1
Известна установка для изготовления железобетонных изделий в перемещаемых по вертикально замкнутому циклу формах, включающая конвейер с постами распалубки, укладки арматуры и формования и расположенную над конвейером камеру термообработки с механизмами подъема форм с изделиями, перемещения их в камере и опускания прошедших термообработку изделий на конвейер.
Цель изобретения - обеспечение возможнести изготовления двухслойных изделий, например облицовочных плиток, с раздельной формовкой слоев в одном процессе и повышение степени заполнения объема камеры термообработки изделиями.
Эта цель достигается тем, что формы выполнены в виде шарнирно соединенных створок-;полуформ, перемещаемых по постам укладки арматуры и формования в раскрытом горизонтальном положении и снабжены взаимодействующей с механизмами подъема и опускания подвеской для закрывания-раскрывания створок-полуформ и для перемещения их в камере термообработки в закрытом вертикальном положении. Подвеска формы выполнена в виде двух основных тяг, соединенных поперечной тягой с консольными шейками, щарнирно прикрепленных к одной из створок формы и образующих складывающиеся параллелограммы, верхние звенья которых
снабжены крюками, удерживающими вторую створку за имеющиеся на ней пальцы при складывании параллелограммов под действием веса формы.
Предлагаемая установка позволяет одновременно формовать в одной створке формы- обычный бетон, а в другой - цветной (фактурный) с последующим склеиванием обоих слоев в одно изделие сразу после формования путем закрытия створок в вертикальном положении. Дальнейшая транспортировка форм в подвешенном вертикальном положении через камеру термообработки позволяет максимально использовать ее объем за счет размещения большего количества форм по длине камеры. Транспортировка каждой закрытой формы осуществляется с помощью ее подвески, которая удерживает обе створки в закрытом положении весом самой формы.
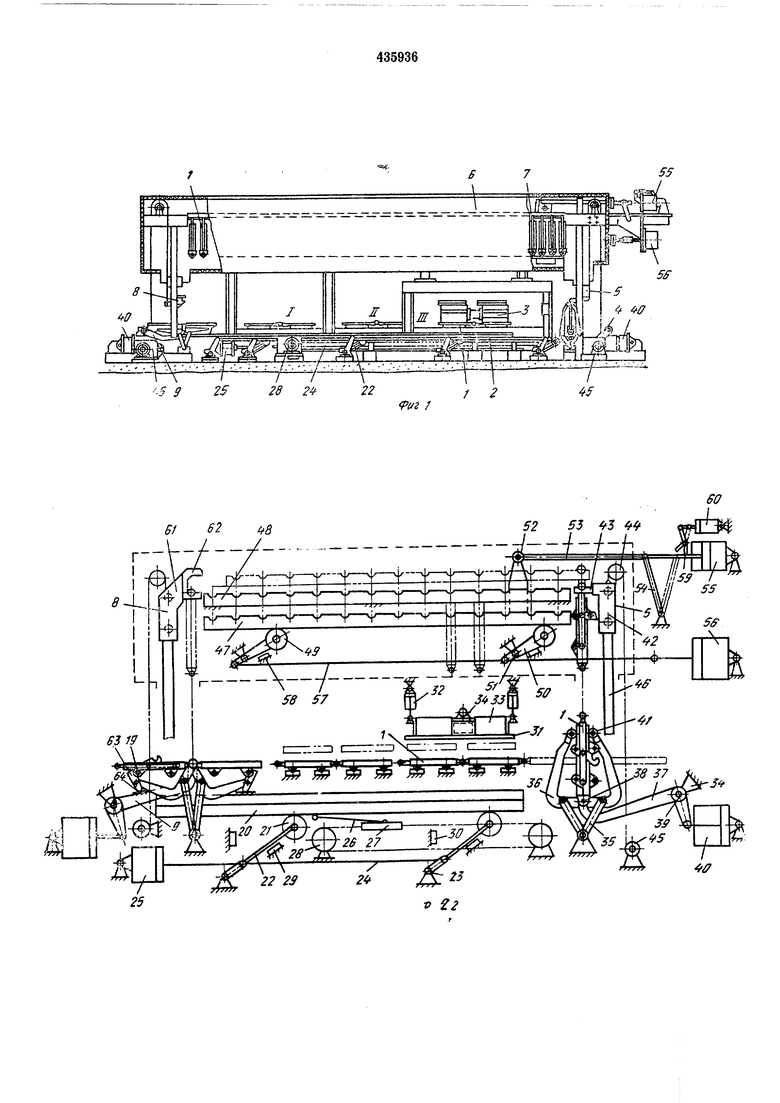
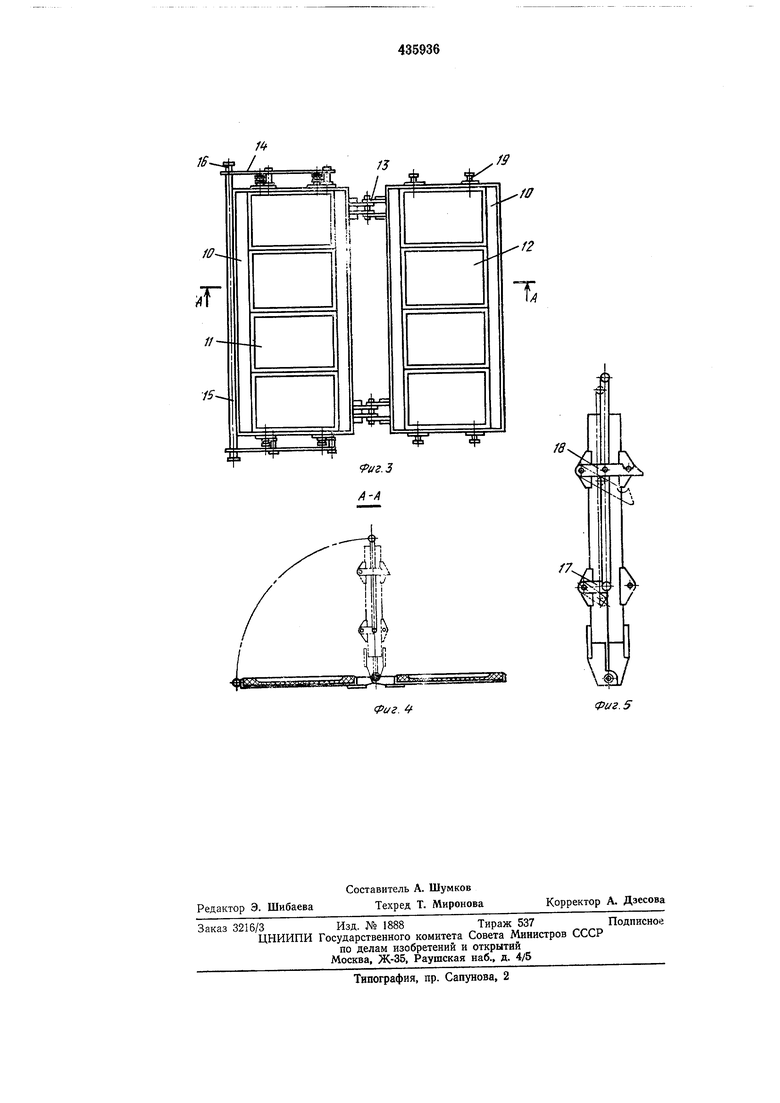
На фиг. 1 изображена установка, общий вид; на фиг. 2 - кинематическая схема установки; на фиг. 3 - форма в раскрытом положении; на фиг. 4 - разрез по А-А на фиг. 3; на фиг. 5 - форма в закрытом транспортном положении.
Установка состоит из формы 1 нижнего конвейера 2 с постами I, П и П1 распалубки и чистки, укладки арматурных сеток и укладки бетона (соответственно), бетоноукладчика 3 механизма 4 закрывания форм, подъемника
для доставки форм в пропарочную камеру 6, верхнего конвейера 7 в пропарочной камере, гюдъемннка 8 для доставки форм на нижний конвейер, г.;охан;;:л.-а 9 раскрывания форм.
Форма 1 состоит из левой створкн 10 с полуформами, например, из резя:; :, закрепленной в створках 11 для фактурного слоя, правой створки 12 с полуформами для обычного бетона, шарнирного соединения 13 створок, двух боковых тяг 14 подвески поперечной тяги 15 с консольными шейками 16, нижних звеньев 17 подвески, верхних звеньев 18 с крюком, восьми пальцев 19 на створках.
Нижний конвейер 2 состоит из транспортной рамы 29, установленной на катках 21, оси которых закреплены на подъемных рычагах 22. Подъемные рычаги с нодшипниками 23 установлены на фундаменте установки и связаны между собой тягой 24 с нневмоцилиндром 25. Рама 20 соединена тягой 26 с цепным толкателем 27, который приводится в двил ение приводом 28, состояш,им из редуктора, электродвигателя и магнитного тормоза.
Подъемные рычаги в нижнем ноложении опираются на упоры 29, а в верхнем положении - на упоры 30.
Бетоноукладчик 3 состоит из рамы 31, нодвешенной на пневмоцилиндрах 32. Рама снабжена двумя окнами для каждой створки формы, в которые установлены два бункера 33, соединенных между собой и снабженных вибратором 34.
Механизм 4 закрывания форм состоит из нодшипникового узла 34, закрепленного на фундаменте установки, нижних рычагов 35, шарнирно соединенных захватывающими рычагами 36, которые соединены между собой и с плечом двуплечего рычага 37 шарнирным узлом 38, двуплечий рычаг шарнирно на подшипниках 39 прикреплен к раме установки, а его малое звено соединено со штоком пневмоцилиндра 40. Концы рычагов 36 снабжены роликами 41, с помощью которых сжимаются створки формы.
Подъемник 5 для доставки форм в пропарочную камеру состоит из рамы 42, которая выполнена с роликами и с консольным крюком 43 для захвата формы из верхнего блока 44, лебедки 45 и «аправляющих 46 роликов рамы.
Пропарочная камера 6 выполнена из утепленных элементов и размещена на раме установки над нижним конвейером. Для доставки форм подъемниками 5 и 8 в пропарочную камеру и на нижний конвейер в пропарочной камере имеются два проема.
Верхний конвейер 7 в пропарочной камере состоит из транспортной рамы 47 с гнездами для подвески форм, неподвижных щек 48 с гнездами для подвески форм, прикрепленных к стенкам камеры. Транспортная рама 47 установлена на катках 49, закрепленных на осях к подъемным рычагам 50. Рычаги 50 посредством подшипников 5 прикреплены к стенкам камеры 6, Транснортная рама с помощью кронштейнов 52, тяги 53 и опорного рычага 54 соединена с приводом пневмоцилиндра 55. Рычаги 50 соединены между собой и со штоком нневмоцилиндра 56 тягами 57. В нижнем положении транспортной рамы 47 рычаги 50 удерживаются упорами 58. Установка транспортной рамы в среднее положение осуществляется рычагами 59 от пневмоцилиндра 60 за счет ограничения хода штока
пневмоцилиндра 55.
Подъемник 8 для доставки форм на нижний конвейер 2 выполнен из таких же узлов и деталей, что и подъемник 5, за исключением консольного крюка 61, который сверху
снаблсен отбойником 62 для принудительного опускания поперечной тяги 15 перед раскрытнем формы.
Механизм 9 раскрывания форм выполнен из таких же узлов и деталей, что и механизм
4, но вместо роликов на концах рычагов 36 в нем установлены подпружиненные крюки 63, которые при раскрытии формы захватывают ее за пальцы 19, и упоры 64. Упоры 64 предназначены для отклонения крюков 63 и
освобождения пальцев, когда форма полностью раскрыта.
Установка работает следующим образом. Подготовленная форма в горизонтальном раскрытом положении с арматурной сеткой в
одних полуформах находится под бетоноукладчиком 3 на посту П укладки бетона.
Включаются пневмоцнлиндры 32 бетоноукладчика, которые опускают раму 31 на форму. Окна рамы совмещаются по контуру со
створками полуформ. Бункеры 33 заполнены бетоном: однн фактурным, а другой обычным. Включается привод и вибратор 34, и бункеры протягиваются по формам в одну сторону с включенным вибратором, в обратную - без, вибрации для заглаживания поверхности бетона. Включаются пневмоцилиндры, и рама бетоноукладчика поднимается в исходное положение, освобождая форму. Затем включается пневмоцилиндр 25, который
с помощью тяги 24 поднимает на катках 21 транспортную раму 20, и транспортная рама поднимает форму из гнезд рамы установки.
При включении цепного толкателя 27 тягой 26 транспортная рама перемещается до тех
пор, пока форма не займет нужное ноложение над механизмом 4, который находится в исходном положении с опущенными рычагами 36. Включается пневмоцилиндр 25, транспортная рама 20 опускается в нижнее положение, при этом раскрытая форма осями шарнирного соединения 13 ложится в гнезда шарнирного узла 38, а створки опираются на ролики 41.
При включении толкателя на обратный ход траеспортная рама перемещается в исходное положение. Перед включением механизма 4 подъемник 5 находится в нижнем исходном положении. Включается пневмоцилиндр 40,
который двуплечим рычагом 37 опускает
шарнирный узел 38 и с помощью рычагов 35 захватывающие рычаги 36 закрываются, при этом роликами 4 створки формы закрываются, щейки 16 заходят в консольные крюки 43 подъемника.
Включается лебедка 45 подъемника 5, которая поднимает форму, одновременно запирает ее крюками 18 за верхние пальцы 19 другой створки. Закрытая форма поднимается подъемником в пропарочную камеру до тех пор, пока консольные крюки не станут на одном уровне неподвижных щек 48 верхнего конвейера. С помощью концевого выключателя привод выключается и подъемник останавливается.
Включается ппевмоцилиндр 60, который поднимает рычаг 59 ограничения хода щтока пневмоцилиндра 55.
Включается пневмоцилипдр 55, транспортная рама 47 перемещается в -положение до совпадения крайних гнезд с осью консольных шеек формы.
Включается пневмоцилиндр 56, с помощью тяг 57 и подъемных рычагов 50 транспортная рама 47 1поднимается в верхнее положение, одновременно поднимая все формы в камере и форму на подъемнике 5.
Включается пневмоцилиндр 55, транспортная рама 47 с формами перемешает на , равный расстоянию между гнездами. При этом форма, поднятая подъемником 5, устанавливается напротив первого гнезда неподвижных щек камеры, а последняя форма на другом конце транспортной рамы останавливается над гнездом консольного крюка 61 подъемника 8 для доставки форм на нижний конвейер 2.
Пневмоцилиндр 56 включается на обратный ход, транспортная рама 47 опускается в нижнее положение. При этом все формы зависают шейками подвесок в гнездах не тодвижных щек 48, а крайняя форма зависает на консольном крюке подъемника 8. Опускается пневмоцилиндром 60 рыиаг 59 ограничения хода штока пневмоцилиндра F5, и пои его включении транспортная рама 47 перемещается в нейтральное положение.
Включается подъемник 8, который опускает форму в механизм 9 раскрывания форм. Форма осями шариирного соет нмп-гя 13 попадает в гнезда шарнира захватывающих рычагов и своим весом опускает его вниз. При этом рычаги обхватывают Форму, а крюки 63 заскакивают на пальцы 19. При включении пневмоцилиндра механизма 9, который поднимает двуплечим рычагом шарнир захватывающих рычагов, последние раскрываются, одновременно раскрывая форму. В нижнем положении с помошью упоров 64 крюки освобождают пальцы 19.
Включается цепной толкатель 27, который перемещает транспортную раму 20 из нейтрального положения в крайнее под механизм раскрытия форм. Затем включается пневмоцилиндр 25 нижнего конвейера, транспортная рама 20 поднимается в верхнее положение и снимает форму с механизма 9, а также формы, установленные на всех постах. Включением толкателя 27 на обратный ход все формы перемещаются на шаг постов. Включается пневмоцилиндр на обратный ход,
и транспортная рама 20, опускаясь, кладет раскрытые формы в гнезда постов. Транспортная рама в нижнем положении цепным толкателем перемещается в нейтральное положение. На постах производится распалубка, чистка, укладка арматуры и укладка бетона, т. е. начинается новый цикл.
В случае изготовления на установке однослойных облицовочных железобетонных плиток заменяют матрицы в полуформах согласно размерам плиток и после бетонирования отформованные плитки изолируют друг от друга прокладкой, например, из бумаги или тонкой жести.
25
Предмет изобретения
1.Установка для изготовления железобетонных изделий в перемещаемых по вертикально замкнутому ЦИКЛУ формах, включаюпт.ая конвейер с постами распалубки, лкладки арматуры и Форл тования и расположенную над конвейером камеру термообработки с механизмами подъема форм с из телиями, перемеш,ения их в камере и опускания прошедпп-тх термообработку изделий на конвейер, отличающаяся тем. что, с пелью обеспечения возможности изготовления двухслойных изделий, например облицовочных плиток, с раздельной Формовкой слоев в проттессе и повьтптения степени запо.гтнения объема камеры термообработки изделиями, формы выполнены в виде шарнирно соединенных створок-полуформ. перемептаемых по постам уклялки арматуры и Фор товатп я в раскрытом горизонтальном положении и снабжены взаимодействуюпт й с механизмами и опускания подвеской для закрывания-раскрывания створок-полуформ и для перемещения
кх п -а Геро в йяхрьттолт в г| 1ткльном положении.
2.Установка по п. 1. о т л и ч а ю пт а я с я трм пто подвеска выпо.11пена в виде соединенных поперечной тягой с консольныМП щейками двух основных тяг, тттарнирно прикрепленных к одной из створок Формы и образующих складываюпт,иеся параллелограммы, верхние звенья которых снабжены крюками, удерживаюшими вторую створку за
имеюш,иеся на ней пальцы при складывянии параллелограммов под действнем веса Формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЕОС-ОЗМАЯ .,|ПДТ1|;ТНО"Ил:;г;Е1;КДя|ВИБЛИОТЕКА | 1971 |
|
SU304214A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Технологическая линия для изготовления строительных изделий | 1989 |
|
SU1701535A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ КАРКАСОВ И УКЛАДКИ | 1972 |
|
SU332026A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВОРА И УКЛАДКИ ТЮКОВ В ШТАБЕЛЬ К СЕЛЬСКОХОЗЯЙСТВЕННБГМ УБОРОЧНБШМАШИНАМ | 1967 |
|
SU203363A1 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Установка для укладки предметов в тару | 1982 |
|
SU1041421A1 |
6f 62 . iV« / 52 53 «5 o:r T/
