Известна экструзионная головка для изготовления двухслойных полимерных труб, содержащая два соосных дорна, образующих две кольцевые щели для формования наружной и внутренней трубчатых заготовок.
Цель изобретения - изготовление двухслойных труб с гофрированной наружной и гладкой внутренней стенками. Для этого- головка на выходе снабжена формующим устройством, выполненным в виде вакуумных полуформ, снабженных средствами для их непрерывного смыкания и перемещения, внутри которых на удерживающей щтанге, укрепленной в дорне, служащем для формования наружной трубчатой заготовки и снабженном каналами для подвода воздуха, установлен дорн для формования внутренней гладкой трубы, снабженный каналами для подвода воздуха.
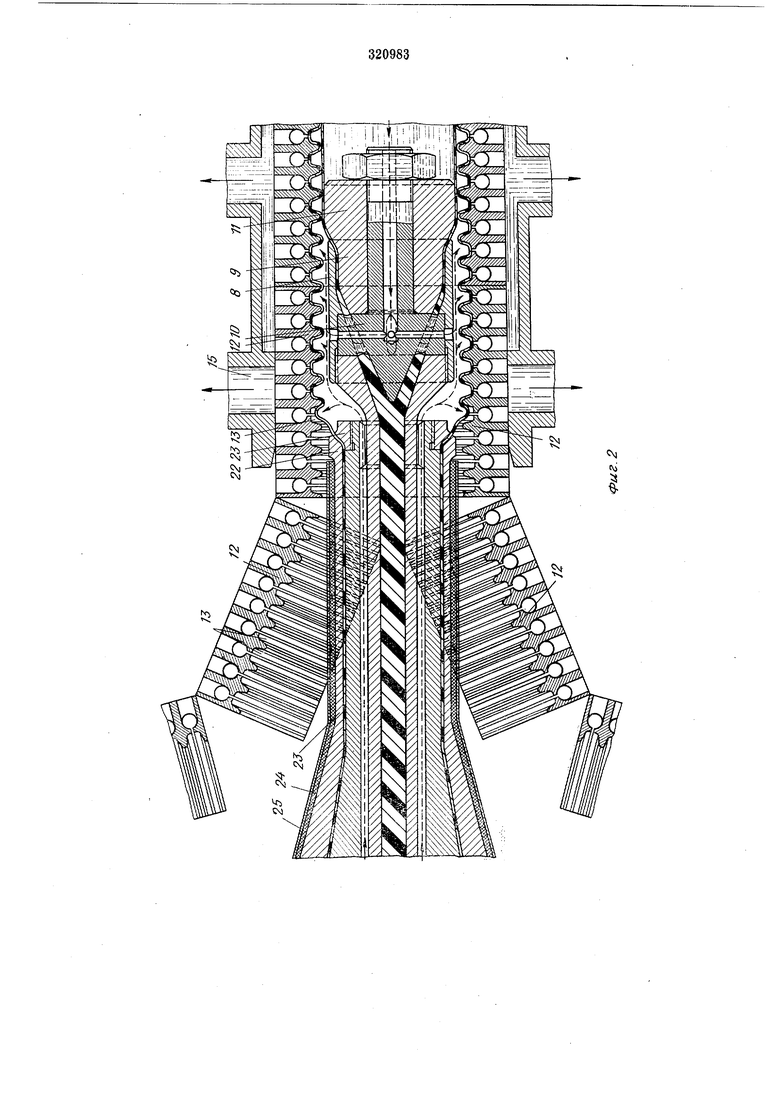
На фиг. 1 представлена головка, у которой обе кольцевые щели питаются от двух различных экструдеров; на фиг. 2 - головка для изготовления труб больщих диаметров; на фиг. 3 - труба; на фиг. 4 и 5 - дренажная труба, изготовленная с помощью головки.
У головки (см. фиг. 1) на конце 1, где расположен экструдер (на чертеже не «оказан), имеется несущее кольцо 2, которое делит поступающий от экструдера поток пластмассы на наружный 3 « внутренний 4 потоки. Наружный поток выходит в виде гладкого рукава из кольцевого круглого мундштука 5, у которого дорн 5 снабжен удерживающей щтангой 7. Последняя несет мундштук 8, дорн 9 которого поддерживается дорнодерл :ателем 10. Целесообразно мундщтуку 8 и дорну 9 придавать такую форму, чтобы внутренняя труба выдавливалась, сужаясь в
острый угол относительно внещней трубы, уложенной в промежуточную складку.
У дорна 9 имеется удлинение 11, внешний диаметр которого соответствует заданному внутреннему диаметру изготавливаемой трубы, т. е. диаметр меньше просвета между полуформами.
Выходящая из мундштука 5 гладкая труба проходит между движущимися, выполненными в виде гусеничных цепей полуформами 12.
Из канавок 13 и 14 полуформ нрн закрытых полуформах посредством вакуумного подвода 15 отсасывается воздух. Благодаря пониженному давлению сначала гладкий наружный рукав засасывается в канавки полуформ
и плотно прижимается к ним. Так как внутри внешней трубы сохраняется нормальное давление, в несущем кольце 2 и в дорне 6 предусмотрены соответственно отверстия 16 и 17, через которые может притекать воздух (направление движения воздуха изображено стрелкой и штриховой линией). Через отверстие 18 в дорне 9 и отверстие 19 в дорнодержателе 10 воздух может поступать из внутренней трубы во внутреннее пространство наружной трубы. Пластмасса, поступающая от конца одного экструдера, подводится к мундштуку 5 через несущее кольцо 20, в то время как пластмасса, поступающая от другого экструдера, подводится к насадке в виде внутреннего потока 4 через присоединительный патрубок 21 и добавочное отверстие в несущем кольце 20. У головки, представленной на фиг. 2, экструдеры и нодводы не изображены. Пластмасса может подводиться или от отдельного экструдера, или же от двух экструдеров, как это осуществляется в головке, представленной на фиг. 1. Насадка 22 для изготовления внещней трубы находится не снаружи, а внутри формующих полуформ. Такая головка особенно целесообразна при изготовлении труб относительно больщих диаметров. Насадка 22 и принадлежащий ей дорн 23 выполнены таким образом, что выходящая пластмасса вдавливается в канавки 13 полуформ 12 под. острым углом и так, что образование поперечных волн осуществляется с подпором. В этом случае воздух из канавок 13 целесообразно отсасывать посредством вакуумного подвода 15 на участке, где пластмасса подпрессовывается в канавки для образования наружной трубы. Как и в случае головки, представленной на фиг. 1, здесь дорн 9, относящийся к мундштуку 8, расположен на дорнодержателе 10 вместе с удлинением 11 дорна. Благодаря этому внутренняя труба прижимается к внутренним складкам наружной трубы и таким образом сваривается с этой трубой. Вследствие отсоса воздуха из канавок 13 он перетекает слева сквозь сомкнутые полуформы вдоль насадки 22. Из-за этого возможно слишком сильное ее охлаждение, которое может привести к застыванию пластмассы внутри насадки 22 к к нарушению рабочего процесса. В силу этого насадка 22 снабжается нагревающей лентой или же теплоизолирующим слоем 24, который удерживается с помощью натяжной ленты 25. Труба, изготовленная на одной из представленных на фиг. 1, 2 головок, в случае необходимости может снабжаться третьей, гладкой трубой, изготовленной по известному способу. Одна такая труба представлена на фиг. 3 (частично в разрезе). Эта труба состоит из гладкой внутренней трубы 26, внещней трубы 27, снабженной поперечными волнами, и наложенной на нее гладкой внешней трубы 28. Трубы 26 и 28 могут состоять из относительно мягкой или эластичной пластмассы. Их стенки могут быть сравнительно тонкими, так как эти трубы не должны воспринимать никаких механических нагрузок. Труба 27 имеет толстые стенки или изготовлена из относительно жесткой пластмассы, так что обладает необходимой прочностью на сжатие. Эта труба предназначена для того, чтобы воспринимать механические нагрузки. У трубы, представленной на фиг. 4, винтообразные канавки состоят не из цельного материала и являются пустотелыми. На фиг. 5 представлена труба, изготовленпая по способу, описанному в изобретении. Труба имеет боковые отверстия для протекания воды. При изготовлении этой трубы полуформы на своих выступающих частях снабжены выемками, так что во внешних волновых впадинах образуются выступы 29. На соответствующих участках удерживающей штанги 7 имеются выступы, которые продавливают стенки внутренней и внешней труб нарул у, так что на внутренней стороне образуются продольные канавки 30. Готовую трубу вводят в приспособление, которое срезает выступы 29. На участках, где наружные канавки 31 перекрещиваются с продольными канавками 30, образуются отверстия 32. Наружные поперечные канавки (см. фиг. 4) имеют двухзаходную резьбу, причем срезаны только те выступы, которые расположены в каждой второй резьбовой выемке. В случае необходимости большего числа отверстий для протока воды или же больщего общего сечения отверстий выступы в промежуточных резьбовых выемках должны быть срезаны, причем соответствующий срезающий инструмент вводится в оба винтовых захода. Предмет изобретения Экструзионная головка для изготовления двухслойных полимерных труб, содержащая ва соосных дорна, образующих две кольцеые щели для формования наружной и внутенней трубчатых заготовок, отличающаяся ем, что, с целью изготовления двухслойных руб с гофрированной наружной и гладкой нутренней стенками, головка на выходе набжена формующим устройством, выполенным в виде вакуумных полуформ, снабенных средствами для их непрерывного мыкания и перемещения, внутри которых на держивающей штанге, укрепленной в дорне, лужащем для формования наружной трубатой заготовки и снабженном каналами для одвода воздуха, установлен дорн, служащий ля формования внутренней гладкой трубы и акже снабженный каналами для подвода оздуха.
м
10
а
t
Э
.
t
tu
е-г
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления двухслойных полимерных труб | 1975 |
|
SU741790A4 |
| Устройство для изготовления пластмассовых труб с наружной гофрированной и внутренней гладкостенной оболочками | 1990 |
|
SU1776569A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ДВУХСЛОЙНЫХ ТРУБ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2010 |
|
RU2433913C1 |
| Экструзионная головка для изготовления двухслойных полимерных труб | 1975 |
|
SU656486A4 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Устройство для изготовления двустенных пластмассовых труб | 1990 |
|
SU1712183A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| ГОЛОВКА ЭКСТРУДЕРА | 1972 |
|
SU350593A1 |
| Устройство для изготовления двухслойных пластмассовых гофрированных труб | 1987 |
|
SU1500503A1 |
| Устройство для изготовления гофрированных рукавов из полимеров | 1991 |
|
SU1770147A1 |