Изобретение относится к области производства многослойных обивочных материалов с использованием высокочастотной сварки.
Известен способ изготовления многослойных обивок из термопластичных материалов, выполненных из двух наружных слоев и внутренней прокладки, при котором свариваемые слои сдавливают и сваривают на высокочастотном прессе.
Иедостатком известного способа является снижение качества обивки вследствие возникновения остаточных напряжений как в наружных, так и во внутренних слоях обивки.
Предлагаемый способ отличается от известного тем, что, перед сваркой между прокладочным внутренним слоем и одиим из наружных слоев помещают стержни из неэлектроироводного и ненагреваюш,егося в поле высокой частоты материала, которые после сварки удаляют.
Это повышает качество обивки за счет снижения остаточных напряжений в ее слоях.
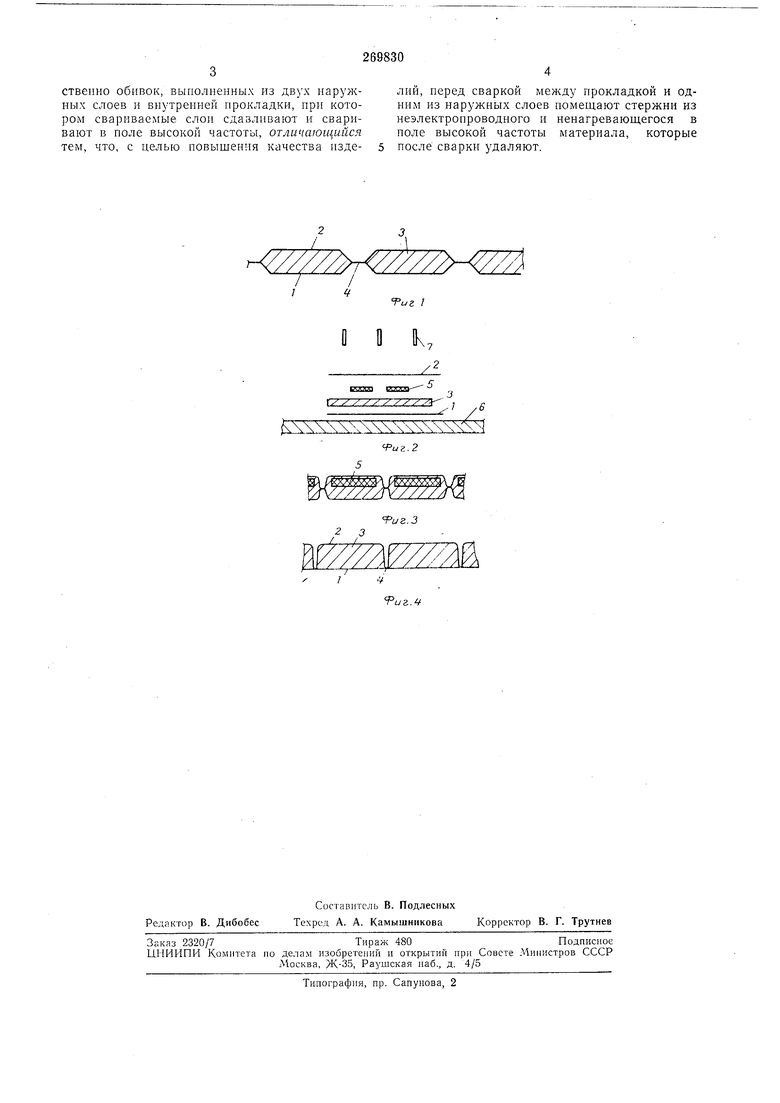
На фиг. 1 показана обивка, изготовленная известным способом с помощью высокочастотной сварки; иа фиг. 2 -схема предлагаемого способа изготовления обивки; на фиг. 3- -изготовленная предлагаемым способом обивка после окончания сварки; на фиг. 4 - обивка в готовом состоянии.
Изготовленная известным способом обивка 1 (см. фиг. 1), состоящая из наружных слоев 2 и прокладки 3, разделена проходящими параллельно сварными швами 4 на отдельные участки. Вследствие растягивающих напряжений, возникающих при сварке в поверхностном материале, сварные швы располагаются приблизительно на половине высоты обивки в поперечном сечении. При этом
во внутреннем прокладочном слое возникают сжимающие напряжения, ухудшающие качество изделия. Согласно изобретенню (см. фиг. 2) между наружным слоем обивки и внутренней прокладкой юмещают стержнн 5 из неэлектропроводного и ненагрсвающегося в поле высокой часготы матсрнала. Цифрамн 6 и 7 обозначены соответственно нижний и верхний сварочные электроды. Изза наличия стержней при сжатин получеиного таким образом пакета на прессе дополнительное количество обивочного материала натягивается с боковых сторон (см. фиг. 3). При последующем удалении стерлсней напряження растяжения в обивочном слое устраняются, вследствие чего обавка приобретает вид, показанный на фиг. 4.
Предмет изобретения
ствепно обивок, выполненных из двух наружных слоев и внутренней прокладки, при котором сварнваемые слои сдазливают н сваривают в поле высокой частоты, отличающийся тем, что, с целью повышения качества изделии, перед сваркой между прокладкой и одним из наружных слоев помещают стержни из неэлектропроводиого и ненагревающегося в поле высокой частоты материала, которые после сварки удаляют.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ | 1973 |
|
SU380022A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1971 |
|
SU305622A1 |
| СИСТЕМА ТРУБОПРОВОДОВ | 1973 |
|
SU378032A1 |
| КОРПУС ЯДЕРНОГО РЕАКТОРА | 1972 |
|
SU349208A1 |
| СССРОпубликовано 13.ХП.1972. Бюллетень N° 2за 1973Дата опубликования описания 13.11.1973УДК 621.791.75:621.774. .2(088.8) | 1973 |
|
SU362530A1 |
| ЦЧЬИТЙО- <-j'•^ Т^ | 1970 |
|
SU272922A1 |
| ТЕ...О- ..^'^X'-vii,r:.,v П':^'А | 1967 |
|
SU190819A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО | 1973 |
|
SU383247A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДОВ | 1973 |
|
SU382314A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
r xxxxxTx x-t
2 3
