Изобретение относится к области изготовления многослойных труб с заданными свойствами.
Известен способ изготовления труб из ленточного материала, по которому между двумя концентрично расположенными трубными заготовками, внутренней и наружной, помещают промежуточный слой.
Предлагаемый способ отличается от известного тем, что промежуточный слой получают путем формования из ленты с нанесенным на нее самовспенивающимся материалом профиля, охватывающего по меньшей мере частично внутреннюю трубную заготовку, которую предварительно гофрнруют, а затем формуют и сваривают наружную трубную заготовку и образуют в ней гофры.
Это позволяет получать гофрированные трубы с термоизоляционными и водоненроницаемыми свойствами.
Согласно изобретению сначала иа ленту, расположенную в продольном направлении и уложенную внутри двух труб, размещенных соосно относительно друг друга, наносится самовсненивающийся искусственный материал. Затем эту ленту изгибают в виде трубы, вокруг которой укладывается в форме трубы с зазорами и сваривается металлическая лента. Полученная таким путем наружная труба гофрируется. Таким образом удается предотвратить скле1;вание самовспеинвающегося искусственного материала с внутренней (соответственно наружной) трубой и тем самым избежать того, чтобы уменьщение длины наружной трубы, возникающее в процессе гофрирования, нередавалось также на внутреннюю трубу. Благодаря размещаемой внутри
соосных труб ленте, которая одновременно для подачи самовспенивающегося искусственного материала, постоянно обеспечивается относительное перемещение внутреинеи трубы с нанесенным на нее слоем самовспеннвающегося искусственного материала и гофрнрованной наружной трубы.
В связи с тем, что для гофрирования металлической ленты для наружной трубы требуется большая длина по сравнению с лентой, укладываемой вокруг внутренней трубы, скорость подачн металлической ленты должна быть выще скорости иодачи ленты для внутренней трубы, однако эти скорости выбираются образом, что скорость прохожден1 Я
обеих лент во время гофрировки одинакова.
В случае, если используют, например, быстровспенивающийся искусственпый материал, т. е. искусственный материал с жизнеспособностью до 50 сек, вспенивающийся до начала гофрирования, то предпочтительно применять «формостабильную ленту, из которой затем получают трубу.
«Формостабильная лента может оставаться несваренной, например, тогда, когда наружная труба накладывается непосредственно на указанную ленту и сваривается. В качестве «формостабильных лент, обеспечивающих соосность размещения внутренней и наружной труб в процессе изготовления, могут применяться металлические ленты толщиной от 0,02 до 0,7 мм. Но особенно пригодными для этой цели являются, например, стальные ленты толщиной 0,05-0,4 мм.
Для дальнейшего облегчения относительного перемещения внутренней трубы с охружающей ее лентой и наружной трубы во время процесса гофрирования пространство между трубообразноизогнутой лентой и наружной трубой может заполняться мед,ленновспенивающимся нскусственным материалом, который до начала гофрирования служит в качестве смазывающего средства и лишь носле этого начинает вснениваться. Таким путем удается получить трубы с очень хорошей водонепроницаемостью в продольном направлении.
Если же используют самовспенивающийся искусствеиный материал с жизнеспособностью до 0 мин, т. е. такой медленновспенивающийся материал, который вспенивается лишь после гофрирования, то окружающая внутреннюю трубу лента не обязательно должна обладать особо высокой прочностью. В этом случае упомянутая лента служит в основном для подачи компонентов пенистого материала до тех нор, пока не будет закончен процесс гофрирования наружной трубы.
Для нолученпя относительного перемещепия ленты и наружной трубы производится торможение леиты. В качестве несущей ленты может применяться перемещающаяся в продольном направленпи бумажная лепта, ширина которой выбрана таким образом, что ирн укла/лывании ее вокруг трубы вблизи сварного шва образуется зазор в 30-40 мм. Предпочтительной оказывается также креиированная бумага, которая при вспенивании искусственного материала легко «вкладывается в гофрировку наружной трубы.
Применение медленновспенивающегося искусственного материала позволяет отказаться от использования относительно дорогой «формостабильной ленты. Кроме того, изготовленная онисанным выше способом термоизоляционная труба часто успешно применяется Е тех случаях, когда от трубопровода требуется определенная водонепроницаемость в продольном направлении, так как благодаря вспениванию искусственного материала после процесса гофрирования он заполняет также «вершины гофрировки. Для достижения более
высокой водонеироиицаемости рекомендуется также использовать ленту с указанной выше шириной, которая не полностью перекрывает внутреннюю поверхность наружной трубы, а образует открытую трубу. Таким образом, создаются условия для того, чтобы вспенивающийся, выходящий из зазора искусственный материал застывал непосредственно на наружной трубе, благодаря чему предотвращается возможность проникновения воды внутрь трубопровода.
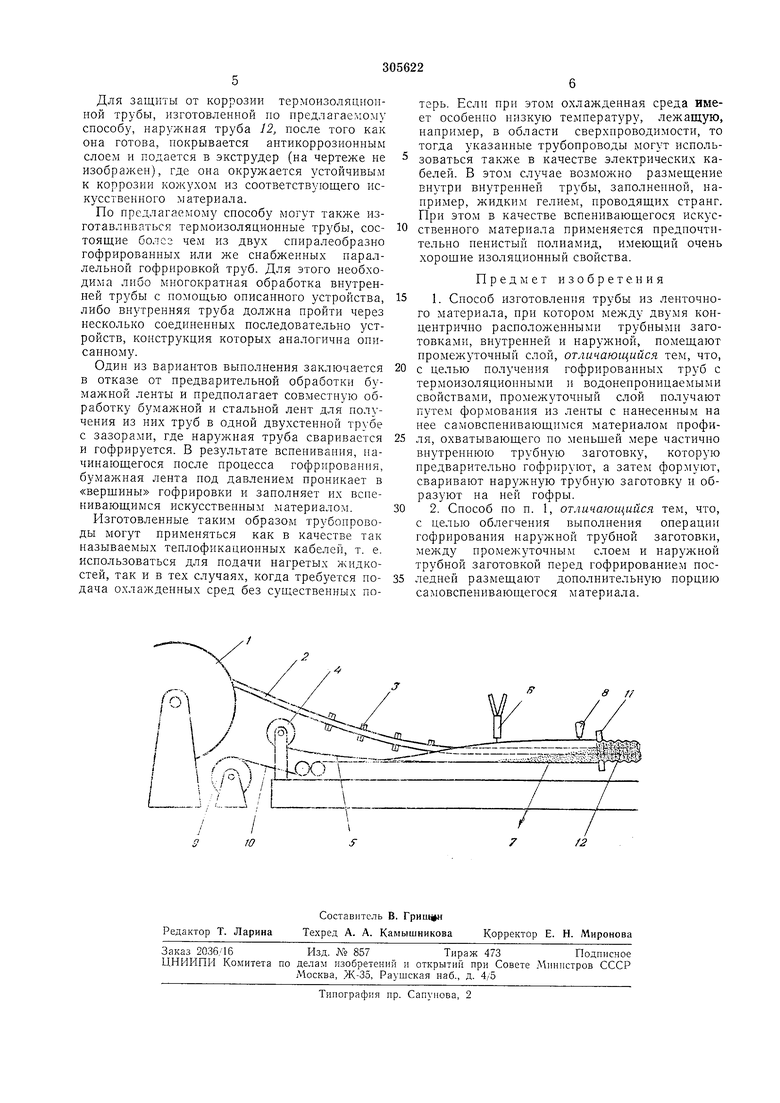
На чертеже схематично изображено устройство для осуществления описываемого способа.
На подаваемой с барабана / гофрированной внутренней трубе 2, например, из меди устанавливаются выполненные, например, из соответствующего пенистого материала дистанционные держатели (фиксаторы) 3. Подготовленная таким образом внутренняя труба нодагтся затем в формующее устройство (на чертеже не изображено), в котором поступающая с диска 4, например, креиировапная бумал ная лента 5 укладывается в виде трубы вокруг внутренней трубы 2. При этом ширина бумажной ленты выбрана таким образом, что но периметру уложенной в виде трубы бумажной ленты в нродольном направлении образуется зазор величиной 30-40 мм. Во время иридания бумажной ленте 3 формы трубы на ленту с номощью капельного устройства наносится жидкий искусственный лгатериал. В устройстве 6 предусмотрены обозначениые на чертеже подающие ириспособления для компонентов, входящих в состав вспенивающегося искусственного материала 7, в данном случае полиуретана, нолиола и изоцианата. Подаваемые компоненты перемешиваются далее в снециальной камере. Полученная смесь через не изображенное на чертеже сопло каплями наносится на бумажную ленту. Нанесенный таким путем на ленту искусственный материал, который может иметь жизнеспособность до 10 мин, подается затем с помощью ленты 5 в направлении к устройству 8 для дуговой сварки, посредством которого подавае.мая с барабана .9 стальная лента 10 после получения из нее трубы с зазорами сваривается известным способом. Подготовленная таким образом система труб подается затем в устройство // для гофрирования с помощьюкоторого иолучеивая из стальной ленты 10 наружная труба 12 гофрируется. Затем происходит вспеппвание искусственного материала 7, который заполняет все нромежутки ме;кду внутренней трубой и уложенной вокруг нее бумажной лентой, соответственно между бу1 :ажной лентой и наружным кожухом. Этот процесс продолжается до тех пор, пока вспепивающийся искусствепный материал может проникать из зазора по периметру бумажной ленты в пространство между указанной лентой и паружным кожухом для получения водонепроницаемости в продольно, 1:а;|равле

| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПОЛИМЕРНЫХ ТРУБ | 1971 |
|
SU320983A1 |
| СОСТАВНАЯ ТРУБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОСТИ ИЛИ ГАЗОВ ВЫСОКОГО ДАВЛЕНИЯ | 1972 |
|
SU358868A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО | 1973 |
|
SU383247A1 |
| СССРПриоритет 28.1.1969, № Р 1904101.1, ФРГОпубликовано 28.X1I.1972. Бюллетень № 5за 1973 Дата опубликования описания 13.111.1973УДК 677.057.125(088.8) | 1973 |
|
SU365074A1 |
| УСТРОЙСТВО для ЗАЖИМА ТРУБЫ ПРИ ИСПБ1ТАНИИ ЕЕ НА ПРОЧНОСТЬ ДАВЛЕНИЕМ | 1969 |
|
SU238461A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ФОРМОВКИ и СВАРКИ ПРОДОЛЬНЫХ швов СТАЛЬНЫХ ТРУБ | 1971 |
|
SU301896A1 |
| ГИБКАЯ ИМЕЮЩАЯ ТЕПЛОИЗОЛЯЦИЮ ВОДОПРОВОДНАЯ ТРУБА | 2008 |
|
RU2372551C1 |
| СИСТЕМА ТРУБОПРОВОДОВ | 1973 |
|
SU378032A1 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА ДЛЯ ТРУБОПРОВОДОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2293247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1970 |
|
SU269830A1 |
