Изобретение относится к роботизации технологических процессов и предназначено для укладки изделий различных типоразмеров в тару, например на керамические плитки с постановкой последних в контейнер..
Целть изобретения - расширение тех- нологических возможностей устройства, повышение производительности и надежности работы устройства.
В устройстве используются два контейнера одновременно таким образом, что при замене -одного из них загруз- ка заполненной тары осуществляется ДРУГОЙ.Кроме того,устройство позволяет укладывать хрупкие, различные по размерам и сильно загрязненные изделия с большой точностью размещения последних относительно тары.
На фиг, 1 представлено устройств для укладки штучных изделий в тару; на фиг. 2 - узел I на фиг1 1; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - узел II на фиг 1; на фиг.5-узел III на фиг. 4; на фиг.6 - вид Б на фиг. 1; на фиг. 7 - разрез В-В на фиг.6.
Устройство для укладки штучных изделий в тару состоит из основания
35
1, на котором смонтированы транспор- 30 полками 33 для порожней и заполнен- -тер 2 для подачи изделий 3, механиз-м 4 ной тары 34, а также стеллажом 35 формирования слоя изделий , монорельсы 5 и 6 на стойках 7. На монорельсах 5 расположен механизм перемещения слоя изделий, установленный на каретке В с возможностью горизонтального перемещения по монорельсу 5 и содержащий вертикальный подъемно-опускной inTOK 9, на нижнем конце которого закреплен вакуумтзахват, включающий корпус 10 с присосками 11, соединенный с присоединительной плитой 12, закрепленньй на подъемно- опускном штоке 9 механизма переме40
для сменных корпусов 10 вакуум-захватов.
Устройство работает следующим образом.
Спрессованные изделия 3 по ленточ ному транспортеру 2 от линии прессования подаются к механизму 4 формирования слоя изделий. После формирования слоя изделий толкателем механи зма 4 вьщается сигнал механизму перемещения слоя изделий, который опускает вакуумный захват 10 на слой изделия. При контакте эластичных
щения слоя изделий посредством несу- g присосок 11 с изделиями 3, присоски
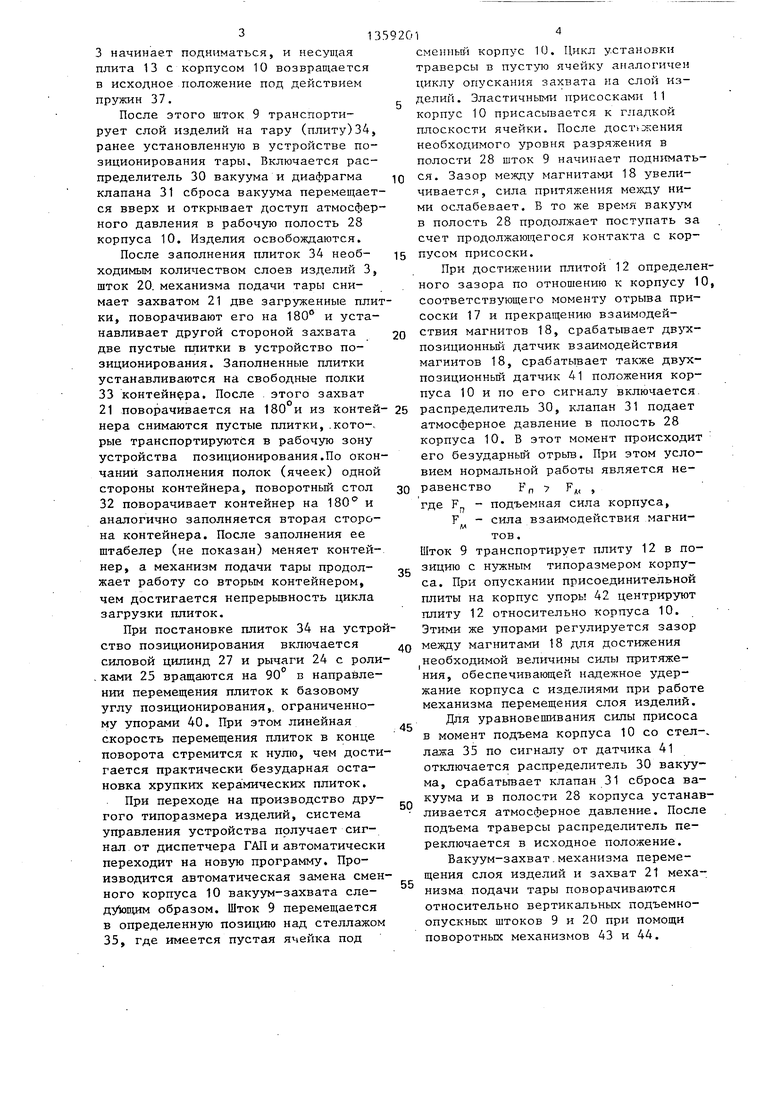
щей плиты 13. Присоединительная плита 12 имеет полости для размещения трубопроводов 14, которые служат для сообщения с вакуумной системой (насосом) 15 , через фильтр-ресси- вер 16. Нижние концы трубопроводов 14 выполнены в виде присосок 17, расположенных на присоединительной плите для взаимодействия с корпусом 10 вакуум-захвата. На нижней поверхности присоединительной плиты 12 и на верхней поверхности корпуса 10, которые выполнены из немагнитных материалов, расположены постоянные
50
55
самоустанавливаются и поджимаются к изделиям за счет шарнирной подвески 36 и цилиндрических пружин 37. При дальнейшем перемещении несущ ей пли- ты 13 свободные концы пружин 37 скользят в направляющих 38 и не препятствуют движению.
При определенном сближении несущей плиты 13 и бесконтактного датчика 39 положения шток 9 останавливается. При достижении необходимого уровня разряжения в рабочей полости, регистрируемого датчиком вакуума (не показан), захват 10, с изделиями
магниты 18 для креапения корпуса 10 к плите 12.
Механизм подачи тары расположен, на каретке 19 с возможностью гори-, зонтального перемещения по монорельсу 6, а на его вертикальном подъемно-опускном штоке 20 закреплен гори- зонтальньш сдвоенный П-образный
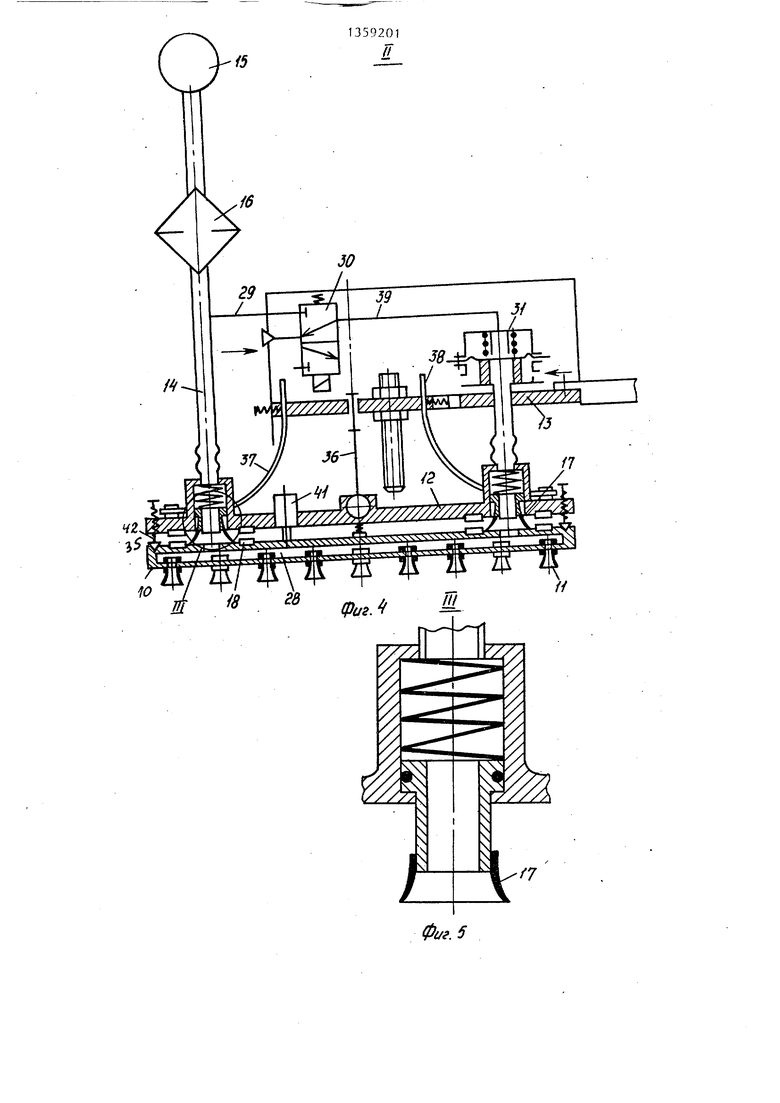
захват 21, рабочая поверхность которого выполнена: из материала с большим коэффициентом трения с возможностью размещения с н екоторым зазором в рабочей полости Ш-образной сдво-
енной плиты 22 мexaниз fa позиционирования тары, который снабжен поворотными рычажными упорами, состоящими из осей 23, на которых закрепле-, ны рычаги 24 с роликами 25 и зубчатые колеса 26, связанные с общим приводом в виде силового цилиндра 27.
Рабочая полость 28 корпуса 10 ва-. куум-захватадополнительно соединена трубопроводом 29 с вакуумной сетью
и распределителем 30 через клапан 31 сброса вакуума.
Устройство снабжено двумя поворотными столами 32 для установки на них контейнеров с горизонтальными
полками 33 для порожней и заполнен- ной тары 34, а также стеллажом 35
для сменных корпусов 10 вакуум-захватов.
Устройство работает следующим образом.
Спрессованные изделия 3 по ленточному транспортеру 2 от линии прессования подаются к механизму 4 формирования слоя изделий. После формирования слоя изделий толкателем механизма 4 вьщается сигнал механизму пеемещения слоя изделий, который опускает вакуумный захват 10 на слой изделия. При контакте эластичных
0
5
самоустанавливаются и поджимаются к изделиям за счет шарнирной подвески 36 и цилиндрических пружин 37. При дальнейшем перемещении несущ ей пли- . ты 13 свободные концы пружин 37 скользят в направляющих 38 и не препятствуют движению.
При определенном сближении несущей плиты 13 и бесконтактного датчика 39 положения шток 9 останавливается. При достижении необходимого уровня разряжения в рабочей полости, регистрируемого датчиком вакуума (не показан), захват 10, с изделиями
3 начинает подниматься, и несущая плита 13 с корпусом 10 возврап1ается в исходное положение под действием пружин 37.
После этого шток 9 транспортирует слой изделий на тару (плиту)34, ранее установленную в устройстве позиционирования тары. Включается распределитель 30 вакуума и диафрагма клапана 31 сброса вакуума перемещается вверх и открывает доступ атмосферного давления в рабочую полость 28 корпуса 10, Изделия освобождаются.
После заполнения плиток 34 необходимым количеством слоев изделий 3, шток 20. механизма подачи тары снимает захватом 21 две загруженные плитки, поворачивают его на 180° и уста20
При достижении плитой 12 определе ного зазора по отношению к корпусу соответствующего моменту отрыва присоски 17 и прекращению взаимодействия магнитов 18, срабатывает двзтс- позиционный датчик взаимодействия магнитов 18, срабатывает также двух- позиционный датчик 41 положения корпуса 10 и по его сигналу включается
навливает другой стороной захвата две пустые плитки в устройство позиционирования. Заполненные плитки устанавливаются на свободные полки 33 контейнера. После этого захват 21 поворачивается на 180 и из контей- 25 распределитель 30, клапан 31 подает нера снимаются пустые плитки,.кото-- атмосферное давление в полость 28 рые транспортируются в рабочую зону устройства позиционирования.По окончании заполнения полок (ячеек) одной стороны контейнера, поворотный стол
корпуса 10. В этот момент происходит его безударный отрыв. При этом усло вием нормальной работы является не30 равенство
Fn 7 F,,
32 поворачивает контейнер на 180 и аналогично заполняется вторая сторона контейнера. После заполнения ее штабелер (не показан) меняет контейнер, а механизм подачи тары продолает работу со вторым контейнером, чем достигается непрерьшность цикла загрузки плиток.
При постановке плиток 34 на устройство позиционирования включается силовой цилинд 27 и рычаги 24 с роли- ками 25 вращаются на 90° в направлении перемещения плиток к базовому углу позиционирования,, ограниченному упорами 40. При этом линейная скорость перемещения плиток в конце поворота стремится к нулю, чем достигается практически безударная остановка хрупких кера мических плиток.
При переходе на производство другого типоразмера изделий, система управления устройства получает сигнал от диспетчера ГАПи автоматически переходит на новую программу. Производится автоматическая замена сменного корпуса 10 вакуум-захвата сле- ду1овщм образом. Шток 9 перемещается в определенную позицию над стеллажом 35, где имеется пустая ячейка под
9201
сменный корпус 10. Цикл установки траверсы в пустую ячейку аналогичен циклу опускания захвата на слой изделий. Эластичными присосками 11 корпус 10 присасывается к гладкой плоскости ячейки. После дост1 ления необходимого уровня разряжения в полости 28 шток 9 начинает подниматься. Зазор между магнитами 18 увели10
чивается, сила притяжения между ними ослабевает. В то же время вакуум в полость 28 продолжает поступать за счет продолжающегося контакта с корпусом присоски.
При достижении плитой 12 определенного зазора по отношению к корпусу 10, соответствующего моменту отрыва присоски 17 и прекращению взаимодействия магнитов 18, срабатывает двзтс- позиционный датчик взаимодействия магнитов 18, срабатывает также двух- позиционный датчик 41 положения корпуса 10 и по его сигналу включается
распределитель 30, клапан 31 подает атмосферное давление в полость 28
распределитель 30, клапан 31 подает атмосферное давление в полость 28
корпуса 10. В этот момент происходит его безударный отрыв. При этом условием нормальной работы является не25 распределитель 30, кл атмосферное давление
30 равенство
Fn 7 F,,
5
где F - подъемная сила корпуса,
F, - сила взаимодействия магнитов .
Шток 9 транспортирует плиту 12 в позицию с нужным типоразмером корпуса. При опускании присоединительной плиты на корпус упоры 42 центрируют плиту 12 относительно корпуса 10. Этими же упорами регулируется зазор 0 между магнитами 18 для достижения необходимой величины силы притяжения, обеспечивающей надежное удержание корпуса с изделиями при работе механизма перемещения слоя изделий.
Для уравновешивания силы присоса в момент подъема корпуса 10 со стел-. лажа 35 по сигналу от датчика 41 отключается распределитель 30 вакуума, срабатывает клапан 31 сброса вакуума и в полости 28 корпуса устанавливается атмосферное давление. После подъема траверсы распределитель переключается в исходное положение.
Вакуум-захват.механизма перемещения слоя изделий и захват 21 механизма подачи тары поворачиваются относительно вертикальных подъемно- опускных штоков 9 и 20 при помощи поворотных механизмов 43 и 44.
5
0
5
5
Формула изобретения
1. Устройство для укладки штучных изделий в тару, содержащее транспортер для подачи ьзделий, механизм формирования слоя изделий, механизм перемещения слоя изделий, установ- ленньй на каретке с возможностью горизонтального перемещения и содержащий вертикальный подъемно-опускной шток, на нижнем конце которого закреплен вакуум-захват, включающий корпус с присосками, трубопроводы для сообщения с вакуумной системой и механизм подачи тары, отличающееся тем, что, с делью повьш1ения- производительности и расширения технологических возможностей оно снабжено стеллажом для корпусов вакуум-гахватов и механизмом позиционирования тары с Ш-образной плитой, при этом механизм подачи тары расположен на каретке с возможностью горизонтального перемещения и на его вертикальном подъемно-опускном штоке, закреплен горизонтальный П-образный захват, рабочая поверхность ко,Торого вьшолнена из материала с большим коэффициентом трения с возможно :тью размещения в рабочей полости Ш-образной ;. плиты механиз- ма позиционирования, а на подъемно59201 . 6
опускном штоке механизма перемещения слоя изделий закреплена горизонталы ная присоединительная плита с полостями для размещения трубопроводов, нижние концы которых сообщаются с соединительными присосками, расположенными на присоединительной плите для взаимодействия с корпусом вакуум- 0 захвата, при этом на нижней поверхности присоединительной плиты и на верхней поверхности корпуса расположены магниты для крепления корпуса к плите.
g 2. Устройство по п. 1, отличающееся тем, что механизм позиционирования тары снабжен пово- Iротными рычажными упорами с общим
приводом.
20 3. Устройство по п. 1, о т л и - чающееся тем, что, с целью повьш1ения надежности работы, рабочая полость корпуса вакуум-захвата дополнительно соединена трубопроводом
25 с вакуумной сетью и распределителем через клапан сброса вакуума.
4. Устройство по п. 1, отличающееся тем, что оно снабжено двумя поворотными столами щя
30 установки на них контейнеров с горизонтальными полками для порожней и заполненной изделиями тары.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |
| Устройство для укладки плоских изделий стопками в тару | 1980 |
|
SU906798A1 |
| Устройство для извлечения изделий из тары | 1984 |
|
SU1244032A1 |
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1375507A1 |
| Комплексно-механизированная линия погрузки пищевых продуктов | 1986 |
|
SU1416396A1 |
| Укладчик плиток | 1978 |
|
SU800277A1 |
| Устройство для укладки штучных изделий в тару | 1984 |
|
SU1291495A1 |
| Установка для укладки листов стекла в тару | 1988 |
|
SU1544721A1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ ЯИЦ ИЗ ЯЧЕИСТОЙ ТАРЫ | 1992 |
|
RU2030862C1 |

Изобретение относится к области роботизации технологических процессов и предназначено для укладки изделий различных типоразмеров в тару, например.на керамические плитки с постановкой последних в контейнер. Целью изобретения является расширение технологических возможностей,по- вьшение производительности и надежности работы. Устройство для укладки штучных изделий в тару содержит транспортер 2 для подачи изделий, механизм 4 формирования слоя изделий,механизм перемещения слоя изделий, установленньй на каретке 8 с возмож- , ностью горизонтального перемещения по монорельсу 5 и содержащий вертикальный подъемно-опускной шток 9, на нижнем конце которого закреплен вакуум- ;захват. Механизм подачи тары (плиток) установлен на каретке 19 и содержит шток 20, на котором закреплен гори- зонтальньй П-образньй захват 21, входящий в рабочую полость Ш-образной плиты 22 механизма позиционирования. Для установки контейнеров с горизонтальными полками 33 под заполненную и порожнюю тару 34 служат два поворотных стола 32. 3 з.п. ф-лы, 7 ил. § (Л со ел со to о зг
Фиг. 2
п
Фиг. 6
Buff Б
J4
L
Kdb
/
1
фиаб
27
г ff-0
$$$$$SS $
Sszzzz z
2S
i /////////////////////// /7.
дзиг.7
Редактор И. Касарда
Составитель В.Сорокина
Техред И.Попович Корректор А. Тяско
Заказ 6107/21Тираж 641Подписное
ВНИИПИ Государственнох о комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.д,4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
////////X
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
