Изобретение относится к способам изготовления газоразрядных ламп высокого давления с парами щелочных металлов. Таким способом лампы могут изготавливаться практически только в оболочках из керамики- полик;ристаллической окиси алюминия, которая, в отличие от кварца и стекол, устойчива против действия упомянутых ларов при высоких темиературах и давлениях.
Известен ряд способов изготовления ламп с парами щелочных металлов в оболочках из поликристаллической оккси алюминия. Одни из них основаны на ирипаивании к концам керамической трубки металлических колпачков или керамических заглущек, сквозь которые пропущены металлические токовводы и щтенгель, металлическими припоями с применением предварительной высокотемпературной металлизации керамики, в других эта же цель достигается применением в качестве припоя плавящейся керамики.
Технология изготовления ламп по указанным способам отличается сложностью и многоступенчатостью. Кроме того, после удаления металлического щтенгеля методом «холодной отпайки остается отросток, который при интенсивном охлаждении, применяемом при .работе лампы с повыщенной мощностью, переохлаждается, что приводит -к -понижению упругости пара щелочного металла, определяемой температурой наиболее холодного места в лампе.
С целью упрощения технологии предлагается для припайки титановых колпачков к керамической оболочке и:сиользовать способ, звестный под названием «пайка с массивным титаном, в соответствии с которым пайка осуществляется с помощью медного или ни-. келевого припоя без предварительной металлизации керамики ири температуре ниже 1000°С, т. е. не в высокотемпературной вакуумной печи, а в кварцевых ампулах, помещаемых в обыкиовенную трубчатую лечь.
Щелочной металл получается непосредственно в лампе лри .нагревании таблетки, содержащей смесь бихромата щелочного металла с порощком титана. Эта операция -совмещается с ;прииайкой второго колпачка к лампе и с наполнением ее буферным газом.
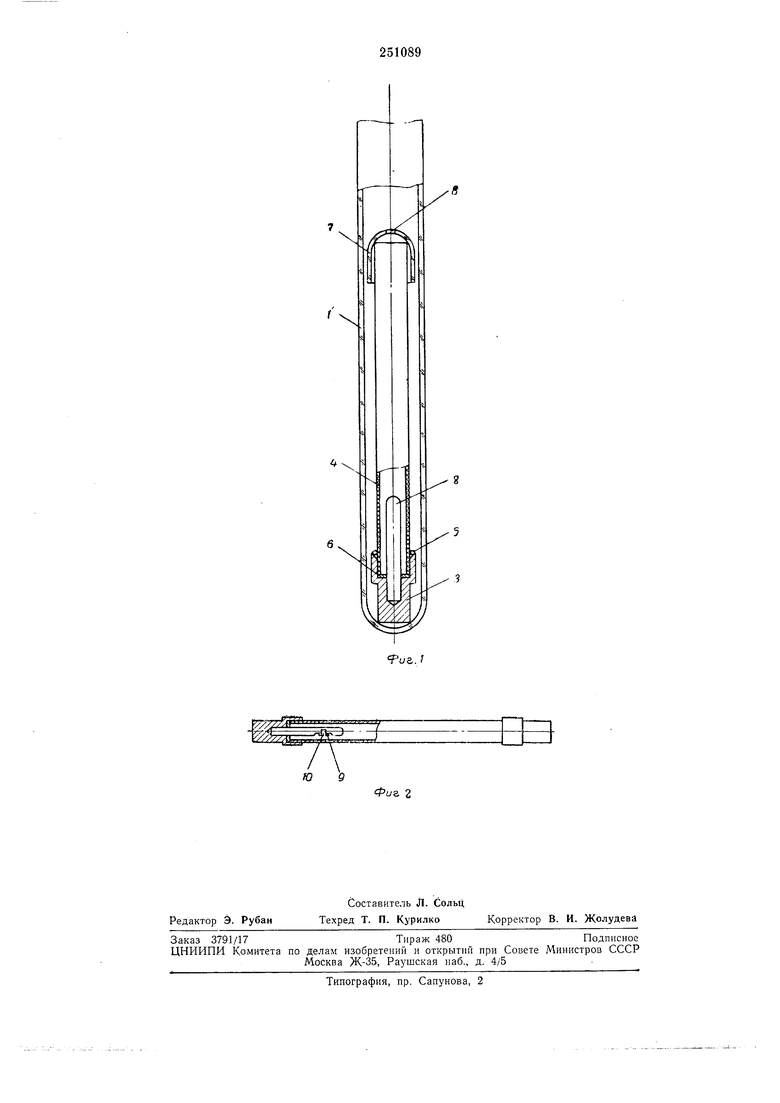
На фиг. 1 изобрал ена кварцевая ампула с подготовленной для ирииаивания первого колпачка керамической трубкой; на фиг. 2 - лампа, изготовленная по предлагаемому способу.
Детали, соответствующим образом промытые и предварительно отожженные в вакууме, ломещают в кварцевую ампулу / так, как показано на фиг. 1.
горячей посадки или, что проще, заклинивают в отверстии несколькими ударами кернера вокруг электрода. Керамическую трубку 4 вставляют в -коллачок 3 так, что меладу ними обеспечивается скользящая посадка третьего .класса точности.
В кольцевой конический паз между колпачком и трубкой .помещают кольцо 5 припоя (медь или никель). На дне колпачка рас.положена плоская прокладка 6 из того же материала, что и кольцо припоя, служащая для уменьшения взаимодействия паров щелочного металла .с титаном. Чтобы избежать соприкосновения колпачка со стенкой ампулы, лри .котором возможно стекание припоя по внешней .поверхности колпачка, а также не допустить лерекоса опаиваемых деталей, используется ;само:центровка лаяемого узла ампулы 1 и кварцевого вкладыша 7 с отверстием 8, облегчающим откачку выделяющихся газов. Ампулы с подготовленными к лайке деталями напаиваются на гребенку откачного поста и прогреваются горелками или в печи лри темлературе 800-900°С с целью обезгаживания. По окончании лродесса обезгаж.ива.ния ампулы напол.няют инертным газом (аргоном или ксеноном) до давления 50-100 мм рт. ст. и отпаивают. Затем ампулы помещают в разогретую до тем.пературы пайки (приблизительно 950°С для медного или никелевого припоя) трубчатую печь и выдерживают при этой темлературе в течение 5-15 мин.
Аналогичным образом проводится подготовка и припаивание второго -колпачка. Вольфрамовый электрод этого коллач.ка (;с:м. фиг. 2)
отличается тем, что в нем имеется лаз, в который вкладывается таблетка 9 для (получения щелочяого металла. Б пазу таблетка укрепляется с помощью полоски 10 из .никелевой или ниобиевой фольги, приваренной к электроду точечной сваркой. .После обезгаживания на откачном посту кварцевая ампула заполняется до желаемого давления инертным газом, который в дальнейшем служит в
лампе в качестве буферного и отпаивается. Особенностью второй пайки является то, что цри ней необходимо использовать .короткую трубчатую печь. Длина ее должна быть такой, чтобы, когда спай находится в ее центральной горячей зоне, другой конец лампы нахо.дился вне печи при значительно более низкой температуре.
Предмет изобретения
1. Способ припайвания титановых токовводов к оболочке из поликристаллической окиси алюминия газоразрядных ламп высокого давления с парами щелочных металлов, отличающийся тем, что, с целью упрощения технологии лутем исключения предварительной металлизации керамики, указанное припаивание осуществляют с использованием медного .или никелевого припоя в эвакуированной ампуле, нагреваемой в печи при темлературе ниже 1000°С.
2. Способ по п. 1, отличающийся тем, что операцию припайвания второго токоввода совмещают в одну операцию с введением в лампу щелочного металла, откачиванием,
обезгаживанием и наполнением ее буферным газом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| Способ изготовления газоразрядной лампы | 1982 |
|
SU1056305A1 |
| Способ изготовления натриевых ламп высокого давления | 1973 |
|
SU516122A1 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОЙ ДУГОГАСИТЕЛЬНОЙ КАМЕРЫ | 1994 |
|
RU2076372C1 |
| Способ получения торцовых, несогласованных по термическому расширению спаев керамики с металлом | 1958 |
|
SU124783A1 |
| КОЛПАЧКОВЫЙ ТОКОВВОД в ГАЗОРАЗРЯДНУЮ ЛАМПУ | 1973 |
|
SU378997A1 |
| Катод рентгеновской трубки | 2022 |
|
RU2797346C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ЛАМПЫ | 1994 |
|
RU2087984C1 |
| Герметичный токоввод в газоразрядную лампу высокого давления | 1981 |
|
SU1043764A1 |