Изобретение относится к области обработки металлов давлением, а именно к правке проката на роликовых машинах многократного знакопеременного изгиба.
Известен листоправильный стан, содержащий опорные валки, расположенные в подушках. У одного из валков подушки связаны с нажимными винтами и их приводами. Стан имеет промежуточные ролики, смонтированные в обоймах, правильные ролики, установленные в подшипниковых опорах. Боковые опорные ролики контактируют с крайними правильными роликами. Имеются также механизмы регулировки положения роликов. Промежуточные ролики в обоймах, правильные ролики, боковые опорные ролики и механизмы регулировки их положения установлены в двух отдельных - верхней и нижней, правильных кассетах, соединенных с подушками соответственно верхнего и нижнего опорных валков. По крайней мере одна из кассет соединена с подушками соответствующего вала шарнирно, а нажимные винты, связанные с этими подушками, не соединены между собой. Промежуточные ролики, смонтированные в обоймах, в кассетах установлены в фиксированном положении и без зазора в направлении движения металла, а правильные ролики установлены в кассетах с зазорами между соседними подшипниковыми опорами (см. патент РФ №2256521 C1, B21D 1/02, опубликован 2005.07.20).
Недостатками известного листоправильного стана являются его узкие технологические возможности, т.к. при работе стана правильные ролики имеют возможность перемещаться только одновременно и параллельно друг другу, при этом необходимая величина перегиба листа задается только относительным расположением верхних и нижних правильных роликов при постоянном расстоянии между роликами в каждом ряду. Величина перегиба листа ограничена тяговым усилием стана, которое создается силами трения между роликами и листом, поэтому известный листоправильный стан предназначен для правки листов в узком диапазоне толщин и прочностных характеристик металла и эффективен в прокатных станах для устранения постоянных дефектов конкретного прокатного стана - волнистости и коробоватости листа. Кроме указанного, на известном стане невозможно задать в машину лист с сильно искривленными концами.
Известна также листоправильная машина, содержащая установленные в станине верхнюю и нижнюю кассеты, несущие правильные приводные ролики, размещенные с возможностью перемещения по вертикали. При этом листоправильная машина снабжена механизмом горизонтальной сдвижки нижней кассеты в направлении прохождения обрабатываемого материала, приводы которого закреплены на станине. Рабочие органы приводов выполнены с возможностью контактирования с нижней кассетой.
Приводы механизма горизонтальной сдвижки выполнены в виде гидроцилиндров. (см. патент РФ №2228231 С2, В21D 1/02, опубликован 2003.12.20).
Недостатками известной листоправильной машины являются ее ограниченные технологические возможности, связанные с тем, что конструкция машины не позволяет перекосить верхние и нижние правильные рамки относительно друг друга в плоскости, перпендикулярной направлению движения обрабатываемого металла, что необходимо для устранения такого дефекта как «сабельность» или продольная кривизна. Указанный дефект возникает при термическом раскрое листов металла на полосы и создает большие проблемы, например производителям сварных балок. Перекос правильных роликов необходим также для устранения волнистости по краям листа (см. рекомендации на стр.196, рис.99 «в», Е.Н.Мошнин. Гибка и правка на ротационных машинах. Технология и оборудование. Москва: Машиностроение, 1967 г.) Кроме того, отсутствие индивидуальной регулировки крайних правильных роликов по вертикали не позволяет создать у переднего ролика условий для удобного заведения листа в зону обработки, а задний ролик не участвует в обеспечении прямолинейности прошедшего правку листа.
Известна также листоправильная машина, принятая за прототип, содержащая два ряда правильных роликов, расположенных с одинаковым шагом t в шахматном порядке. Верхний ряд роликов установлен на подвижной траверсе, а нижний ряд - стационарно на станине. Машина снабжена расположенными соответственно перед и за верхним рядом правильных роликов, считая по ходу технологического процесса, задающим и направляющим неприводным роликами. Упомянутые приводные ролики установлены на расстоянии не более 2 t от крайних правильных роликов с возможностью регулируемого перемещения. Приводные станинные ролики установлены перед и за нижним рядом правильных роликов на расстоянии не более 2 t от крайних правильных роликов. Нижний ряд правильных роликов снабжен с каждой стороны по меньшей мере одним дополнительным правильным роликом, установленным относительно соседнего правильного ролика с шагом t и с возможностью вертикального возвратно-поступательного перемещения (см. патент РФ №2205082 С2, В21D 1/02, опубликован 2003.05.27).
Недостатком данной листоправильной машины является отсутствие возможности исправлять такие дефекты листов и полос как «сабельность» и волнистость по краям листов, для чего конструкция машины должна предусматривать возможность перекоса осей верхних и нижних правильных роликов относительно друг друга в плоскости, перпендикулярной направлению движения обрабатываемого металла. Кроме того, данная машина выполнена по схеме расположения валков и принципу их регулировки «с параллельными рядами валов», что затрудняет ее применение для правки относительно тонких листов (см. рекомендации на стр.193-194, Е.Н. Мошнин. Гибка и правка на ротационных машинах. Технология и оборудование. Москва: Машиностроение, 1967 г.).
Целью настоящего предлагаемого изобретения является создание листоправильной машины с расширенными технологическими возможностями, позволяющей работать в широком диапазоне толщин листов с устранением различных видов дефектов листов и полос.
Поставленная задача с достижением указанной цели решается тем, что листоправильная машина содержит два ряда правильных роликов, расположенных в шахматном порядке, нижний ряд которых расположен стационарно на станине и все ролики которого выполнены приводными, а верхний ряд размещен в неподвижных траверсах, отличающаяся тем, что каждый верхний правильный ролик смонтирован на подшипниках в двух ползушках, каждая из которых имеет возможность возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения металла, и каждая ползушка связана с приводом ее перемещения, например гидроцилиндром, установленным на траверсе, а количество роликов в верхнем ряду превышает количество роликов в нижнем ряду на единицу.
Заявленное решение поясняется чертежами, на которых изображено следующее:
На фиг.1 - схематически изображена листоправильная машина, общий вид с сечением по В-В фиг.2.
На фиг.2 - Вид А на фиг.1.
На фиг.3 - разрез Б-Б на фиг.1, причем верхний ролик показан настроенным с перекосом относительно нижнего на угол α.
На фиг.4 - показано положение правильных роликов в машине, настроенных по схеме «с параллельными рядами роликов».
На фиг.5 - показано положение правильных роликов в машине, настроенных по схеме «с непараллельными рядами роликов».
Предлагаемая листоправильная машина содержит станину, состоящую из двух вертикальных стоек 1, смонтированных на раме 2 и связанных между собой стяжками 3. На стойках установлены траверсы 4, в пазу которых размещены, с возможностью возвратно-поступательного перемещения в вертикальной плоскости, ползушки 5, в которых на сферических подшипниках 6 качения установлены верхние правильные ролики 7. Каждая ползушка 5 соединина со штоком гидроцилиндра 8, который закреплен на траверсе 4. В стойках 1 стационарно установлены также на подшипниках качания 9 нижние правильные ролики 10, на одном выходном конце которых установлены зубчатые колеса 11, которые входят в зацепление с шестерней 12, установленной на валу 13, который, в свою очередь, связан через муфту 14, редуктор 15 и тормоз 16 с двигателем 17, установленным на раме 2.
Гидроцилиндры 8 связаны трубопроводами с гидростанцией 18, которая представляет собой емкость с рабочей жидкостью, на которой установлен насос с электроприводом и размещена аппаратура управления.
Предлагаемая листоправильная машина работает следующим образом. Машина имеет симметричную конструкцию. Вход листа 19 на чертеже показан стрелкой и возможен с обоих сторон, а также возможна работа в режиме реверса.
Обрабатываемый лист 19 по рольгангу (не показан) подается к крайнему верхнему ролику 7, который выполняет роль задающего и может быть использован как инструмент подгибки искривленного конца листа. Затем листоправильная машина настраивается по одной из трех схем правки листа. Для относительно толстых листов машина настраивается по схеме «с параллельными рядами роликов» (см. фиг.4), для чего с пульта управления (не показан) дается команда на синхронное перемещение с помощью гидроцилиндров 8 верхних правильных роликов 7 на величину, обеспечивающую просвет между рядами верхних правильных роликов 7 и нижних правильных роликов 10, несколько меньший, чем толщина обрабатываемого листа 19. Затем включается двигатель 17 и лист 19, протягиваясь между правильными роликами 7 и 10, испытывает многократные чередующиеся в противоположные стороны изгибы с напряжениями, превосходящими предел текучести материала, благодаря чему и достигается выправление листа.
Для относительно тонких листов машина настраивается по схеме «с не параллельными рядами роликов», для чего верхние правильные ролики 7 выставляются с помощью гидроцилиндров 8 под некоторым углом φ к оси центров нижних правильных роликов 10 (см. фиг.5). При этом кривизна перегиба листа постепенно уменьшается и на последнем ролике становится близкой к кривизне упругого изгиба. По данной схеме верхний ряд правильных роликов 7 имеет двойную регулировку: регулируется его положение по высоте и угол наклона. Затем включается двигатель 17 и происходит процесс правки.
Для процесса правки листа или полосы с продольной кривизной (сабельностью) листоправильную машину настраивают по одной из описанных схем - «с параллельными или не параллельными рядами роликов» и дополнительно перекашивают оси верхних правильных роликов 7 относительно осей нижних 10 на угол α, для чего с помощью гидроцилиндров 8 перемещают ползушки 5, установленные только в одной траверсе 4, например правой (см. фиг.3) на определенную величину, причем большую величину перегиба листа или полосы создают со стороны центра продольной кривизны. По данной схеме верхний ряд правильных роликов имеет тройную регулировку: регулируется его положение по высоте, угол наклона центров верхнего ряда относительно нижнего и угол наклона осей верхних роликов относительно нижних. Затем включается двигатель 17 и происходит процесс правки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНЫЙ СТАН | 2004 |
|
RU2256521C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
| Листоправильная машина | 1987 |
|
SU1500407A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2228231C2 |
| Листоправильная машина | 1975 |
|
SU551075A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2041754C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2581697C1 |
| Роликовая правильная машина | 2017 |
|
RU2690391C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
Изобретение относится к области обработки металлов давлением, а именно к правке проката на роликоправильных машинах многократного знакопеременного изгиба. Два ряда правильных роликов расположены в шахматном порядке, нижний ряд которых расположен стационарно на станине. Все ролики выполнены приводными, а верхний ряд размещен в неподвижных траверсах. Каждый верхний правильный ролик смонтирован на подшипниках в двух ползушках, каждая из которых имеет возможность возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения металла, и связана с приводом ее перемещения, например гидроцилиндром, установленным на траверсе. При этом в верхнем ряду на один ролик больше, чем в нижнем ряду. Расширяются технологические возможности. 5 ил.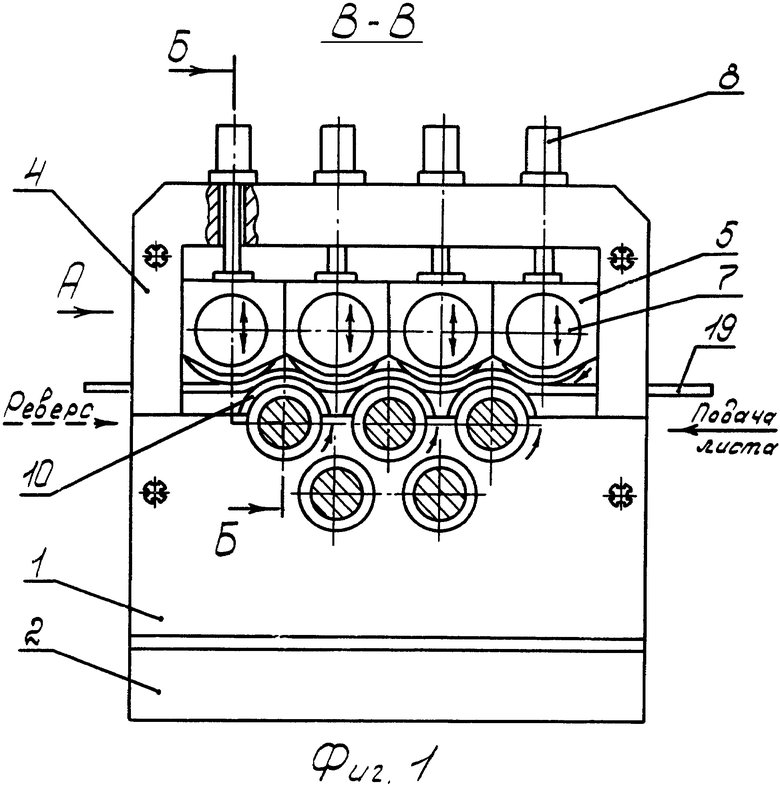
Листоправильная машина, содержащая два ряда правильных роликов, расположенных в шахматном порядке, нижний ряд которых расположен стационарно на станине и все ролики которого выполнены приводными, а верхний ряд размещен в неподвижных траверсах, отличающаяся тем, что каждый верхний ролик смонтирован на подшипниках в двух ползушках, каждая из которых имеет возможность возвратно-поступательного перемещения в плоскости, перпендикулярной направлению движения металла, и связана с приводом ее перемещения, например гидроцилиндром, установленным на траверсе, причем в верхнем ряду расположено на один ролик больше, чем в нижнем ряду.
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2001 |
|
RU2205082C2 |
| Устройство для настройки и индикации прогиба роликов листоправильной машины | 1977 |
|
SU659229A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ ЗАКРЫТЫХ РЕЗЕВУАРОВ | 1932 |
|
SU33338A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

