Известен токарный станок с равноускоренной подачей суппорта для обработки деталей типа винтов с -переменным шагом, содержащий кинематическую цепь вращения заготовки и цепь цодачи суппорта с цоворотной линейкой и -рееч.ной передачей. Цепь подачи суппорта выполнена неразветвленной и содержит три ходовых винта и поворотную линейку, что не позволяет обрабатывать длинные заготовки.
Предложенный сталок отличается от известного тем, что его кинематическая цепь подач выполнена из двух отдельных цепей, одна из которых предназначена для обеспечения начального постоянного щага и другая - для приращения щага, и эти цепи связаны меледу собой посредством дифференциального механизма, а поворотная линейка с реечной передачей соединены с кинематической цепью приращения шага обрабатываемой винтовой линии.
Такое выполнение станка обеспечивает обработку более длинных заготовок.
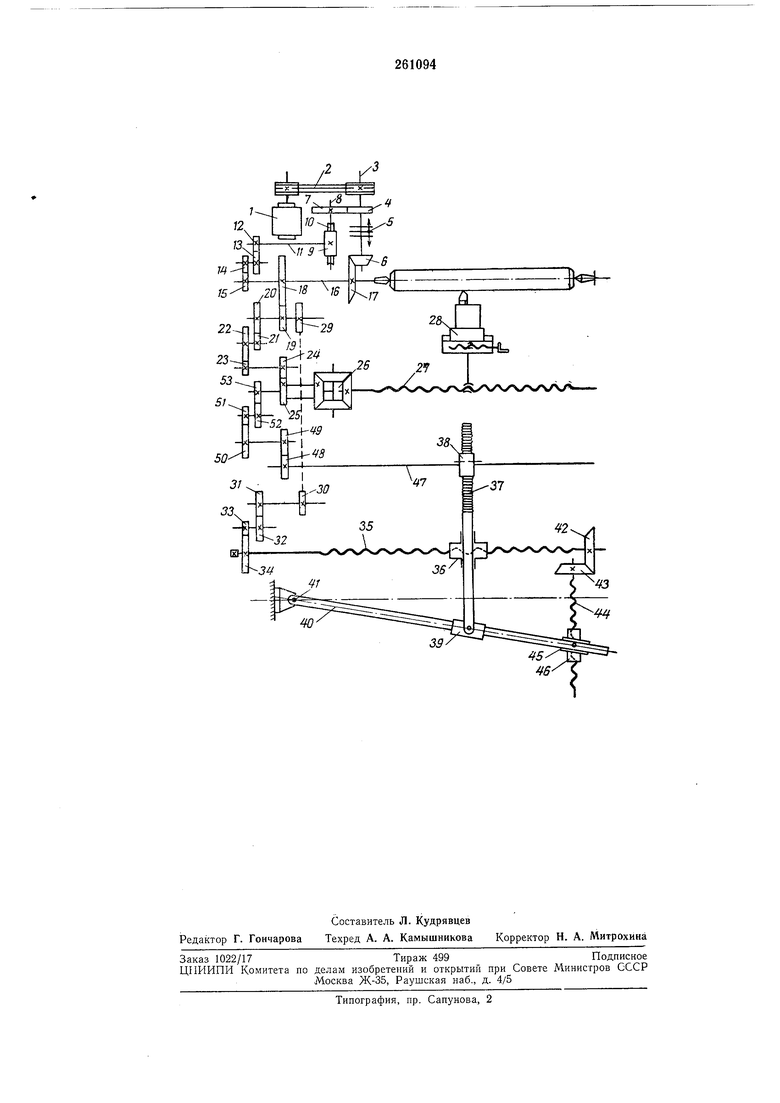
На чертеже дана кинематическая схема станка.
Электродвигатель 1 через передачу 2 соединен с валом 3, несущим на себе цилиндрическое зубчатое колесо 4, :муфту 5 сцепления и ко1вическое зубчатое колесо 6. Колесо 4 находится в постоянном зацеплении с зубчатым колесом 7, смонтированным на общем валу
8 с червяком 9, связанным с червячным колесом 10. На валу // червячного колеса 10 сидит ведущее зубчатое колесо 12 гитары сменных колес 13, 14, 15. Колесо 15 закреплено на
щпинделе 16 заготовки, иесущем на себе также коническое зубчатое колесо 17, находящееся в постоянном зацеплении с коническим зубчатым колесом 6. По кинедгатической цепи начального щага
шциндель 16 через цилиндрические зубчатые
и 19, сменные зубчатые колеса 20колеса
25 и дифференциал 26 связан с ходовым ви«том 27 суппорта 28.
По кинематической цепи приращения шага
щпиндель 16 через зубчатые колеса 18, 19, 29, 30 и сменные зубчатые колеса 31-34 связан с ходовым винтом 35 каретки 36, несущей зубчатую рейку 37 и реечное зубчатое колесо 38. Рейка 37 может перемещаться по направляющим каретки 36 в поперечном по отнощению к линии центров станка направлении и соединена щарнирно с ползущкой 39, перемещающейся вдоль поворотной линейки 40. Линейка 40 укреплена на щарнире 41 с возможностью поворота на некоторый угол относительно линии центров станка. Колесо 38, вращаясь с валом 47, может перемещаться вдоль его оси. Вал 47 через зубчатые колеса 48, 49, сменные зубчатые колеса 50-53 и дифференциал 26 связан с ходовым iBHHTOM 27. В случае применения в качестве инструмента не резца, а фрезы «а суппорте монтируется фрезерная головка с приводом (на чертеже не показана). Для настройки станка на скорость враще- ю ния заготовки используется гитара с зубчатыми колесами 12-15. Для настройки на начальный шаг, обеспечивающий перемещение суппорта на величину этого щага за один оборот заготовки используется гитара с зубчаты- 15 ми колесами 20-23. Для настройки ла приращен1ие щага, увеличивающееся при каждом обороте шпинделя 16 на заданную постоянную величину, применяется гитара с зубчатыми колесами 50-53. Таким образом, при еовер- 20 шении щпинделем числа оборотов, равного числу ларезаемых витков, суппорт от данной цепи перемещается за один проход на расстояние, равное сумме всех приращений щага. Гитара с зубчатыми колесами 31-34 исполь- 25 зуется для настройки ла число подлежащих нарезанию витков при постоянной длине хода ползущки 39 в продольном направлении, равной расстоянию от шарнира 41 до ходового винта 44.30 Перед началом обработюи резец закрепляется в резцедержателе суппорта 2S. В случае применения фрезы она закрепляется в шпииделе фрезерной головки. Ползушка 59 усталавливается в нулевое положение над осью 35 шарнира 41. Линейка 40 устанавливается параллельно оси щентров станка. Муфтой 5 подключается колесо 4. При включении электродвигателя 1 начинает вращаться с рабочей скоростью шпин- 40 дель 16 заготовки. По цепи лачального щага вращение от шпинделя 16 через зубчатые колеса 18-25 передается левому колесу дифференциала 26. По цепи приращения шага вращение от 45 щпинделя 16 через зубчатые колеса 18, 19 и 29-34 передается винту 35 и далее через зубчатые колеса 42, 43 - вилту 44. Винт 35 пе5ремещает карежу 36 с реечной .передачей 37, 38 и ползущкой 39 в продольном направлении. Вйнт 44 перемещает гайку 45 с направляющими 46 в лоперечном направлении, вследствие чего лИНейка 40 поворачивается ,на оси -шарнира 41. Ползущка 39, двигаясь вдоль Л1инейк1и 40, наклоненной к оси центров станка, перемещает рейку 37 в поперечном направлении, которое вследствие непрерывного изменения угла наклона линейки получается равноускоренным. Рейка 37, перемещаясь, вращает колесо 38, от которого через зубчатые колеса 48-53 движение подается на водило дифференцнала 26. Последний суммирует движения, поступающие от обеих цепей, и передает суммарное равноускоренное движение на винт 27, перемещающий суппорт 28 с инструментом. Движение суппорта будет равноускоренным, вследствие чего шаг нарезаемой канавки будет непрерывно расти. По окончании одного прохода муфта 5 переключается на зубчатое колесо 6, включается обратное вращение шпинделя 16 и перемещение суппорта 28 на ускоренном ходе. Все подвижные элементы станка возвращаются в исходное положение. Предмет изобретения Токарный сталок с равноускоренной подачей суппорта для обработки деталей типа винтов с переменным шагом, содержащий килематическую щепь вращения заготовки и цепь подачи суппорта с поворотной линейкой и реечной передачей, отличающийся тем, что, с целью обеспечения обработки более длинных заготовок, кинематическая цепь подач выполнена из двух отдельных цепей, одна из которых предназначена для обеспечения лачального постоянного шага и вторая - для приращения шага, и эти цепи связаны между собой посредством дифференциального механизма, а поворотная линейка с реечной лередачей соединены с К1инематической цепью приращения щага обрабатываемой винтовой линии.
/ Kf
12.
IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок для нарезания винтов с переменным шагом | 1976 |
|
SU607654A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU891223A2 |
| Токарный станок для нарезания винтов с переменным шагом | 1978 |
|
SU732096A2 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU772723A1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВБ1Х ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГОШАГА | 1971 |
|
SU421444A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| Токарный станок для нарезания винтов с переменным шагом | 1982 |
|
SU1076225A2 |
| Токарный станок для нарезанияВиНТОВ C пЕРЕМЕННыМ шАгОМ | 1978 |
|
SU810379A2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |