Описываемый стан относится к обл&сти производства листового проката из высокопрочных марок стали и может быть использован на металлургических предприятиях для правки тонкодистового проката.
Известны листоправильные станы, содержащие опорные валы большого диаметра, на которые опираются правильные ролики разного диаметра. Кроме того, в известных станах имеются боковые ролики, взаимодействующие с крайними правильными роликами.
Однако в этих станах опорные валы хорошо воспринимают лишь радиальные составляющие тех сил, .которые поступают к ним со стороны рабочих роликов. Все касательные составляющие этих сил в стане могут быть уравновешены либо за счет сил трения, либо введением промежуточных сепараторов. Максимальному изгибу в этих станах подвергается лист лишь в двух-трех средних роликах машины, а под остальными роликами деформация резко уменьшается.
Для повышения качества правки тонкого высокопрочного листового материала описываемый стан снабжен промежуточными опорйыми роликами разного диаметра, смонтированными между опорными валами и правильными роликами, расположенными группами так, что ролики средней группы имеют равный диаметр и установлены с одинаковым шагом,
а ролики крайних групп, расположенных с входной и выходной стороны стана, установлены с постепенно увеличивающимся от центра .Шагом.
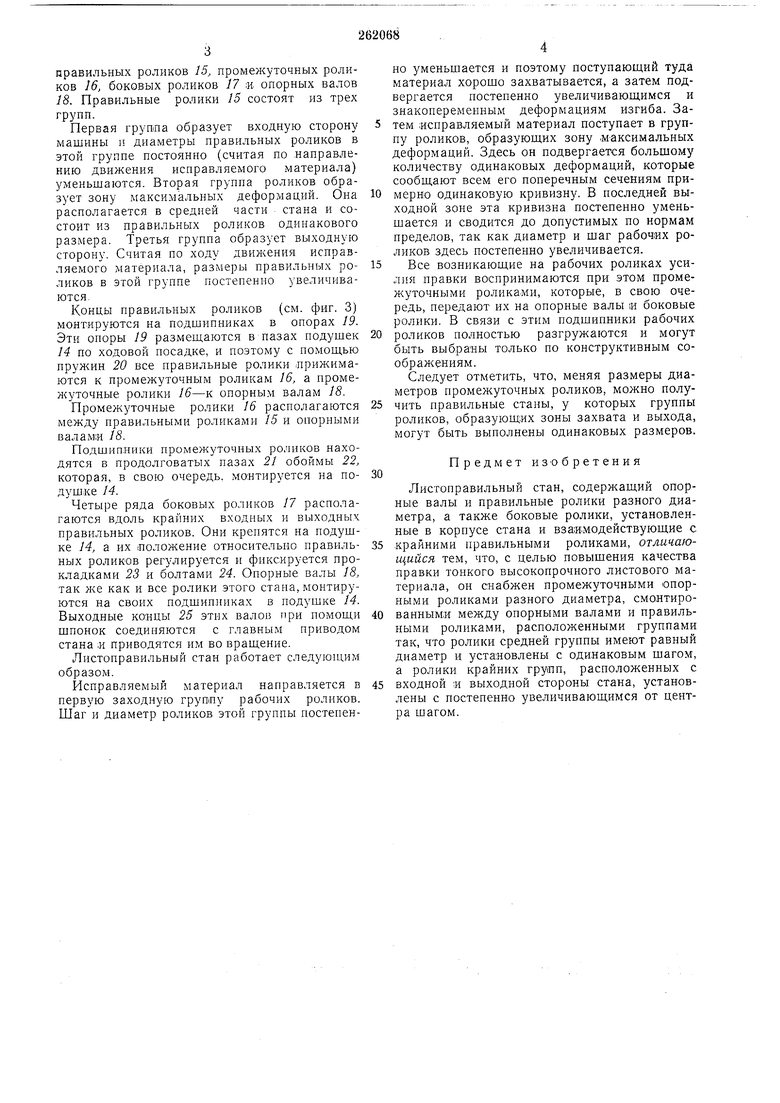
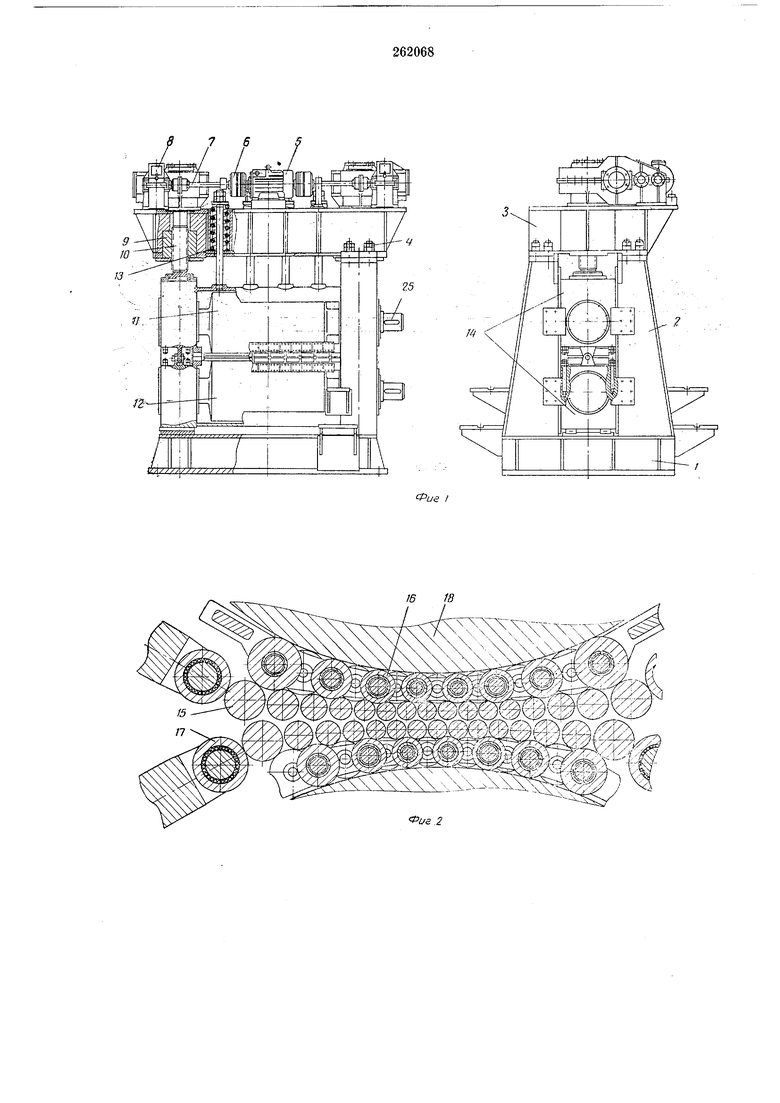
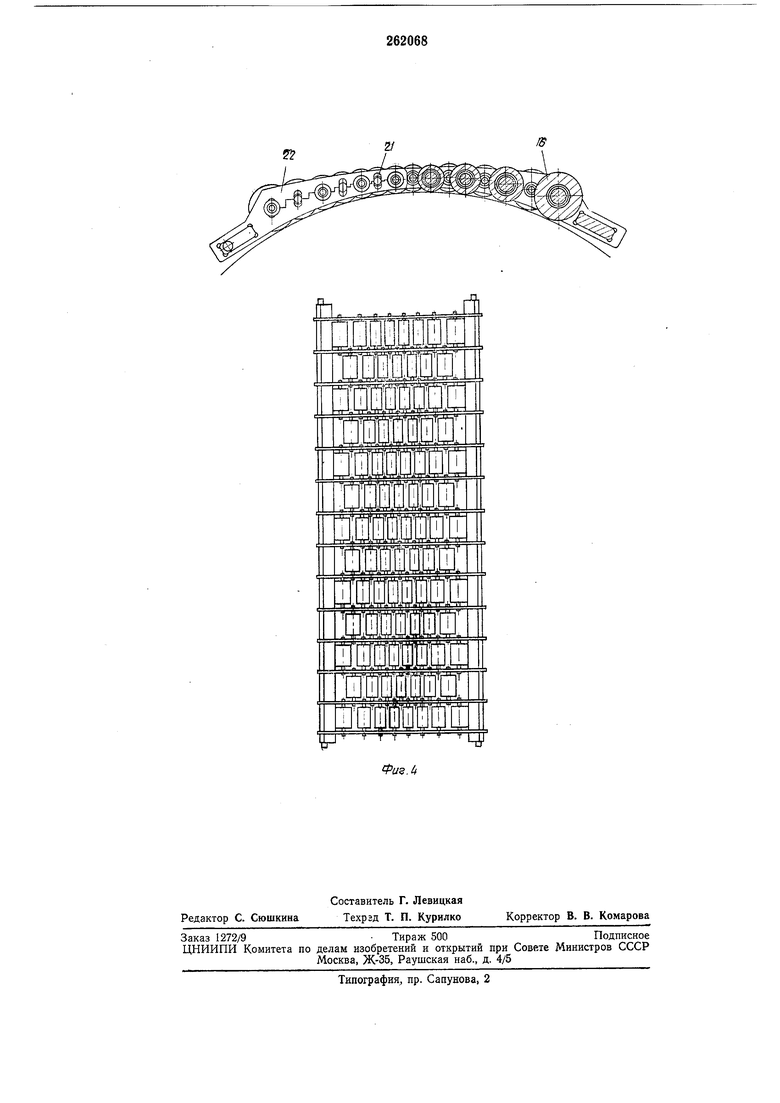
На фиг. 1 показан описываемый стан с промежуточными роликами; на фиг. 2-принципиальная схема взаимного расположения роликов в стане; на фиг. 3-узел правильных роликов; на фиг. 4-обойма с промежуточными роликами.
Основными узлами этого стана является станина, нажимное устройство, верхние ролики и нижние ролики.
Станина состоит из основания /, сваренного с основанием четырех стоек 2, и верхней рамы 3, которая при помощи болтов 4 соединяется со стойками 2. Нажимное устройство располагается на верхней раме 3 и включает в себя электродвигатель 5, электромагнитные муфты 6, про.межуточные валы 7, редукторы 8, гайки 9 и нажимные винты 10. Узел // верхних роликов и узел 12 нижних роликов размещаются в пазах между стойками 2. Верхние ролики при помощи пружин 13 постоянно прижимаются к голов;кам нажимных винтов 10, а ролики лежат на основании /.
Узлы 11 и 12 соответственно верхних и нижних роликов по своей конструкции одинаковы. Они состоят из подушек 14, в которых монтируются (см. фиг. 2) подшипниковые опоры правильных роликов 15, промежуточных роликов 16, боковых роликов 17 и опорных валов 18. Правильные ролики 15 состоят из трех групп. Первая rpynioa образует входную сторону машины и диаметры правильных роликов в этой группе постоянно (считая по направлению движения исправляемого материала) уменьшаются. Вторая группа роликов образует зону максимальных деформаций. Она располагается в средней части стана и состоит из правильных роликов одинакового размера. Третья группа образует выходную сторону. Считая по ходу движения исправляемого материала, размеры правильных роликов в этой группе постепенпо увеличиваются. Концы правильных роликов (см. фиг. 3) монтируются на подшипниках в опорах 19. Эти опоры 19 размешаются в пазах подушек 14 по ходовой посадке, и поэтому с помош,ью пружин 20 все правильные ролики .прижимаются к промежуточным роликам 16, а промежуточные ролики 16-к опорным валам 18. Промежуточные ролики 16 расиолагаются между правильными роликами 15 и опорными валами 18. Подшипники промежуточных роликов находятся в продолговатых пазах 21 обоймы 22, которая, в свою очередь, монтируется на подушке 14. Четыре ряда боковых роликов 17 располагаются вдоль крайних входных и выходных правильных роликов. Они крепятся на подушке 14, а их положение относительно правильных роликов регулируется и фиксируется прокладками 23 и болтами 24. Опорные валы 8, так же как и все ролики этого стана, монтируются на своих подшипниках в подушке 14. Выходные концы 25 этих валов при помош,и шпонок соединяются с главным приводом стана .и приводятся юл во врашение. Листоправильный стан работает следуюпгим образом. Исправляемый материал направляется в первую заходную группу рабочих роликов. Шаг и диаметр роликов этой группы постепенно уменьшается и поэтому поступаюш,ий туда материал хорошо захватывается, а затем подвергается постепенно увеличивающимся и знакопеременным деформациям изгиба. Затем исправляемый материал поступает в группу роликов, образуюш,их зону .м аксимальных деформаций. Здесь он подвергаетх;я большому количеству одинаковых деформаций, которые сообш,ают всем его поперечным сечениям примерно одинаковую кривизну. В последней выходной зоне эта кривизна постепенно уменьшается и сводится до допустимых по нормам пределов, так как диаметр и шаг рабочих роликов здесь постепенно увеличивается. Все возникаюш,ие на рабочих роликах усилия правки воспринимаются при этом промежуточными роликами, которые, в свою очередь, передают их на опорные валы и боковые ролики. В связи с этим подшипники рабочих роликов полностью разгружаются и могут быть выбраны только по конструктивным соображениям. Следует отметить, что, меняя размеры диаметров промежуточных роликов, можно получить правильные станы, у которых группы роликов, образующих зоны захвата и выхода, могут быть выполнены одинаковых размеров. Предмет изОбретения Листоправильный стан, содержащий опорные валы и правильные ролики разного диаметра, а также боковые ролики, установленные в корпусе стана и взаимодействующие с крайними правильными роликами, отличающийся тем, что, с целью повышения качества правки тонкого высокопрочного листового материала, он снабжен промежуточными опорными роликами разного диаметра, смонтированными между опорными валами и правильными роликами, расположенными группами так, что ролики средней группы имеют равный диаметр и установлены с одинаковым шагом, а ролики крайних групп, расположенных с входной и выходной стороны стана, установлены с постепенно увеличивающимся от центра шагом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| Узел установки роликов листоправильной машины | 1989 |
|
SU1682000A1 |
| Листоправильная машина | 1975 |
|
SU551075A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
| ЛИСТОПРАВИЛЬНЫИ СТАН | 1966 |
|
SU182093A1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ И ДРУГИХ ПРОФИЛЕЙ | 1993 |
|
RU2061571C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1971 |
|
SU315484A1 |
т w
Р
