Изобретение относится к области обработки металлов резанием и может применяться при фрезеровании винтовых канавок с переменным шагом и радиусом профиля канавки на широкоуниверсальных фрезерных станках.
Известен способ обработки винтовых поверхностей переменного шага на фрезерных станках, при котором используется устройство [1], содержащее шпиндель изделия, механизм изменения шага винтовой поверхности, включающий задающий элемент, узел передачи движения с переменной скоростью в виде карданной передачи и гитару сменных зубчатых колес, расположенную между узлом передачи движения и шпинделем изделия.
Недостатками известного способа является недостаточное качество обработки вследствие низкой жесткости кинематической цепи от ходового винта стола до шпинделя изделия, сложность наладки на заданный закон изменения шага винтовой поверхности и невозможность обработки винтовых поверхностей с переменным радиусом профиля.
Заявляемое изобретение направлено на достижение технического результата, который заключается в обеспечении возможности фрезерования винтовых канавок с любым законом изменения шага и с увеличивающимся радиусом профиля.
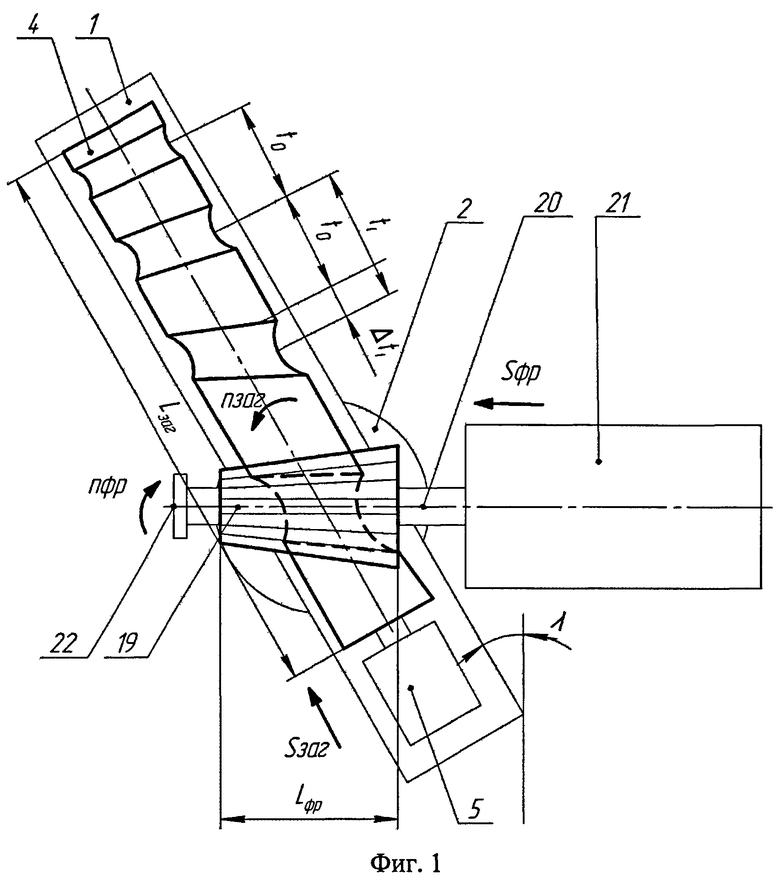
Заявляемый способ фрезерования винтовых канавок с переменным шагом и радиусом профиля заключается в том, что стол широкоуниверсального фрезерного станка с заготовкой предварительно поворачивают на угол подъема винтовой линии заготовки, соответствующий наибольшему шагу; затем фрезе сообщают вращение, столу с заготовкой сообщают равномерное поступательное перемещение вдоль оси заготовки. Заготовке сообщают согласованное с перемещением стола сложное движение, являющееся суммой равномерного вращения и переменного вращения, поступающего от привода стола через гитару настройки скорости вращения кулачка; кулачок, задающий закон изменения шага; зубчато-реечную передачу; гидроусилитель; гитару коррекции приращения шага. Суммирование равномерного и переменного вращения производят с помощью механизма дифференциала. С целью постепенного увеличения радиуса профиля винтовой канавки применяют коническую фрезу, которая вместе с ползуном станка совершает движение осевой подачи.
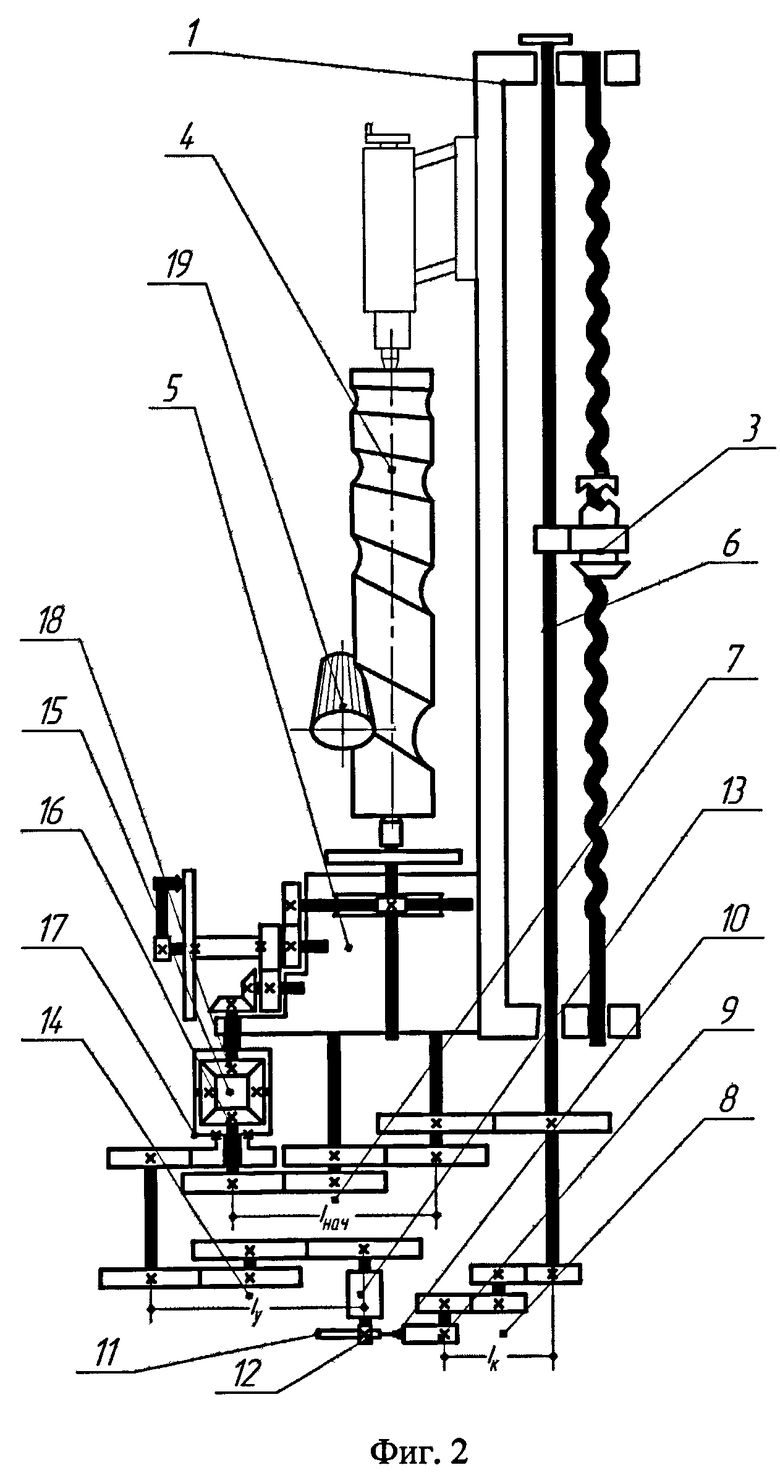
На фиг.1 показана схема фрезерования винтовой канавки, вид сверху; на фиг.2 показана кинематическая схема вращения заготовки.
Способ может применяться на широкоуниверсальных фрезерных станках, оснащенных продольным столом на поворотной плите и ползуном для осевой подачи фрезы.
Для осуществления способа необходим стол 1, установленный на поворотной плите 2. Стол должен перемещаться от привода 3 станка. Заготовка 4 устанавливается с помощью делительной головки 5. На механизм делительной головки вращение передается от вала 6 привода стола по двум кинематическим цепям. Первая цепь обеспечивает равномерное вращение заготовки 4 и включает гитару сменных зубчатых колес 7. Вторая цепь обеспечивает переменное вращение заготовки и включает гитару сменных зубчатых колес 8, кулачок 9 с толкателем 10, зубчатую рейку 11, закрепленную на толкателе 10, зубчатое колесо 12, гидроусилитель 13, гитару сменных зубчатых колес 14. Суммирование вращений от двух кинематических цепей осуществляется механизмом дифференциала 15, который включает ведущее колесо 16, водило 17 и ведомое колесо 18. Для осуществления способа также применяется коническая фреза 19, которая устанавливается на оправке 20. Оправка 20 устанавливается в шпинделе ползуна 21 и поддерживается серьгой 22.
Заготовка 4 устанавливается на столе 1 фрезерного станка с помощью делительной головки 5. Стол 1 поворачивается с помощью поворотной плиты 2 на угол подъема винтовой канавки, соответствующий наибольшему шагу:

где tmax - наибольший шаг винтовой канавки,
D - диаметр заготовки.
Коническая фреза 19 получает вращение с частотой nфр.
Стол 1 с заготовкой 4 совершает равномерное поступательное перемещение вдоль оси заготовки со скоростью Sзаг от привода 3 станка. От вала 6 привода станка вращение передается на гитару сменных зубчатых колес 7 с передаточным отношением iнач, которое настраивается на значение начального шага винтовой канавки по следующему соотношению:
t0 мм перемещения стола с заготовкой → 1 оборот заготовки.
Таким образом, обеспечивается равномерное вращение заготовки n0.
Для обеспечения нарезания винтовой канавки с переменным шагом на равномерное вращение заготовки накладывается переменное вращение, обеспечивающее увеличение шага Δti винтовой канавки по сравнению с начальным значением t0:

где ti - текущее значение шага винтовой канавки.
Δti - величина переменная, поэтому для ее обеспечения необходимо создать дополнительное переменное вращение заготовки Δn, которое будет суммироваться с основным n0. Для обеспечения переменного вращения заготовки движение с вала 6 через гитару сменных зубчатых колес 8 передается на кулачок 9. Профиль кулачка строится с учетом обеспечения заданного закона изменения шага винтовой канавки. Передаточное отношение iк гитары сменных зубчатых колес 8 настраивается так, чтобы при перемещении заготовки на полную длину нарезаемой винтовой канавки Lзаг кулачок поворачивался на угол θр своего рабочего профиля:
Lзаг мм перемещения стола→ оборот кулачка,
оборот кулачка,
где θр - рабочий угол профиля кулачка в градусах.
Зубчато-реечный механизм преобразует поступательное перемещение толкателя 10 кулачкового механизма во вращательное движение зубчатого колеса 12. От зубчато-реечного механизма вращение передается на гидроусилитель 13, который повышает значение крутящего момента с целью обеспечения достаточного усилия при резании. От гидроусилителя 13 вращение передается на гитару сменных зубчатых колес 14 с передаточным отношением iу. Гитара 14 служит для коррекции величины приращения шага и настраивается так, чтобы при перемещении толкателя 10 на величину перепада радиусов Δr рабочего участка кулачка обеспечивалось полное приращение шага Δt по всей длине участка нарезания винтовой линии:

Суммирование вращений по двум ветвям кинематической цепи производится на механизме дифференциала 15. Равномерное вращение поступает от гитары 7 на центральное ведущее колесо 16 механизма дифференциала. Переменное вращение поступает от гитары 14 на водило 17 механизма дифференциала. Суммарное вращение снимается с ведомого зубчатого колеса 18 и поступает на механизм делительной головки 5, в шпинделе которой закрепляется заготовка.
Таким образом, осуществляется суммарное переменное вращение заготовки nзаг=n0+Δn, что в согласовании с равномерным перемещением заготовки вдоль своей оси обеспечивает нарезание винтовой канавки с переменным шагом.
Для обеспечения постепенного увеличения радиуса профиля винтовой канавки, коническая фреза 19 вместе с ползуном 21 совершает движение подачи Sфр вдоль своей оси. Скорость подачи Sфр выбирается так, чтобы за время перемещения заготовки вдоль своей оси на длину участка винтовой канавки Lзаг фреза переместилась вдоль своей оси на длину своего рабочего участка Lфр.
Lзаг мм перемещения стола 1 с заготовкой→
→Lфр мм перемещения ползуна 21 с фрезой.
Источники информации
1. Авторское свидетельство СССР №1528625, кл. B23C 3/32 от 15.12.1989, бюл. №46.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2011 |
|
RU2529144C2 |
| СПОСОБ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2016 |
|
RU2621200C1 |
| ТОКАРНЫЙ СТАНОК G РАВНОУСКОРЕННОЙ ПОДАЧЕЙ | 1970 |
|
SU261094A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Вертикальный зубофрезерный станок | 1967 |
|
SU272790A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Устройство для нарезания винтовых поверхностей с изменяемым шагом | 1967 |
|
SU326813A1 |
Способ заключается в том, что стол с заготовкой поворачивают на угол подъема винтовой канавки, заготовке сообщают равномерное поступательное перемещение вдоль своей оси вместе со столом станка и вращательное движение, соответствующее поступательному перемещению стола. Для расширения технологических возможностей сложное вращательное движение заготовки получают суммированием равномерного и переменного по заданному закону вращения, при этом угол поворота стола соответствует наибольшему шагу винтовой канавки, а постепенно увеличивающийся радиус профиля винтовой канавки получают поступательным перемещением конической фрезы вдоль своей оси. 2 з.п. ф-лы, 2 ил.
1. Способ фрезерования винтовых канавок с переменным шагом и радиусом профиля, включающий поворот фрезерного стола с заготовкой на угол подъема винтовой канавки, сообщение заготовке равномерного поступательного перемещения вдоль своей оси вместе со столом станка и вращательного движения, соответствующего поступательному перемещению стола, отличающийся тем, что осуществляют сложное вращательное движение заготовки суммированием равномерного и переменного по заданному закону вращения, при этом угол поворота стола соответствует наибольшему шагу винтовой канавки, и получают постепенно увеличивающийся радиус профиля винтовой канавки поступательным перемещением конической фрезы вдоль своей оси.
2. Способ по п.1, отличающийся тем, что переменное вращение задают гитарой настройки скорости вращения кулачка, кулачковым механизмом, зубчато-реечной передачей, гидроусилителем, гитарой коррекции приращения шага.
3. Способ по п.1, отличающийся тем, что суммирование равномерного и переменного вращений производят посредством механизма дифференциала.
| Устройство к фрезерному станку для обработки винтовых поверхностей переменного шага | 1987 |
|
SU1528625A1 |
| ВСЕСОЮЗНАЯ '••П4ТЕНТКО-иХ1{«'!ГНА8|^, | 0 |
|
SU325117A1 |
| 1971 |
|
SU416186A1 | |
| Способ обработки винтовой канавки | 1981 |
|
SU1041236A1 |
| US 3673919 A, 04.07.1972. | |||

