органами настройки и изменением угла между осью центров 19 и винтом 16.
Орган настройки 6 (гитара сменных зубчатых колес) используется для настройки на число нарезаемых витков при постоянной длине хода гайки 20 ио винту неременного шага 16.
Орган настройки 13 (гитара смеииых зубчатых колес) служит для настройки перемещения гайки 20 по винту переменного 1иага 16.
Орган настройки 25 (гитара сменных зубчатых колес) служит для настройки на приращение шага, увеличивающееся при каждом обороте щпинделя 5 на задаваемую величину. Таким образом, при совершении шпинделем 5 числа оборотов, равного числу нарезаемых витков, суппорт // переместится от цепи приращения шага за один проход на расстояние, равное сумме всех приращений шага.
Изменение угла ф между осью центров 19 и винтом переменного шага 16 обеспечивает изменение величины перемещения рейки 21 за один оборот винта 16. Это позволяет изменять закон нарастания шага нарезаемых винтов.
Перед началом обработки резец закрепляется в резцедержатель суппорта 11. Винт переменного шага 16 устанавливается под требуемым углом ф.и закрепляется, а гайка 20 выводится в исходное положение возле опоры 27. Для этого, предварительно выведя из зацепления зубчатые колеса в гитарах 13 и 25, вращают рукоятку 28 винта переменного шага 16.
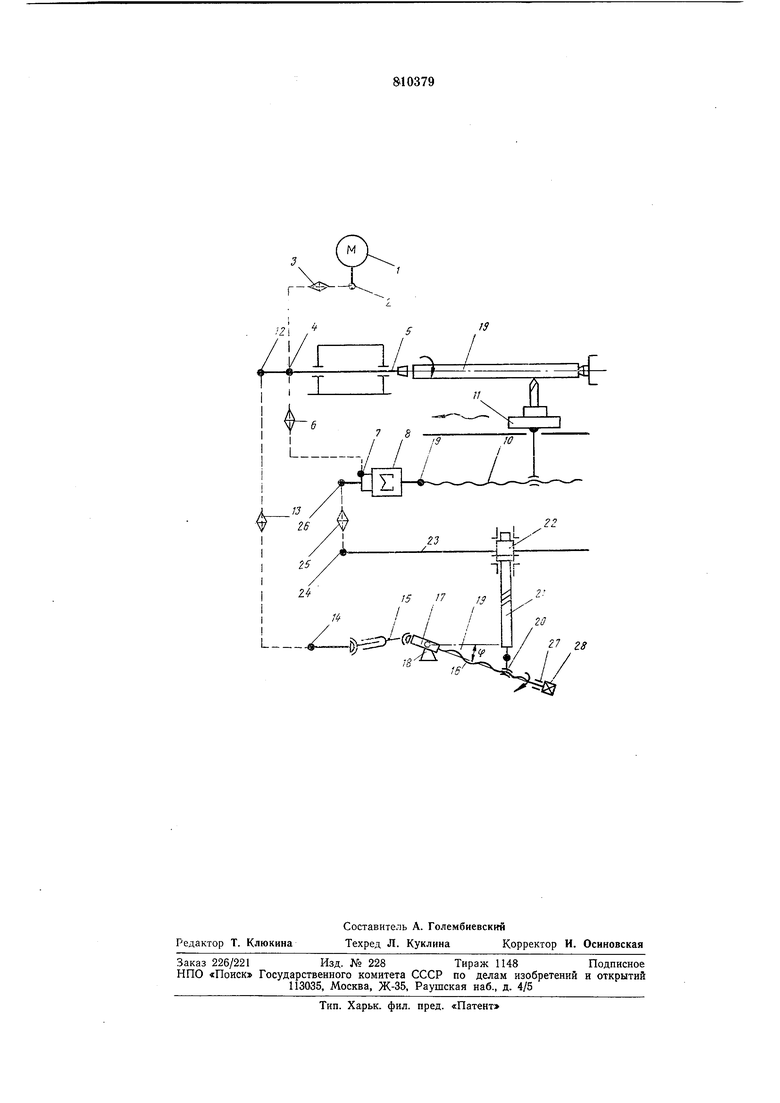
При включении электродвигателя 1 начинает вращаться с рабочей круговой частотой шпиндель 5, несущий заготовку. По цепи начального шага вращение от шпинделя 5 через кинематическую пару 4, орган настройки 6, входное звено 7 передается суммирующему механизму 8.
По цепи приращения шага вращение от шпинделя 5 посредством кинематической
пары 12, органа настройки 13, кинематической пары 14, карданный телескопический вал 15 сообщается винту переменного шага 6. Винт 16 перемещает гайку 20, связанную шарнирно с зубчатой рейкой 21, перемещающейся вместе с реечным колесом 22 в продольном направлении.
Гайка 20, перемещаясь вдоль винта переменного шага 16, наклоненного к оси
центров станка, перемещает рейку 21 в поперечном нанравлении, которое вследствие непрерывного изменения щага винта 16 получается ускоренным.
Рейка 21, перемещаясь, вращает реечное
колесо 22. Вращение этого колеса через кинематическую пару 24, орган настройки 25, входное звено 26 передается суммирующему механизму 8. Последний суммирует движения, поступающие от цепи начального шага и цепи приращения шага, и передает суммарное движение через выходное звено 9 на ходовой винт 10, перемещающий суппорт //.
Движение суппорта // будет ускоренным, вследствие чего шаг нарезаемой резьбы будет непрерывно расти.
По окончании прохода направление вращения шпинделя 5 реверсируется, и все подвижные элементы станка возвращаются
в исходное положение.
Формула изобретения
Токарный станок для нарезания винтов с переменным шагом по авт. св. № 607654, отличающийся тем, что, с целью упрощения конструкции станка, винт, установленный в цепи приращения шага, выполнен с переменным шагом и установлен под углом к оси центров станка.
Источник инфо рмащии, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР № 607654, кл. В 23 В 5/00, 1976.
1