СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ
1
Изобретение относится к области изготовления труб и может быть использовано для производства спиральношовных труб с толщиной стенки 12 мм и выше.
Известен способ изготовления спиральношовных труб путем сворачивания в спираль металлической полосы из рулона, составленного из отдельных полос, с одновременным наложением сварного шва на кромки полосы.
Для изготовления таких труб имеются только толстые листы, толщина которых при прокате не ограничивается. При современном уровне техники возможно, и то с трудом, изготовление толстых полос длиной несколько более 30 м. Теоретически имеется возможность изготавливать трубы со спиральным швом при использовании указанных коротких толстых листов. Но практически это связано с тем, что устройство для свертывания спиральных труб приходилось бы останавливать через каждые 30 мин с тем, чтобы иметь возможность приваривать пропущенную в устройство полосу к следующей за ней полосе. Эти перерывы в работе устройства недопустимы, так как отражаются на качестве сварки продольных кромок полосы после свертывания ее в трубу.
Стыковая сварка во время движения полосы в устройство для свертывания не обеспечивает труб требуемого качества.
Повышение производительности при изготовлении труб с толщиной стенки 12 мм и более достигается за счет того, что стыковку полос рулона двусторонним швом осуществляют на отдельной поточной линии, причем первый щов накладывают на состыкованные кромки полос до их сворачивания в рулон с внутренней стороны рулона, а второй шов выполняют на стадии сворачивания рулона с его внещней
стороны.
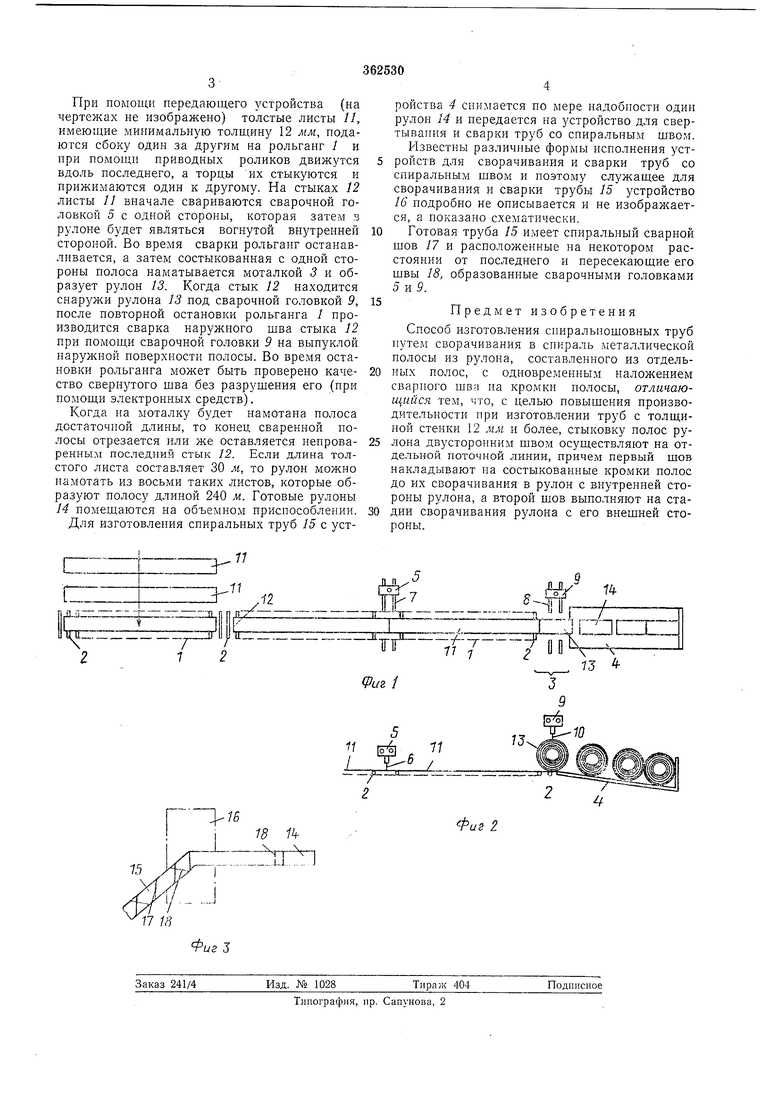
ha фиг. 1 изображено устройство для наматывания рулонов из толстых листов, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 схематически изображено устройство для
свертывания труб, вид в плане.
Устройство состоит из рольганга 1 (на чертеже изображено только несколько отдельных роликов 2 этого рольганга). На правом конце рольганга 1 номещена моталка 3 (изобрал ена
не полностью), на которой свариваемая стальная полоса наматывается в рулоны. Справа от моталки 3 помещено приемное устройство 4 для готовых рулонов. На рольганге 1 также расположено сварочное устройство, состоящее
из сварочной головки 5 с электродом б, перемещающейся поперек рольганга по направляюющим 7. Такое же сварочное устройство, состоящее из направляющих 8, сварочной головки 9 и сварочного электрода 10, расноложено над моталкой 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ТРУБОПРОВОДОВ | 1973 |
|
SU378032A1 |
| Способ изготовления многослойной спиральношовной трубы | 1983 |
|
SU1103033A1 |
| СПИРАЛЕШОВНАЯ МНОГОСЛОЙНАЯ ТРУБА | 1972 |
|
SU356853A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ ИЗ ОТДЕЛЬНЫХ ЛИСТОВ | 2006 |
|
RU2308338C1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1970 |
|
SU269830A1 |
| СИСТЕМА СЪЕМА ИНФОРМАЦИИ С ПЛЕНКИ, В ЧАСТНОСТИ, ДЛЯ ВЯЗАЛЬНЫХ МАШИН | 1971 |
|
SU305680A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО | 1973 |
|
SU383247A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ ПРОДОЛЬНЫХ швов СТАЛЬНЫХ ТРУБ | 1971 |
|
SU301896A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
