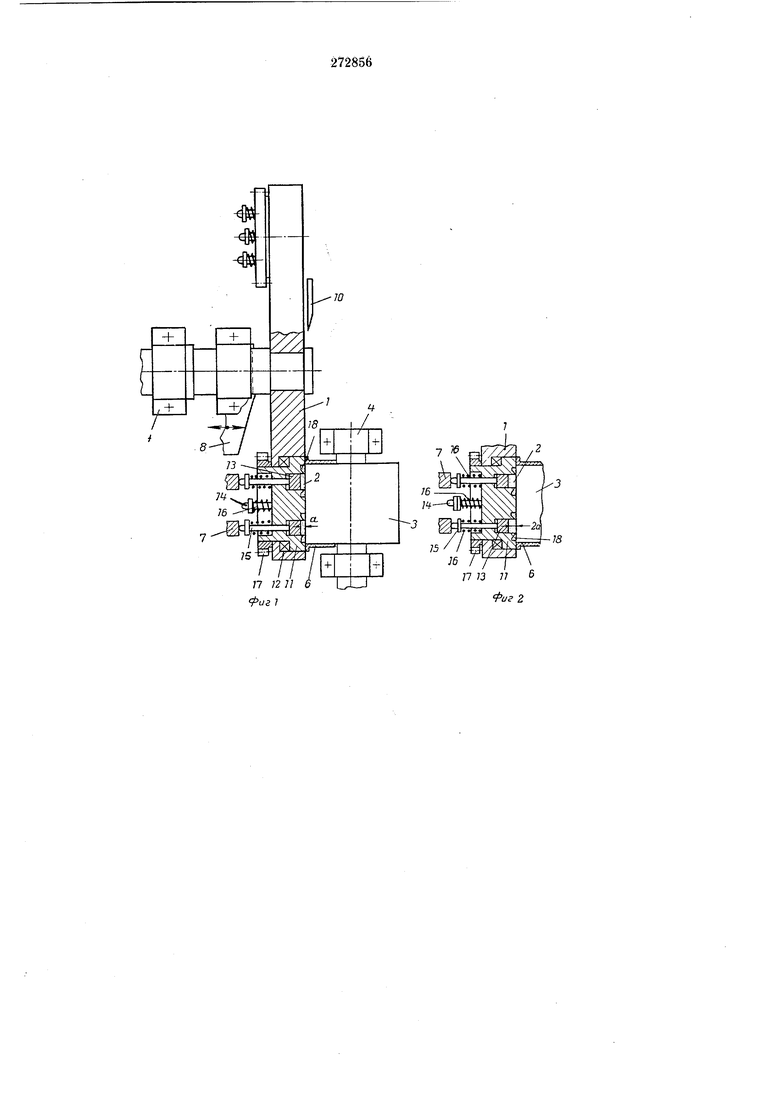
Известные брикетные вальцовые прессы содержат валок с установленными на его торцовой поверхности прессформами, гладкий валок, ось которого расположена под углом к оси первого валка, бункер, толкатели с кулачками и съемники. Целью изобретения является расположение слоев в прессформе под углом друг к другу в многослойных брикетах и улучшение их качества. Для этого прессформы устаповлены в валке с возможностью поворота посредством закрепленной на каждой из них шестерни, взаимодействуюш,ей с неподвижной рейкой, а кулачки толкателей выполнены регулируемыми. Прессформы выполнены съемными, с установленными в них неподвижными иглами. На фиг. 1 схематически изображен предложепный брикетный вальцовый пресс, вид сверху; на фиг. 2 - прессформа пресса при втором вальцевании брпкета; на фиг. 3 - вид по стрелке Л; па фиг. 4, 5, 6 похазаны модификации выполнения прессформ пресса применительно к переработке высокотекучих материалов. Брикетпый вальцовый пресс с угловым расположением осей валков содержит валок / с формирующими гпездамп 2 на торцовой плоской рабочей поверхности и валок 3 с цилиндрической (или конической) рабочей гладкой поверхностью. Валки 1 и 3 смонтированы в подшипниках 4 и вращаются в направлениях, показаппых стрелками. Подшппнтиси 4 смонтированы па раме 5. Неподвижно над валком 3 смонтирован бункер 6. Пресс снабжен неподвижным регулируемым опорным кулачком 7 и подвижным кулачком 8, рейкой 9 и съемнпком 10. Кулачок 8 движется возвратно-поступательно от гидропривода. В валке / смонтировано несколько прессформ 11 в упорных подшипниках 12 качения. Прессформы снабл ены подвижным дном 13 и двумя парами толкателей 14 и 15 с пружинами 16. Толкателп 14 выполпены более высокими по сравпению с толкателями 15 на величину, равную толщнне слоя а брикета. Прессформы снабжены шестернялш 17 и обрезными гнездами 18. Работает брикетный вальцовый пресс следующим образом. При вращеннн рабочих поверхностей валков 1 и 3 навстречу друг другу формовочная масса, находящаяся в бункере 6, захватывается и прессуется в формующих гнездах 2. При первом вальцеваппи глубина гнезд равна толщине одного слоя а, так как толкатели 14 упираются в поверхность опорпого кулачка 7. При дальнейшем вращеннн валков во все формующне гнезда запрессовывается масса, причем толщина слоя массы равна половине
толщины готового брикета. При проходе через межвалковый зазор шестерня 17 взаимодействует с рейкой 9 и поворачивается иа угол 90°, в результате чего вся ирессформа с заформоваииой массой поворачивается иа 90°.
Кулачок 5 при иервом вальдеваиии отведен влево (см. фиг. 1), поэтому в иижием иоложепии запрессоваппая в гпезда 2 масса не выталкивается. .
При поступлении прессформы 11 на второе вальцевание в опорный кулачок 7 упираются толкатели 15, а высота формующего гнезда 2 увеличивается до 2а. В межвалковом зазоре формуется второй слой брикега, который расположен но направлению вальцевания под углом 90° к первому слою брикета.
Кулачок 8 передвигается в крайнее правое положение. После прохождения мел валкового зазора шестерни 17 вновь взаимодействуют с рейкой 9, в результате чего прессформа поворачивается иа 90°, толкатели 14 взаимодействуют с передвинутым в крайнее правое положение кулачком 8, брикеты 19 выталкиваются и снимаются съемником W.
В дальнейшем цикл работы пресса повторяется.
На фиг. 3 показана схема армирования брикетов 19, причем направление орнентацип верхнего слоя показано тонкими линиями, а направление ориентации нижнего слоя показано пунктирными линиями.
Конструкция предлагаемого пресса, в частности валка 1, позволяет осуществлять замену прессформ, что делает пресс применимым для выпуска большой номенклатуры брикетов.
Предлагаемый пресс позволяет регулнровать высоту брикета, что необходимо для получения точного веса брикетов ири переходе на переработку формовочной массы из партии с другими физико-механическими характеристиками и т. д. Для этого опориый кулачок 7 перемещается в необходимом диапазоне (1 -
3 мм) по горизонтали, например, винтовым способом. При этом изменяегся глубииа форMyjonj,ero гнезда за счет изменения буикера (см. фиг. 2).
Примеиительио к переработке прессматериалов, имеющих высокую текучесть, прессфюрмы снабжаются тонкими иглами 20 (см. фиг. 4, 5, 6). Иглы 20 располагаются рядами в формующпх гиездах прессформ и укреплены неподвижно стержиям 21, при вальцеваиии первого слоя брикета иглы выталкиваются из подвил пого дна 13 на высоту слоя брикета, ири вальцеванин второго слоя иглы высовываются из подвижного дна 13 на высоту, равную высоте двух слоев и т. д. Паличне игл в формующих гиездах прессформы увеличивает сопротивление течению слоев спрессоваииого материала в направлении вальцевания.
Брикеты, получаемые при таком выполнении пресса, имеют отверстия небольшого диаметра, равного диаметру игл. При вулкапизацип брикетов отверстия заформовываются, иричем наличие их в.брикете не снижает качества готового кольца сцепления.
Предмет изобретения
1. Брикетный вальцовый пресс, содержащий валок с установленными на его торцовой поверхности прессформами, гладкий валок, ось которого расположена под углом к оси иервого валка, бункер, толкатели с кулачками и съемиики, отличающийся тем, что, с целью расположения слоев в прессформе под углом друг к другу в многослойных брикетах и улучшеиия их качества, нрессформы установлены в валке с возмол ностью поворота посредством закрепленной на каждой нз них шестерни, взаимодействующей с неподвижной рейкой, а кулачки- толкателей выполнены регулируемыми.
2. Пресс по п. 1 отличающийся тем, что прессформы выполиепы съемными и с устаиовленными в них неиодвижными иглами.
77 ;277 Риг 1

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ ПРЕСС | 1971 |
|
SU290841A1 |
| ВАЛКОВЫЙ БРИКЕТНЫЙ ПРЕСС | 1969 |
|
SU255088A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ БРИКЕТОВ | 1970 |
|
SU265770A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 1971 |
|
SU305061A1 |
| УСТРОЙСТВО ДЛЯ ВАЛЬЦЕВАНИЯ БРИКЕТОВ | 1970 |
|
SU259673A1 |
| ВАЛКОВЫЙ ПРЕСС | 1970 |
|
SU288611A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТА С ОТВЕРСТИЕМ | 1969 |
|
SU234190A1 |
| ВАЛЬЦОВЫЙ ПРЕСС | 1973 |
|
SU364443A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХБРИКЕТОВ | 1968 |
|
SU209995A1 |
| Валковый брикетный пресс | 1980 |
|
SU927559A1 |