Пре/т.ложенное устройство может быть использовано для производственного контроля на заводах прецизионного станкостроения.
Известны устройства для измерения точности вращения прецизионных шпинделей, выполненные в виде измерительной системы, содержащей неподвижный эталон круглости и индикаторный стержень, жестко связанный с контролируемым шпинделем, управляющий сигнал которой подается на регистрирующий прибор.
Описываемое устройство для измерения точности вращения прецизионных шпинделей отличается от известных тем, что индикаторный стержень выполнен в виде бруска из магнитомягкого материала, а эталон круглости представляет собой несколько расположенных по грубой окружности и связанных между собой рамкой из немагнитного материала магнитомягких сердечников с катушками, каждая из которых снабжена элементом, например нотенциометром, компенсирующим при юстировке прибора по эталонному шпинделю погрешность установки сердечника.
Такое конструктивное выполнение устройства обеспечивает возможность измерения в процессе резания при эксплуатационной скорости вращения.
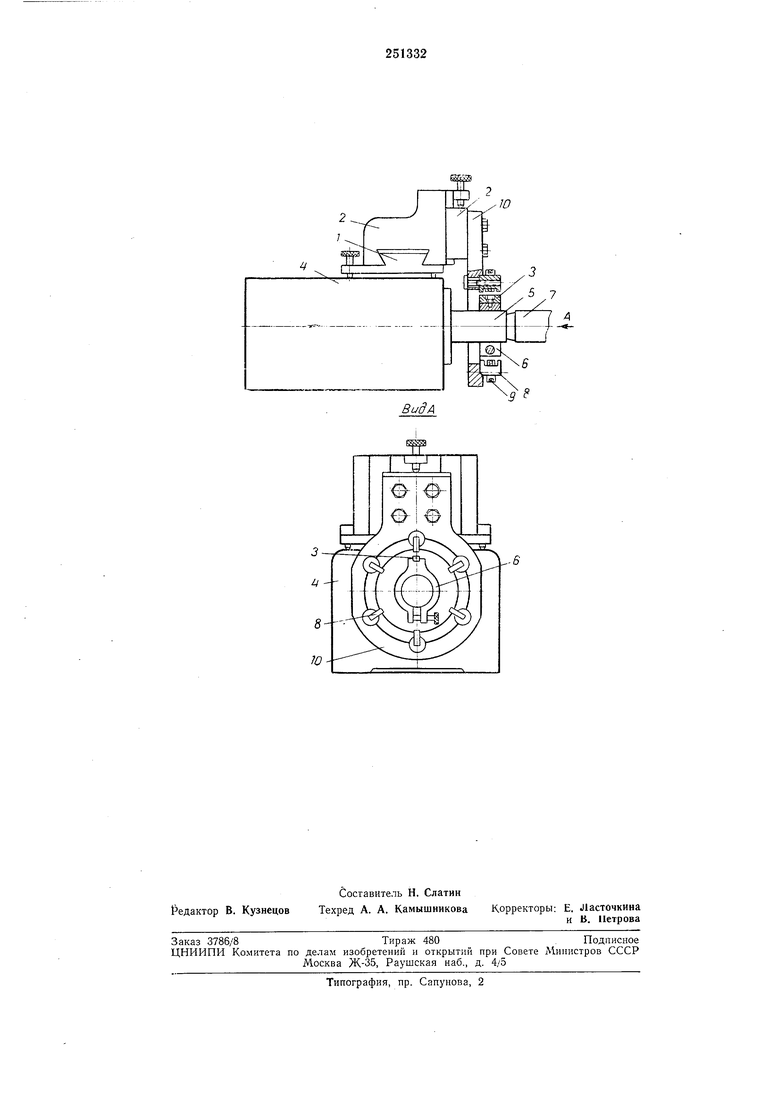
Оно состоит из основания /, узла 2 установочных перемещенпй, индикаторного стержня 3, эталона круглости и регистрирующего прибора (регистрирующий прибор на чертеже не
показан). Основанием / устройство крепится к корпусу 4 контролируемого шпиндельного . Узел 2 предназначен для небольших центрировочных перемещений эталона круглости в двух взаимно перпендикулярпых направлениях в плоскости, перпендикулярной к оси вращения контролируемого щиинделя 5. Индикаторный стержень 3 представляет собой призматический брусок из магнитомягкого материала, жестко прпкрепленный к контролируемому шпинделю 5, например, с помощью переходного хомутика 6 в таком месте, чтобы это крепление не препятствовало нормальному рабочему соединению шпинделя 5 с элемептом 7, представляющим собой пагрои,
либо рел ущ11Й инструмент, либо обрабатываемую деталь.
Эталон круглостп состоит из нескольких магиитомягких сердечников 8 с надетыми на }1их электрическими катушками 9 и немагнитной (т. е. выполненно из немагнитного материала) рамки W, жестко прикрепленной к узлу 2. Сердечники 8 расположены по относительно грубой окружности и рамкой 10 жестко связаны между собой. Когда при соотруеМОго шпинделя 5 индикаторный стержень 3 яаходится проти-в одного из сердечников 8, носледние совместно образуют магнитопровод индуктивного бесконтактного датчика, электрические параметры катушки 9 которого линейно зависят от величины воздушного зазора .между обращенными друг к другу вершинами сердечника 8 и индикаторного стержня 3. Таким образом, :в зависимости от формы траектории вершины индикаторного стержня 3 вырабатываются сигналы, уиравляюш,ие ipeгистрируюш.им прибрром. Каждая из катушек 9 снабжена ком:Ивнсируюш,им элементом, например потенциометром, .способным регулировать ее электрические парЗметры ири юстировке устройства (ком1пенсируюш,ие элементы на чертеже не показаны). Юстировку устройства производят нри измерении им юстирующего шпинделя, имеющего эталонную точность вращения. В качестве юстирующих щнинделей удобно использовать приборы для контроля круглосри, имеющиеся на заводах прецизионного станкостроения. При юстировке устройства компенсирующие элементы настраивают так, чтобы электрические параметры всех катушек 9 были одинаковыми. Этим КОМпенсяруют начальную неточность расиоложения сердечников 8 по окружности.
После юстировки устройство работает следующим образом.
Основание 1 устройства жестко прикрепляют к корпусу 4 контролируемого Ш пиндельного узла. Индикаторный стержень 3 жестко прикрепляют к контролируемому шиинделю 5. Затем шпинделю 5 сообщают вращательное движение и с помощью узла 2 установочных перемещений 2 центрируют эталон круглости относительно контролируемого шпинделя 5.
Центриройание .может быть произведено с точностью, в несколько раз меньшей требуемой. После окончания центрирования регистрирующий прибор включают в режим записи, и на эксплуатационной скорости вращения шпинделя цри резании заиисывают сигналы катущек 9, несущие информацию о траектории вершины индикаторного стержня 3. Запись производят для нескольких носледовательных оборотов контрол ируемого Ш ПИ1Нделя 5. Вид записи - осциллограмма, магнитная лента и т. д. - зависит от типа примененного регистрирующего прибора. Полученную запись после измерения расшифровывают и
обрабатывают в лаборатории.
Предмет изобретения
Устройство для измерения точности вращения прецизионных шлинделей, выполненное в виде измерительной системы, содержащей неподвижный эталон круглости и индикаторный стержень, жестко связанный с контролируемым щпинделем, управляющий сигнал которой передается на регистрирующий прибор, отличающееся тем, что, с целью обеспечения возможности измерения в процессе резалия при эксплуатационной скорости вращения, индикаторный стержень .выполнен в виде
бруска из магнитомягкого материала, а эталон круглости представляет собой несколько расположенных по грубой окружности и связанных между собой из немагнитного мате|риала магнитомягких сердечников с катушками, каждая из :которых снабжена элементом, например потенциометром, компенсирующим |При юстировке по эталонному шпинделю погрешность установки сердечника.
3ВидА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения толщины немагнитных электропроводящих листовых изделий | 1990 |
|
SU1762109A1 |
| Устройство для измерения траектории движения оси шпинделя точных станков и приборов | 1974 |
|
SU513789A1 |
| Датчик магнитной анизотропии | 1982 |
|
SU1114939A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИЛКИ РАЗЪЕМНОГО ОПТИЧЕСКОГО СОЕДИНИТЕЛЯ | 1992 |
|
RU2050562C1 |
| Способ изготовления вилки разъемного оптического соединителя | 1991 |
|
SU1789956A1 |
| Плотномер жидкости | 1982 |
|
SU1075118A1 |
| УСТРОЙСТВО для точного ЦЕНТРИРОВАНИЯ ДЕТАЛЕЙ НА ПРИБОРАХ ДЛЯ ОПРЕДЕЛЕНИЯ КРУГЛОСТИ | 1965 |
|
SU171120A1 |
| Способ повышения чувствительности устройства для телемеханики и телеизмерения | 1935 |
|
SU48691A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ КРУГЛОСТИ | 1971 |
|
SU295011A1 |
| Устройство для юстировки квадрупольных магнитных линз | 1980 |
|
SU884004A1 |