Известна установка для обработки стеклянных облицовочных плиток, содержащая замкнутый конвейер с приспособлениями для «репления плиток и смонтиро:ва«ные над ним устройства для загрузки илиток, обезжиривания, мойки, :сушки, окраюки и посыпки их песком, а также разгрузочное устройство.
Описываемая установка более производительна и обеспечивает повышение качества плиток. Это достигается тем, что приспособление для крепления плиток 1выпол:нено в виде вакуум-присосок.
С целью обеспечения пульсирующего движения конвейера с шагом, соответствующим расстоянию между осями вакуум-присосок, привод его выполнен в виде барабана с контактными выключателями.
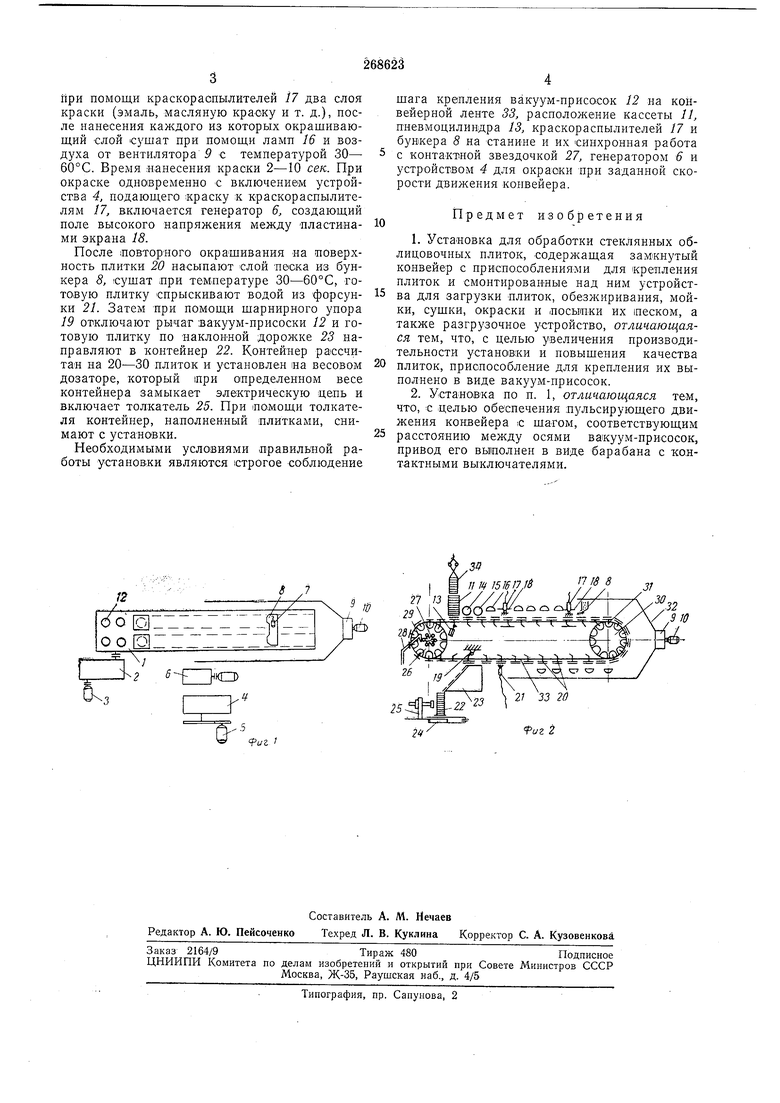
На фиг. 1 представлена схема предложенной установки, продольный разрез; на фиг. 2 - то же, в плане.
Установка состоит из конвейера 1 длиной 10-20 м, вариатора 2 с электродвигателем 3, устройства 4 для окраски с электродвигателем 5, генератора высокого напряжения 6, электровибратора 7 с бункером 8 для песка, вентилятора Р с электродвигателем 10. На станине конвейера закреплены кассета // с механизмом включения вакуум-присоски 12 в виде ПНевмоцилиндра 13, поролоновые валики 14 и 15 для обезжиривания и промывки соответственно, электрические лампы 16 с зеркальными отражателями для сушКй стекла, краскораспылители 17, подключенные к устройству для окраски, экран /5 для создания
поля высокого напряжения, подключенный к генератору 6. Для отключения вакуумчприсоски 12 служит шарнирный упор 19, для смачиваиия водой готовых облицовочных плиток 20-форсунка 21, а для укладки их в контейнер 22 - наклонная дорожка 23. Контейнер 22 установлен на весовом дозаторе 24, который электрически связан с толкателем 25. На приводном барабане 26 укреплена контактная звездочка 27 периодического включения контактов 28 при помощи роликов 29. На барабанах 26 и 30 имеются фиксирующие выборки 31. Вентилятор 9 соединен с металлическим кожухом 32. Вакуум-присоски 12 укреплены на конвейерной ленте 33.
Установка работает следующим образом.
Пакет стеклянных заготовок при помощи захвата 34 подают в кассету //, которая через определенный ход ленты подает на вакуум-присоску 12 одну заготовку. Как только
заготовка ложится на вакуум-присоску, механизм включения ее 13 создает вакуум и прижатая к вакуум-присоске заготовка движется по конвейеру до шарнирного упора 19 со скоростью 10-30 м/час. В процессе движения
при помощи краскораспылителей 17 два слоя краски (эмаль, масляную краску и т. д.), после нанесения каждого из которых окрашивающий СЛОЙ сушат при помощи ламп 16 н воздуха от вентилятора 9 с температурой 30- 60°С. Время нанесения краски 2-10 сек. При окраске одновременно с включением устройства 4, подающего «раску к краскораспылителям 17, включается генератор 6, создающий поле высокого напряжения между лластинами экрана 18.
После ловторяого окрашивания на поверхность плитки 20 насыпают слой леска из бункера 8, сушат при температуре 30-60°С, готовую плитку спрыскивают водой из форсунки 21. Затем при помощи шарнирного упора 19 отключают рычаг ;вакуум-присоски 12 и готовую плитку по яаклонной дорожке 23 направляют в контейнер 22. Контейнер рассчитай на 20-30 плиток и установлен иа весовом дозаторе, который три о пределенном весе контейнера замыкает электрическую цепь и включает толкатель 25. При ломощи толкателя контейнер, наполненный плитками, снимают с установки.
Необходимыми условиями правильной работы установки являются (строгое соблюдение
шага крепления вакуум-присосок 12 на конвейерной ленте 33, расположение кассеты 11, пневмоцилиндра 13, краскораспылителей 17 и бункера 8 на станине и их синхронная работа с контактной звездочкой 27, генератором 6 и устройством 4 для окраски при заданной скорости движения конвейера.
Предмет изобретения
1.Уста-новка для обработки стеклянных облицовочных плиток, содержащая замкнутый конвейер с приспособлениями для крепления плиток и смонтированные над ним устройства для загрузки плиток, обезжиривания, мойки, сущки, окраски и лосьшки их песком, а также разгрузочное устройство, отличающаяся тем, что, с целью увеличения производительности установки и повышения качества
плиток, приспособление для крепления их выполнено в виде вакуум-присосок.
2.Устаяовка по п. 1, отличающаяся тем, что, с целью обеспечения пульсирующего движения конвейера с шагом, соответствующим
расстоянию между осями вакуум-присосок, привод его выполнен в виде барабана с контактными выключателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набора и укладки облицовочных плиток например на бумагу | 1965 |
|
SU468807A1 |
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1359201A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТОК ИЗ ПРИРОДНОГО КАМНЯ | 1993 |
|
RU2046711C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ САМОХОДНЫЙ ДОРОЖНЫЙ АГРЕГАТ, ДОРОЖНАЯ ПЛИТА И СКОРОСТНОЙ СПОСОБ СТРОИТЕЛЬСТВА ДОРОГИ | 2011 |
|
RU2485241C1 |
| Установка для изготовления коврово-мозаичных изделий | 1979 |
|
SU787190A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| МАШИНА ДЛЯ УКЛАДКИ ТРОТУАРНОЙ ПЛИТКИ | 1969 |
|
SU252384A1 |
| ДЕКОРАТИВНАЯ ОБЛИЦОВОЧНАЯ ПЛИТКА | 2011 |
|
RU2444442C1 |
| Агрегат для укладки тротуарных плиток | 2020 |
|
RU2740596C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
. / i E fcfffl /
РЙ -г т-
j:.3r:L д, ,1. u.
fui
,54
П J8 8 // П 1516 П ,18
J/
g // / IJIUI, / /
3 Ю
аа
с о о
27 33 20
54fc
иг 2
