Совокупным применением известных по отдельности: системы вилок с противовесами, насаженных на общем поворотном валу и служащих для приема подаваемого рольгангом пакетуемого железа; дисков с захватами, производящих при своем повороте на определенную часть окружности периодическую подачу к ножницам соответствующих кусков проволоки для перерезывания и загиба концов последней действием на ножницы вилок; закручивающих проволоку планок, поднимаемых при помощи поршней гидравлических цилиндров и вращаемых посредством шестерен, предполагается производить механическую пакетовку сортового железа вместе с автоматической подачей и закручиванием проволоки.,
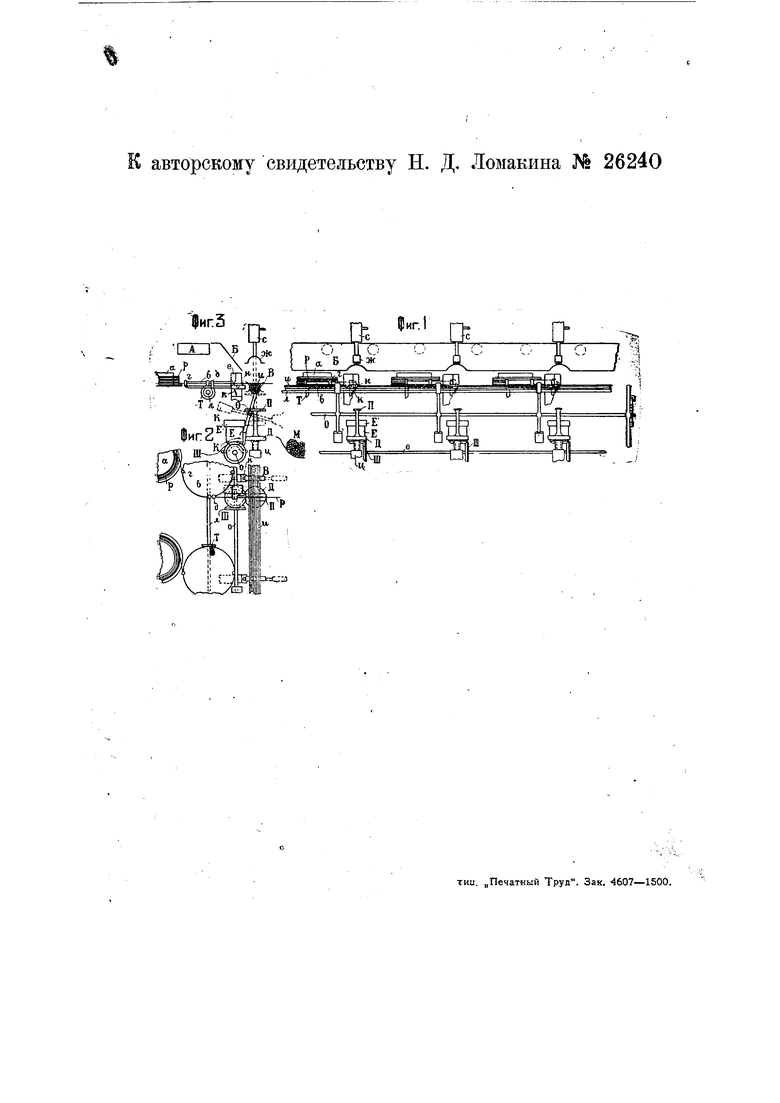
На схематическом чертеже фиг. 1 изображает вид предлагаемого станка спереди; фиг. 2-вид его сверху, и фиг. 3- вид станка сбоку.,
Станок для механической пакетовки сортового железа состоит из системы вилок В, насаженных на поворотном валу О и снабженных противовесом К. Пакетуемое железо подается рольгангом А, под которым устанавливаются барабаны а, для насаживания на них мотков проволоки р. Последняя с барабана а забирается захватами г, сидящими на диске в, вращающемся от шестерни Т,
насаженной на получающей движение от мотора оси л. Захваты г периодически подают проволоку/) под ножницы е н, где она освобождается от захватов г у неподвижного штифта д. За каждую подачу дисков в передвигается отрезок проволоки, необходимый для пакетовкиотдельной пачки и сортового железа, лежащего на системе вилок В. Над системой вилок S и, следовательно, над пачкой железа и установлены цилиндры с,, гидравлические или сжатого воздуха, к скалкам которых, направленным вниз, прикреплены вилки ж, имеющие форму, каковую должна иметь проволока, облегаюш,ая пачку и. Под пачкой и, против цилиндров с (фиг. 1), установлены такие же цилиндры ц с шестернями Д и планками Я на скалках, при чем планки/7 имеют отверстия, в которые входят концы проволоки, пакетующей пачки.
Рядом с цилиндрами ц установлены цилиндры Е, имеющие на верхней своей части шестерни i, зубцы которых могут при поднятии скалки с шестерней М и планкой Я сцепляться с зубцами шестерни /(.-,Цилиндры получают вращение от конических шестерен Ш, насаженных на валу О, получающем вращение от мотора.
Действие станка состоит вследующем желе:5О, соскальзывающее с наклонной плоскости Б, попадает на систему вилок R
VH рабочий, управляющий станком, вводит ;в работу мотор, приводящий в движение шестерни Г и через них диске. Захваты г .диска, при его повороте на определенную часть окружности, подадут проволоку р .на длину, необходимую для пакетовки пачки железа, после чего мотор автоматически выключчается. После подачи от резка проволоки, вводятся в действие цилиндры с, подающие своими скалками вилки ж, которые, проходя вниз, нажмут -своими краями на концы ножниц е н, ..которые, вследствие этого, отрежут по,данные концы проволоки р. При дальнейшем движении вилок лс, ножницы освобождаются и приводятся в исходное положение помощью пружины к, а вилки лр цридают отрезкам проволоки форму ,дуги, охватывающей пачку железа и, при чем концы проволоки р опускаются вертикально вниз. Затем вводятся в действие цилиндры ц, подающие своими скалками шестерни Д и планки П вверх, при чем при этой подаче зубья шестерен Д сцепляются с зубьями цилиндрической шестерни i, концы же проволоки р входят в отверстия планок П. -Затем рабочий приводит в действие мо тор, вращающий шестерни Ш, вследствие чего цилиндр Е приводится во вращение и начинает вращать шестерни Д и план. ни Я. Последние, вращаясь, закручивают концы проволоки р, затягивая ее вокруг .пачки железа и осуществляя тем самым -процесс пакетовки. По окончании этой операции скалки цилиндров с к ц возвращаются в исходное положение, вилки ж подымаются вверх, планки Л опу.скаются, освобождая концы проволоки, ..а зубья шестерен Ji выводятся из зацепления с шестернями 4 После этого вращением колеса, насаженного на вал О, рабочий вращает последний и вместе с тем наклоняет и системы вилок В; по-следние принимают наклонное положение, спакетованная пачка железа падает вниз в яму М, а подставки под действием противовеса К возвращаются в прежнее положение, устанавливая вновь системы вилок В в вертикальное положение. Из ямы М железо может быть поднято краном на вагонетки и затем вывезено на склад.
Предмет изобретения.
Станок для механической пакетовки сортового железа, отличающийся совокупным применением: а) системы вилок -В, снабженных противовесами К, насаженных на общем поворотном валу О и служащих для приема пакетуемого железа, подаваемого рольгангом А и скатывающегося в вилки по наклонной плоскости Б, б) дисков в, снабженных захватами г и служащих для периодической подачи при каждом повороте этих дисков на определенную часть окружности соответствующих кусков проволоки к ножницам е н для перерезания проволоки действием на них вилок яс, служащих одновременно и для сгибания отрезков проволоки концами вертикально вниз, и в) закручивающих проволоки планок /7, для поднимания которых служат поршни гидравлических цилиндров, а для вращения-шестерни М, сцепляющиеся при подъеме планок с шестернями Е, приводимыми в периодическое вращение. $ИГ.З Sfc П-о П;, l jtlZJt/l
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для связывания проволокой пучков сортового железа | 1932 |
|
SU35646A1 |
| Машина для упаковки пакетов прокатных изделий | 1938 |
|
SU54347A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН ИЗ КАМЫША | 1928 |
|
SU20797A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| Предохранительное устройство для подъемников | 1925 |
|
SU5821A1 |
| СТАНОК ДЛЯ ОБТЕСЫВАНИЯ КИРПИЧЕЙ | 1935 |
|
SU46813A1 |
| Станок для выворачивания рукавиц и их пальцев | 1929 |
|
SU24360A1 |
| Деревообрабатывающий полуавтомат | 1957 |
|
SU114485A1 |
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |
| Станок для обработки упаковочной проволоки | 1953 |
|
SU100095A1 |