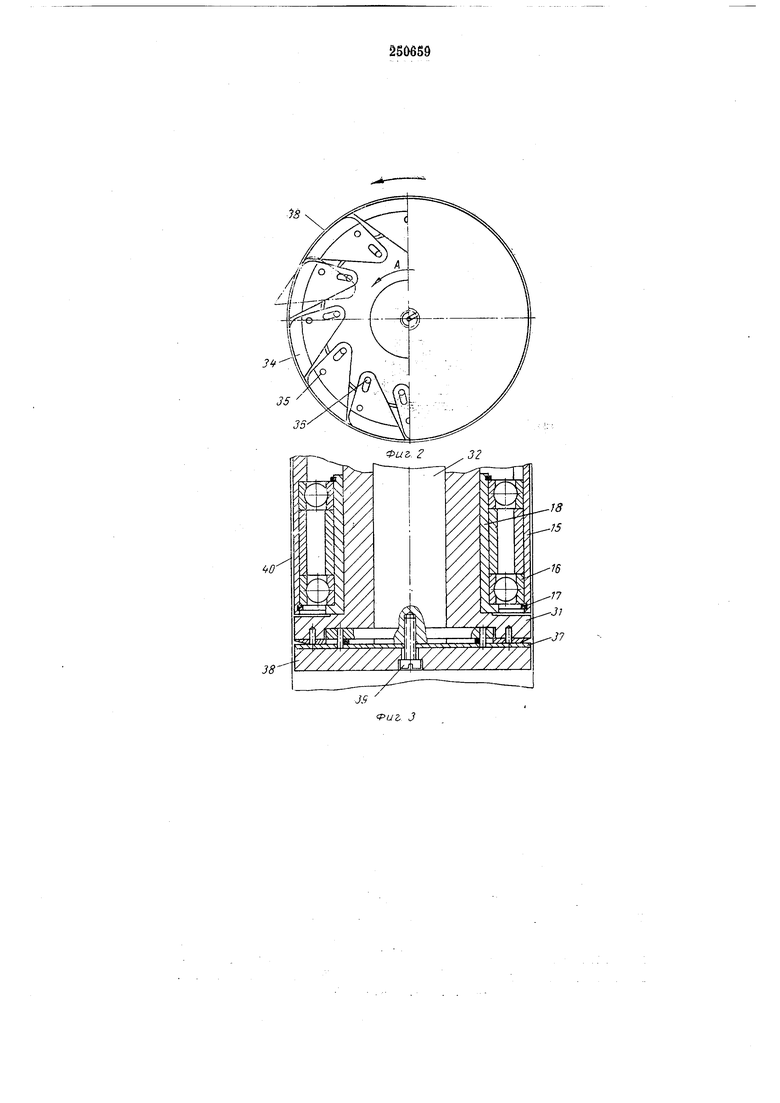
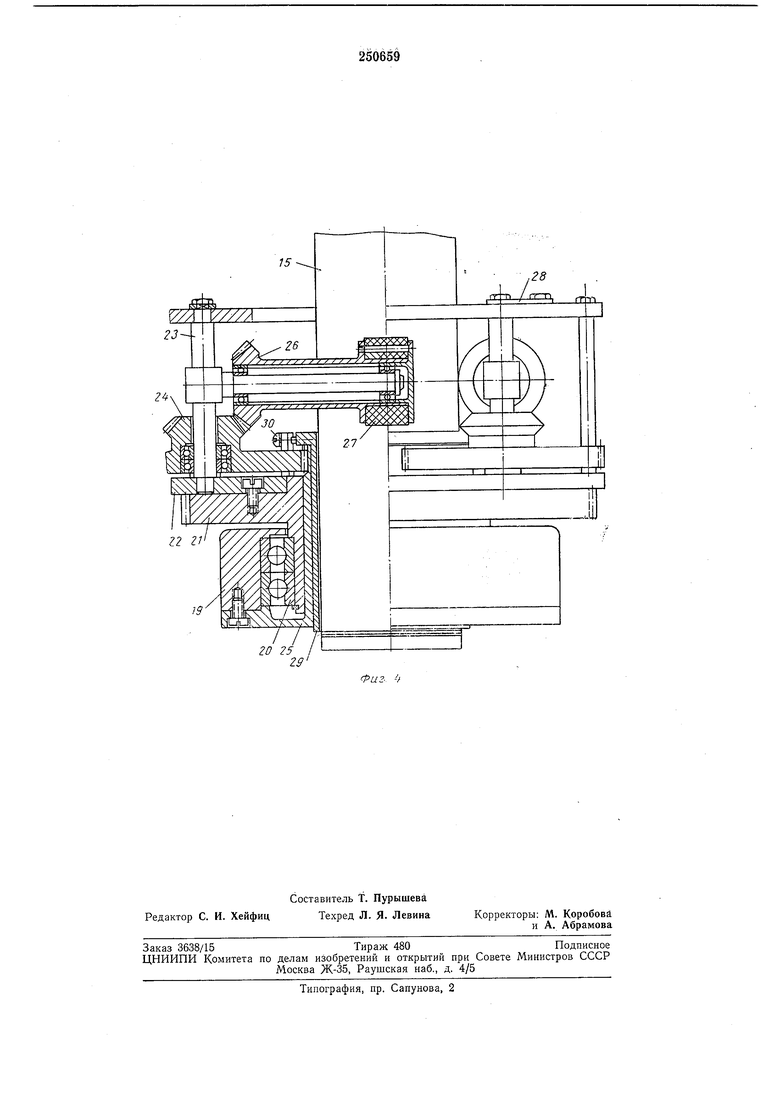
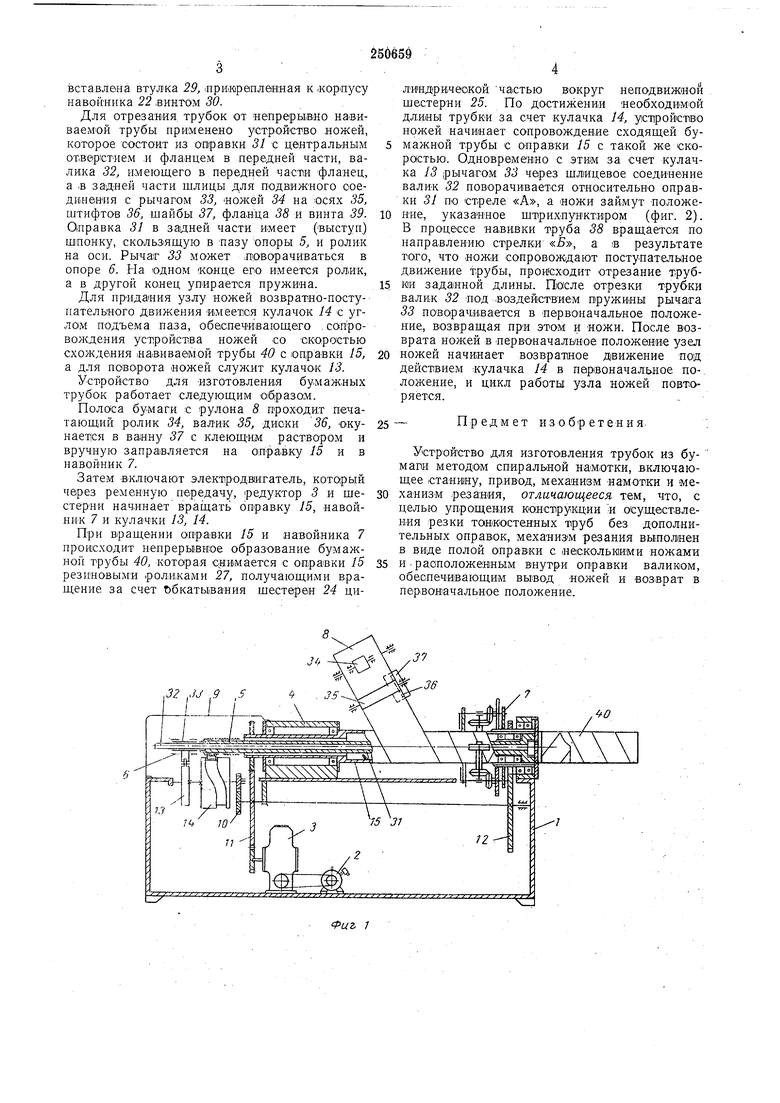
На фиг. 1 схематически изображено описываемое устройство; на фиг. 2 - узел ножей, вид € торца с частичным разрезом; «а фиг. 3 -: разрез конца вращающейся оправки и узла ножей; на фиг. 4 - навойник, частичный разрез (вид сверху).
Станок имеет станину 1, на которой смонтированы электродвигатель 2, редуктор 3, задняя бабка 4, опоры 5, 6, навойник 7, кронщтейи с рулоном 8, кожух 9, (Вал с щесте рнями 10-12 и вал с шестерней и кулачками 13, 14.
Для получения непрерывной трубы из полосы бумаги Л:рименяют оправку 15 и навойник 7, имеющие одинаковые числа оборотов и направление вращения.
Оправка 15 предоставляет собой полую трубу, которая одним концом укреплена в шарикоподщипннках задней бабки 4, а в другом ее конце укреплены шарикоподшипники /б с помощью упругого кольца 17, в которых
установлена втулка /8. Навойник 7 опорой 19 крепится к станине 1. В опоре запрессованы щар иконодшип1ники 20, -во внутренние кольца которых занреосована ступица шестерни 21. К шестерне 21 крепится корпус навойника 22, в котором установлены валики 23 с выступами. На одном из концов валиков 23, на шарикоподшипниках установлены шестерни 24, имеющие цилиндрическую и коническую части. Цилиндрической частью шестерни
24 соединены с шестерней 25, закрепленной неподвижно на опоре 19, а конической частью соединены с конической шестерней 26 резинового ролика 27, установленного на выступе валика 23. Для регулировки прижима
роликов 27 к оправке 15 на втором конце валика 23 имеется планка 28, которая крепится к корпусу навойника 22 регулировочным винтом. Для предотвращения встречного движения с навиваемой трубой в шестерню 25 вставлена втулка 29, 1ПрИ;К1рвплвн;ная к корпусу навойннка 22 винтом 30. Для отрезания трубок от непрерывно навиваемой трубы нрименено устр.ойство ножей, которое состоит из огаравки 31 с центральным отвер1стие М .и фла«цем в передней части, валика 32, имеющего в нередней части фланец, а .в задней части шлицы для подвижного ооедннешш с рычагом 33, «олсей 34 на осях 35, штифтов 36, шайбы 37, фланца 38 и винта 39. Оправка 31 в задней части имеет (выступ.) Ш понку, скользящую в пазу опоры 5, и ролик на оси. Рычаг 33 может поворачиваться в опоре 6. На одном конце его имеется родик, а в другой конец упирается пружина. Для придания узлу ножей возвратно-поступательного движения имеется кулачок 14 с угло1М подъема наза, обеспечивающего .сопроволсдения устройства ножей со скоростью схождения навиваемой трубы 40 с оправки 15, а для поворота ножей служ.ит кулачок 13. Устройство для изготовления бумажных трубок работает следующим образол. Полоса бумаги с рулона 8 проходит печатающий ролик 34, валик 35, диски 36, окунается в ваену 37 с клеющим раствором и вручную заправляется на олравку 15 и в навойник 7. Затем включают электродвигатель, который через ременную передачу, редуктор 3 и шестерни начинает вращать оправку 15, навойник 7 и кулачки 13, 14. При вращении оправки 15 и навойника 7 прои|сходит непрерывное образование бумажно трубы 40, которая снимается с олравки 15 резиновыми рол.пками 27, получающими вращение за счет Обкатывания шестерен 24 цил-индричеокои частью вокруг неподвижной шестерни 25. По достижении необходим10Й длины трубки за счет кулачка 14, у ст|ройст1во ножей начинает сопровождение сходящей бумажной трубы с онравки 15 с такой ж€ скоростью. Одновременно с этим за счет кулачка 13 рычагом 33 через шлицевое соединение валик 32 поворачивается относительно оправки 31 по стреле «А, а ножи займут ноложеНие, указанное штрихнунктиром (фиг. 2). В процессе навивки труба 38 вращается по направлению стрелки «5, а (В результате того, что ножи сопровождают поступате чыное движение трубы, прои сходит отрезание трубми заданной длины. После отрезки трубки валик 32 нод воздействием пружины рычага 33 поворачивается в нервоначальное положение, возвращая при этом и ножи. После возврата нолсей в нервоначальное положение узел ножей начинает возвратное движение под действием -кулачка 14 в пер1воначаль.ное но-. ложение, и цикл работы узла ножей повторяется. Предмет изобретения. Устройство для изготовления трубок из бумага методом спиральной намотки, включающее стани1ну, привод, механизм намотки и механиЗМ резания, отличающееся тем, что, с целью, упрощения конструкции -и осуществления резки тонкостенных труб без дополнительных оправок, механизм резания выполнен в виде полой оправки с нескольмими ножами и расположенным внутри оправки валиком, обеспечивающим вывод ножей и возврат в первоначальное положение.
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для патронирования взрывчатых веществ | 1958 |
|
SU118064A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ГИЛЬЗ С ЗАГНУТЫМ ДОНЫШКОМ, НАПРИМЕР, ДЛЯ АММОНИТА | 1949 |
|
SU91974A1 |
| Машина для намотки, например, толстостенных цилиндров из бумаги | 1959 |
|
SU126355A1 |
| АВТОМАТ ДЛЯ НАМАТЫВАНИЯ В РУЛОНЫ ПОЛОТНА ЗАДАННОЙ ДЛИНЫ | 1968 |
|
SU208677A1 |
| Машина для изготовления, например, квадратных трубок, склеенных из бумажной ленты | 1958 |
|
SU117884A1 |
| Машина для автоматического заворачивания бутылок в бумагу | 1957 |
|
SU113978A1 |
| Станок для намотки ленточной изоляции | 1989 |
|
SU1661857A1 |
| Установка для резки рулонных материалов | 2020 |
|
RU2734212C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ РУЛОНОВ ИЗОЛЯЦИОННОЙ ЛЕНТЫ | 1997 |
|
RU2122936C1 |