1
Изобретение относится к электротехнической промышленности и может быть использовано в производстве газоразрядных ламп и, в частности, натриевых ламп высокого давления.
В настоящее время изготовление горелок натриевых ламп высокого давления из полиили мопокристаллической окиси алюминия производится в несколько приемов.
Сначала осуществляется вакуумноплотное соединение колпачка с откачной трубкой (щтангелем) путем пайки активными припоями, например титапом, в вакуумной или инертной среде, например в аргоне. Затем производят приварку катодов и после этого пайку металлокерамического узла (ниобиевого колиачка с керамикой).
Основным недостатком указанного способа изготовления является сложность и длительность технологических приемов и операций.
Сущность нредлагаемого способа изготовления натриевых ламп высокого давления заключается в том, что операции пайки керна катода к штангелю и штангеля к колпачку производят одновременно с пайкой колпачка со светопроницаемой керамической трубкой, причем в качестве припоя для металлических деталей применяют металлы или сплавы металлов, являющихся газопоглотителями как в горелке, так и во внещней колбе лампы.
Изобретение упрощает и сокращает как количество операций, так и общую длительность изготовления горелок; при этом исиользуются металлы, служащие одновременно как
припоем, так и газопоглотителем.
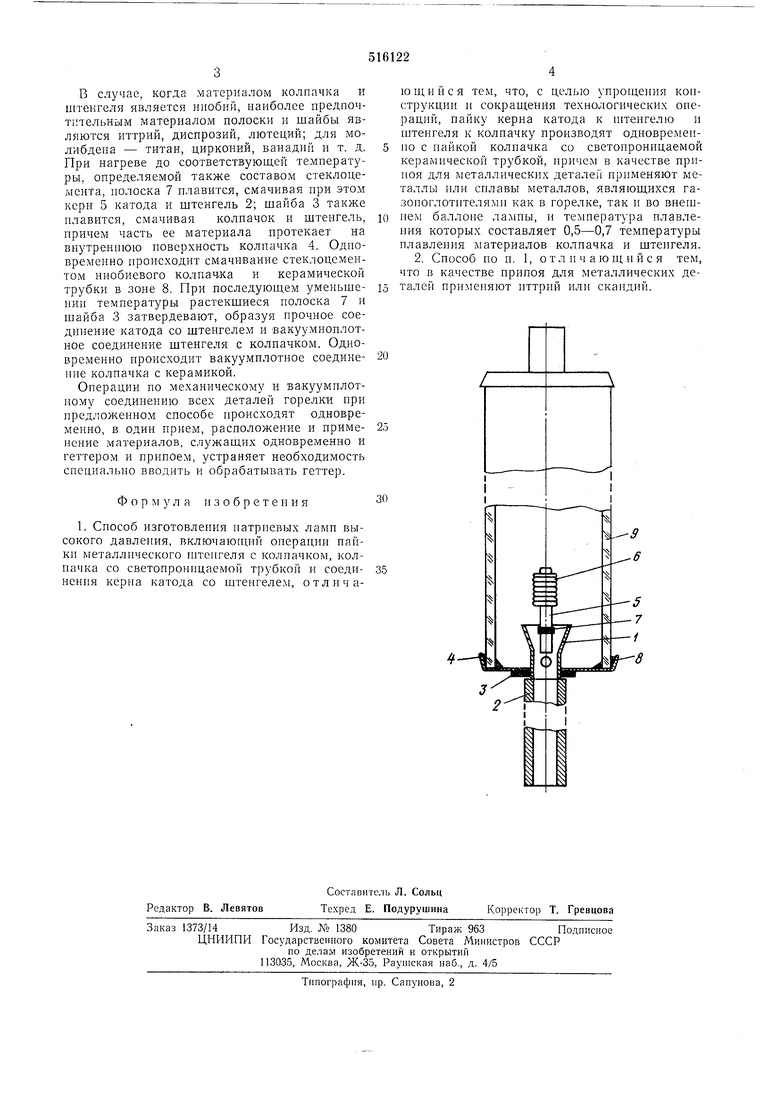
На чертеже изображена натриевая лампа высокого давления, изготовленная по предложенному способу.
На нроточенный конец 1 металлического
щтенгеля 2 плотно надеваются металлическая щайба 3 и колпачок 4. Вокруг керна 5 катода на некотором расстоянии от спирали 6 накручивается металлическая полоска 7.
Проточный конец щтенгеля обжимается вокруг керна с нолоской 7. На колпачок 4 в зоне 8 соединения его с керамической трубкой 9 наносится соответствующий припой или стеклоцемент. Собранная таким образом горелка в дальнейшем подвергается нагреванию
в специальных печах или электромагнитным полем высокочастотного генератора.
Температура плавления металлической полоски 7 и шайбы 3 должна быть одинакова и составлять 0,5-0,7 температуры плавления
материала колпачка и штенгеля. Кроме того материал указанной полоски и щайбы должен обладать геттерными свойствами, т. е. выполнять роль газопоглотителя, причем эти свойства материала не должны теряться в процессе пайки.
3
В случае, когда материалом колпачка и штекгеля является ниобий, наиболее предпочтительным материалом полоски и шайбы являются иттрий, диспрозий, лютеций; для молибдена - титан, цирконий, ванадий и т. д. При нагреве до соответствующей температуры, определяемой также составом стеклоцемента, полоска 7 плавится, смачивая при этом керн 5 катода и штенгель 2; шайба 3 также плавится, смачивая колпачок и штенгель, причем часть ее материала протекает на внутреннюю поверхность колпачка 4. Одновременно происходит смачивание стеклоцемеи том ннобиевого колпачка и керамической трубки в зоне 8. При носледуюш,ем уменьшении температуры растекшиеся полоска 7 и шайба 3 затвердевают, образуя прочное соединение катода со штенгелем и вакуумноплотное соединение штенгеля с колпачком. Одновременно происходит вакуумплотное соединенне колпачка с керамикой.
Операции по механическому и вакуумплотпому соедипепию всех деталей горелки при предложенном способе происходят одновременно, в один прием, расположение н применение материалов, служаш,пх одновременно и геттеро.м и припоем, устраняет необходимость специально вводить и обрабатывать геттер.
Ф о р лг у л а изобретения
1. Способ изготовления патриевых ламп высокого давления, включаюнц-тй операции пайки металлического Н1тенгеля с колпачком, колпачка со светопроницаемой трубкой и соединения керна катода со штенгелем, отлнчаю щ и и с я тем, что, с целью упрощения конструкции н сокращения технологических онераций, пайку керна катода к штенгелю и щтенгеля к колначку производят одновременно с пайкой колпачка со светонроницаемой керамической трубкой, нриче.м в качестве припоя для металлических деталей применяют металлы нлн сплавы металлов, являющихся газоноглотителями как в горелке, так и во внегнпем баллоне лампы, и темнература плавления которых составляет 0,5-0,7 температуры плавления материалов колпачка и штенгеля. 2. Способ по п. 1, отличающийся тем, что в качестве припоя для металлических деталей применяют иттрнй или скандий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления газоразрядной лампы | 1982 |
|
SU1056305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ЛАМПЫ | 1994 |
|
RU2087984C1 |
| Высокоинтенсивная импульсная газоразрядная короткодуговая лампа | 2023 |
|
RU2803045C1 |
| Высокоресурсная металлокерамическая рентгеновская трубка | 2019 |
|
RU2716261C1 |
| СПОСОБ ПРИПАИВАНИЯ ТИТАНОВЫХ ТОКОВВОДОВ К ОБОЛОЧКЕ ИЗ ПОЛИКРИСТАЛЛИЧЕСКОЙ ОКИСИ АЛЮМИНИЯ ГАЗОРАЗРЯДНЫХ ЛАМП ВЫСОКОГО ДАВЛЕНИЯ С ПАРАМИ ЩЕЛОЧНЫХ МЕТАЛЛОВ | 1969 |
|
SU251089A1 |
| Высоковольтный вакуумный переключатель | 1979 |
|
SU826443A1 |
| Горелка газоразрядной безэлектродной лампы | 2023 |
|
RU2821805C1 |
| Разрядная колба для натриевых ламп высокого давления | 1982 |
|
SU1268115A3 |
| Газоразрядная безэлектродная высокочастотная лампа и способ ее изготовления | 1989 |
|
SU1697141A1 |
| Высоковольтный вакуумный выключатель | 1977 |
|
SU736203A1 |
