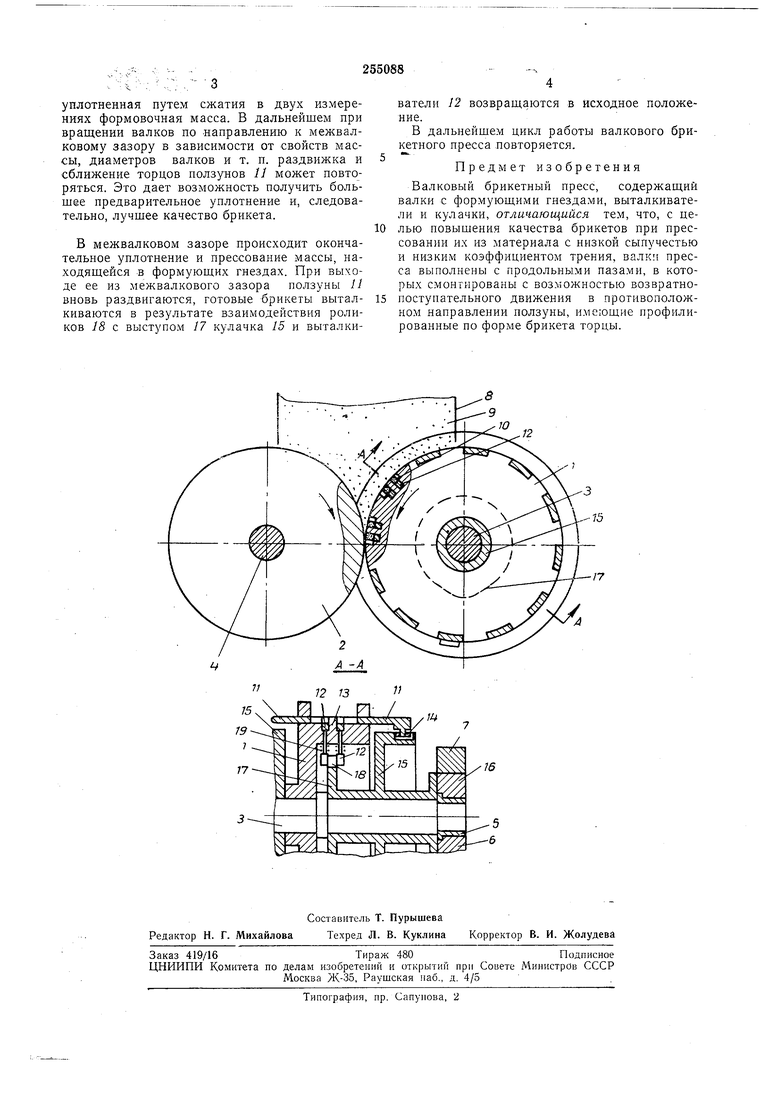
Известны вилковые брикетные прессы, состоящие из валков с формующими гнездами, выталкивателей и кулачков. Однако при нрессовании нз материала с низкой сыпучестью и низким коэффициентом трения получаются брикеты недостаточно высокого качества. Предлагаемый брикетный пресс устраняет этот недостаток за счет того, что валки пресса выполнены с продольными пазами, в которых смонтированы с возможностью возвратнопоступательного движения в противоположном направлении ползуны, имеющие профилированные ио форме брикета торцы. На чертеже показан описываемый пресс. Пресс состоит из формующих валков 1 и 2, закрепленных на валах 3 и 4, вращающихся во втулках 5 подшипников 6 пресса при помощи привода (на чертежах не показан). Подшипники 6 смонтированы в окнах станины 7 пресса. На станинах 7 установлен также бункер 8 для формовочной массы 9. Валок / имеет на своей рабочей поверхности формующие гнезда 10, например кольцевые, образованные серпообразными торцами специальных ползунов 11, поверхностью выталкивателей 12 и поверхностью цилиндрических выступов 13 валка 1. Ползуны 11 установлены с возможностью возвратно-поступательного перемещения вдоль образующей валка за счет взаимодействия роликов 14 и ползунов 11 с канавками кулачков 15, прикрепленных неподвижно при помощи болтов 16 к подщипникам 6. Кулачок 15 имеет дополнительный эксцентричный выступ 17, взаимодействующий при вращении валков с роликами 18 выталкивателей 12. Прижим роликов 18 к поверхности выступа 17 кулачка 15 осуществляется при помощи прулсин 19. Работает устройство следующим образом. При вращении валков / и 2 навстречу друг другу формовочная масса, находящаяся в бункере 8, вступает в соприкосновение с движущимися .поверхностями валков, причем ползуны 11 в этот момент разведены в крайние положения. Валок 1 имеет (при разведенных ползунах //) на своей поверхности много чередующихся выступов и впадин, благодаря чему во впадины свободно засыпается малосыпучая масса. Б дальнейше.м при вращении валков / и 2 формовочная масса, находящаяся в их впадинах, подвергается при приближении к межвалковому зазору уплотнению поверхностями валков 1 и 2 и одновременно аксиальному уллотнению торцами ползунов 11, движущихся при этом навстречу друг другу при взаимодействии роликов 14 с канавкой кулачка 15. В результате ползуны // занимают пололсение, при котором на валке образуются формующие гнезда, в которых находится иредварительно
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 1971 |
|
SU305061A1 |
| БРИКЕТНЫЙ ВАЛЬЦОВЫЙ ПРЕСС | 1970 |
|
SU272856A1 |
| ВАЛЬЦОВЫЙ ПРЕСС | 1969 |
|
SU256573A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТА С ОТВЕРСТИЕМ | 1969 |
|
SU234190A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 1969 |
|
SU252886A1 |
| ВАЛКОВЫЙ БРИКЕТНЫЙ ПРЕСС | 1991 |
|
RU2010726C1 |
| Валковый брикетный пресс | 1980 |
|
SU927559A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ БРИКЕТОВ | 1970 |
|
SU265770A1 |
| Барабанный брикетный пресс Лукьяненко | 1987 |
|
SU1523397A1 |
| Валковый брикетировочный пресс | 1981 |
|
SU990527A1 |
