Известные способы сборки, в которых отдельно изготовленные пластмассовые втулки крепят тем или иным способом к армирующей их детали, требуют обеспечения высокой точности обработки посадочных поверхностей под подшипник.
Предлагаемый способ отличается от известных тем, что, с целью обеспечения соосности, -снижения точности обработки посадочных поверхностей под ПОДШИ1ПНИК, а также уменьшения шумов и вибраций, втулку подшипника и уплотнение его, являющееся продолжением втулки, устанавливают в процессе изготовления путем заливки термо-пластичной пластмассы под давлением непооредственно в корпус.
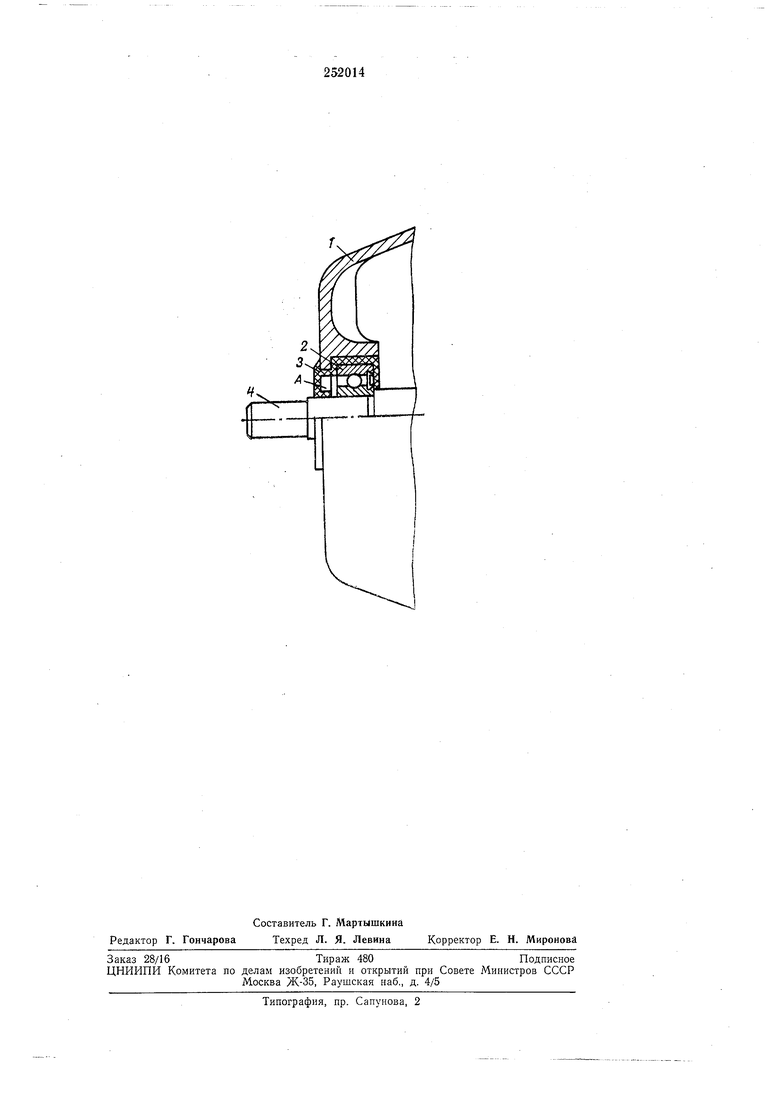
Сиск:об поясняется чертел -ом.
Подшипниковый узел содерл ит корпус 1, подшипник 2, подшипииковую втулку, являющуюся такж:е уплотнением 3, и вал 4. Кольцевое пространство Л между втулкой и уплотнением, открытое только в сторону подшипника, является резервуаром для смазки.
Втулка заливается термопластичной пластмассой в специальной преосфор ме, где корпус базируется по предварительно начисто обработанной рабочей или посадочной поверхности с упором во внутренний торец втулки.
Втулка подшипника при этом без механической обработки получается высокой точности и соосности рабочим или посадочным поверхностям корпуса, с чистотой новерхности на
одну-две ступени ниже чистоты обработки формуюшей поверхности прессформы.
При такой сборке подшипникового узла отпадает необходимость механической обработки втулки под подшипник, значительно снижаются уровни вибраций и шумов, улучшаются условия упрурой центровки подшипника во втулке, а также надежно уплотняется подшипник.
Предмет изобретения
15
Способ сборки пластмассовой втулки подшипникового узла с корпусом, например, электрических машин путем предварительного изготовления втулки с уплотнением и установки ее в корпусе, отличающийся тем, что, с целью обеспечения соосности, снилсения точности обработки посадочных поверхностей под подшипник, а также уменьшения шумов и вибраций, втулку подшипника и уплотнение
его, я вляющееся продолжением втулки, устанавливают в процессе изготовления путем заливки термопластичной 1пластмассы под давлением непосредственно в корпус.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| МАГИСТРАЛЬНЫЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ С КРЕПЛЕНИЯМИ К РАМЕ С ИСПОЛЬЗОВАНИЕМ ПОДВОДИМЫХ ОПОР И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484304C1 |
| Способ ремонта узлов трения скольжения | 1986 |
|
SU1353595A1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1995 |
|
RU2097296C1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЦЕНТРОБЕЖНЫЙ НАСОС С РОТОРОМ НА ПОДШИПНИКАХ КАЧЕНИЯ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2485352C1 |
| ГОРИЗОНТАЛЬНАЯ МНОГОСТУПЕНЧАТАЯ СЕКЦИОННАЯ ЦЕНТРОБЕЖНАЯ НАСОСНАЯ УСТАНОВКА И СПОСОБ СБОРКИ НАСОСНОЙ УСТАНОВКИ | 2013 |
|
RU2529979C1 |
| Подшипниковый узел ротора винтового компрессора | 2019 |
|
RU2702812C1 |
| РОЛИК ЛЕНТОЧНОГО КОНВЕЙЕРА | 1997 |
|
RU2121958C1 |
| КЛАПАН РАДИАТОРА | 1997 |
|
RU2137048C1 |
| ЦЕНТРОБЕЖНЫЙ НАСОС С БЕЗЗАЗОРНЫМ КРЕПЛЕНИЕМ РАБОЧЕГО КОЛЕСА И ТОРЦОВЫХ УПЛОТНЕНИЙ К ВАЛУ РОТОРА И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК НАСОСА | 2011 |
|
RU2487272C1 |