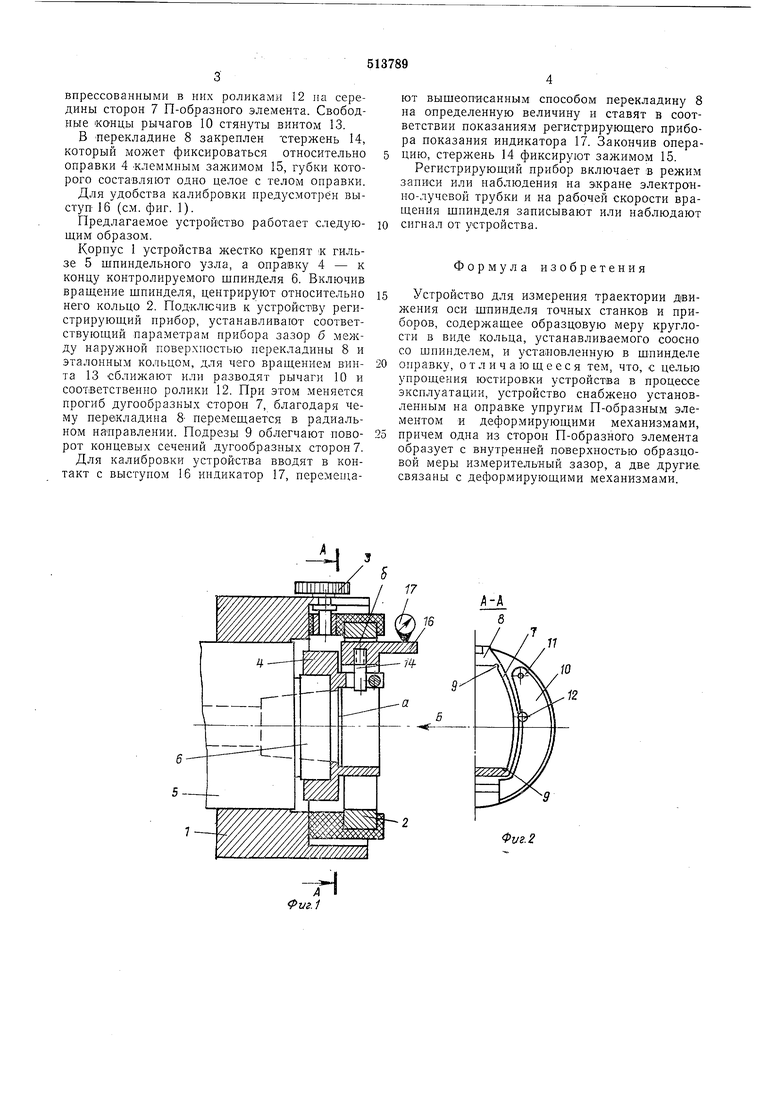
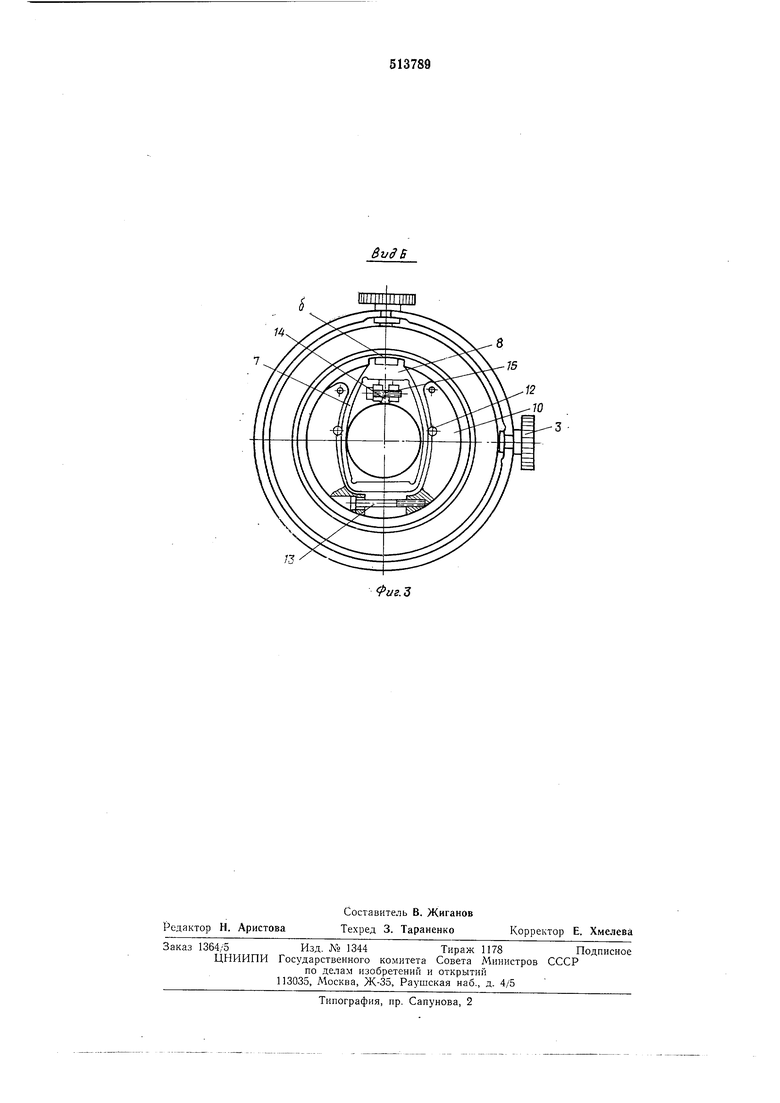
впрессованными в них роликами 12 па середины сторон 7 П-образного элемента. Свободные «Онцы рычагов 10 стянуты винтом 13.
В Перекладине 8 закреплен стержень 14, который может фиксироваться относительно оправки 4 «леммным зажимом 15, губки которого составляют одно целое с телом оправки.
Для удобства калибровки предусмотрен выступ- 16 (см. фиг. 1).
Предлагаемое устройство работает следующим образом.
Корпус 1 устройства жестко крепят к гильзе 5 шпиндельного узла, а оправку 4 - к концу контролируемого шпинделя 6. Включив вращение щпинделя, центрируют относительно него кольцо 2. Подключив к устройству регистрирующий прибор, устанавливают соответствуЕОЩИй параметрам прибора зазор б между нарул ной поверхностью перекладины 8 и эталонным кольцом, для чего вращением винта 13 сближают или разводят рычаги 10 и соответственно ролики 12. При этом меняется нрогиб дугообразных сторои 7, благодаря чему перекладина 8- перемещается в радиальном направлении. Подрезы 9 облегчают иоворот концевых сечений дугообразных сторон 7.
Для калибровки устройства вводят в контакт с выступом 16 индикатор 17, перемеп1ают вышеописанным способом перекладину 8 на определенную величину и ставят в соответствии показаниям регистрирующего прибора показания индикатора 17. Закончив операцию, стержень 14 фиксируют зажимом 15.
Регистрирующий прибор включает в режим
записи или наблюдения на экране электронпо-лучевой трубки и на рабочей скорости вращепия щпинделя записывают или наблюдают
сигнал от устройства.
Формула изобретения
Устройство для измерения траектории движения оси щпинделя точных станков и приборов, содержащее образцовую меру круглости в виде кольца, устанавливаемого соосно со шпинделем, и установленную в щпинделе
оправку, отличающееся тем, что, с целью упрощения юстировки устройства в процессе эксплуатации, устройство снабжено установленным на оправке упругим П-образным элементом и деформирующими механизмами,
причем одна из сторон П-образного элемента образует с внутренней поверхностью образцовой меры измерительный зазор, а две другие связаны с деформирующими механизмами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления инструментальных оправок | 1975 |
|
SU572338A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| Прибор для определения смещения опор и шпинделя веретен прядильных и крутильных машин | 1958 |
|
SU119817A1 |
| Устройство для измерения траектории перемещения оси вращения шпинделя | 1985 |
|
SU1301646A1 |
| Шпиндельное устройство | 1986 |
|
SU1371887A1 |
| ПРИБОР ДЛЯ РАЗМЕРНОЙ НАЛАДКИ ЗУБОРЕЗНЫХ СТАНКОВ | 1970 |
|
SU282032A1 |
| Машина для калибровки концов труб | 1988 |
|
SU1607989A1 |
| Устройство для центрирования изделий по оси | 1981 |
|
SU965603A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Устройство для измерения размеров кольцевых деталей из эластичных материалов | 1990 |
|
SU1783274A1 |
Л-А
11
Фиг. 2
14
15
12
