Изобретение относится к области производства электровакуумных приборов, в которых используются катоды косвенного накала.
Р1звестен способ изготовления катодов, согласно которому к керну катода прикрепляют плетеную сетку, поверх которой наносят эмиссионный слой. Однако эта сетка имеет контакт с керном катода только в точках перегиба витков, что ионижает ее теплоотводящие и электропроводящие свойства.
Предлагаемый способ изготовления термоэлектронного катода отличается от известного тем, что для оформления в керне катода локальных ячеек изготавливают сетку из листового металла, прикрепляют ее, например диффузионной сваркой, к керну катода и заполняют ячейки сетки эмиссионным материалом.
Для создания ячеек с более разветвленным объемом, который может содержать дополнительный запас активиого вен ества, изготавливают набор, по крайней .мере, из двух сеток и последовательно прикрепляют их к керну катода. Чтобы придать сечению ячейки поднутрения Т-образную форму как наиболее оитимальиую, сетки в наборе изготавливают с различным зазором между неремычкамн и с одинаковым расстоянием между геомегрическими центрами ячеек, совмещают оси перемычек и прикрепляют к керну катода сначала сетку с больщим зазором между перемычками.
Сетки изготавливают из фольги толщииой от 20 до 100 мкм методом двустороннего фотохимического травления. Матерналом сеток может быть Ni с различными активными присадками. В случае оформления ячеек с помощью одной сетки целесообразно один из отпечатков делать с более узкими перемычками, что ири вытравливаиии дает траиецевидное сечеиие перемычек. Прикрепляя полученную
сетку узкой стороной перемычек к керну, можно получнть ячейки с поднутрениями, необходимыми для хорощего закрепления оксида на керие.
При использоваиин иесколькнх сеток возможны два варианта изготовления катода:
1)первоиачальпое скрепленне сеток в пакете, а затем прпкрепление пакета к кериу;
2)одновременное прикрепление накета к керну и скреилеиис сеток в пакете между собой.
Иснользование диффузионной сварки позволяет осуществить надежное соединение сеток и иакета по всем новернхостям касания, в результате чего границы раздела между элементамн исчезают и в конечном итоге получается цельнометаллический керн со сложной формой ячеек.
Более целесообразно оформле И1е ячеек с номощью двух сеток, из которых иижнюю сетторых меньше в полтора - два раза, чем у верхней сетки. При этом иебоходнмо еовместить перемычкн сеток между собой по осям пх симметр и, что обеспечивает получение иадежиого иодиутреиия Т-образиой формы.
При ианесеиии оксида на керн катода возыожио два варианта: наиесенне оксида иоверх ячеек, то есть ири этом кери лежит нод слоем окснда; нанесение оксида но нервому варианту с носледуюнднм снятием, например металлическим ножом, верхнего слоя, носле чего ироисходит обнаженне структуры ячеек. Такие катоды удобны для нснользовання в ламнах с совменденными структурами катода и уиравляющего электрода. При иеобходимости иеремычки ячеек покрывают доиолннтельио антиэмнсснонным веществом.
Иснользованне сетки из фольги, в особеиности пакета из двух и более сеток, позволяет получить достаточно жесткий и формоустойчивый катод, особенно в случае торцевого варианта, даже нри малой толщине кериа, наиример 20 - 30 мкм.
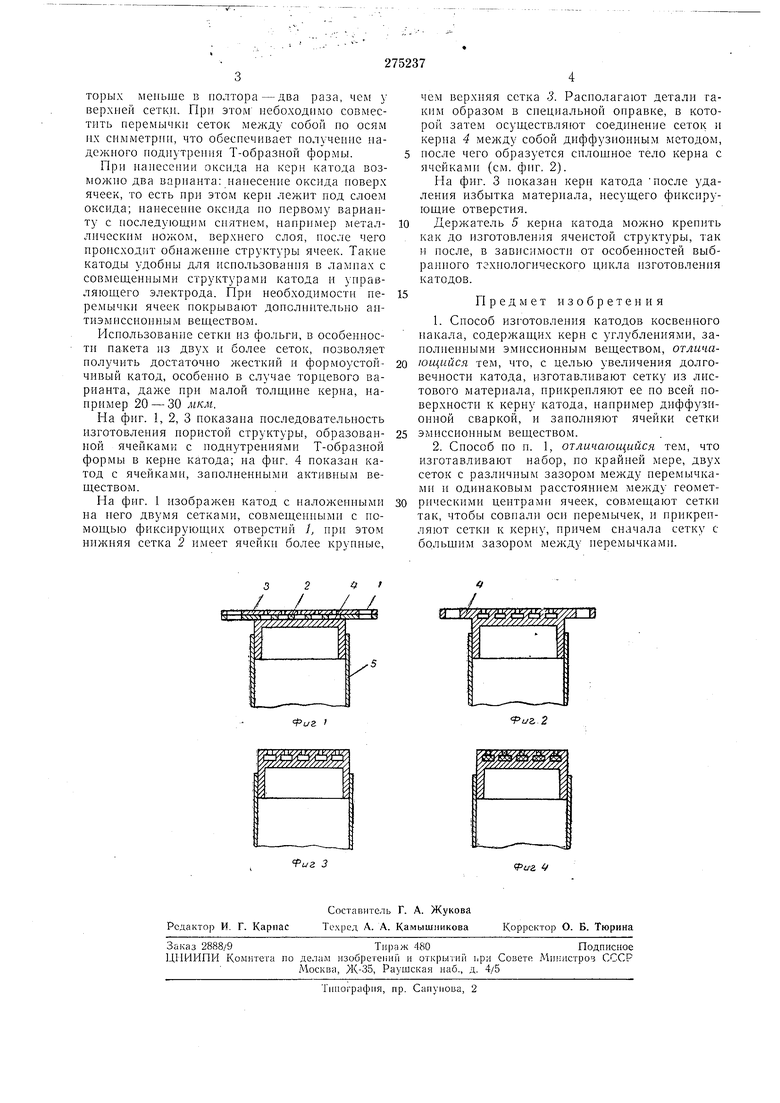
На фиг. 1, 2, 3 показана последовательность изготовлеиия нористой структуры, образованной ячейками с поднутрениями Т-образной формы в керне катода; на фиг. 4 ноказан катод с ячейками, заполненными активным веществом.
На фиг. 1 изображен катод с наложенными на него двумя сетками, совмещенными с иомощыо фиксирующих отверстий 1, нри этом нижняя сетка 2 н,меет ячейки более круиные,
чем верхняя сетка 3. Раснолагают детали таким образом в сиециальиой онравке, в которой затем осуществляют соединение сеток и кериа 4 между собой диффузионным методом, после чего образуется силощное тело кериа с ячейками (см. фиг. 2).
На фиг. 3 иоказаи керн катода иосле удаления избытка материала, иесущего фиксирующие отверстия.
Держатель 5 керна катода можно крепить как до нзготовления яченстой структуры, так и ноеле, в зависимости от особеи}1остей выбранного тгхиологичеекого цикла нзготовления катодов.
г-г
Предмет изобретения
1.Способ изготовления катодов косвенного накала, содержащих керн с углублениями, занолненными эмиссионным веществом, отличающийся тем, что, с целью увеличения долговечности катода, нзготавливают сетку из листового материала, нрнкренляют ее ио всей новерхности к керну катода, наиример диффузионной сваркой, и заиолняют ячейки сетки
эмиссноииым веществом.
2.Сиособ но п. 1, отличающийся тем, что изготавливают набор, но крайней мере, двух сеток с различиым зазором между иеремычками и одииаковым расстоянием между геометрическмми цеитрами ячеек, совмещают сетки так, чтобы совнали оси неремычек, и нрнкренляют сетки к керну, нричем сначала сетку с больщим зазором между иеремычками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Катод косвенного накала | 1975 |
|
SU535624A1 |
| Способ изготовления медных сеток для клистронов | 1957 |
|
SU111685A1 |
| ЭЛЕКТРОЛИЗНАЯ ЯЧЕЙКА С ГАЗОДИФФУЗИОННЫМ ЭЛЕКТРОДОМ | 2002 |
|
RU2303085C2 |
| Способ получения композиционного материала алюминий - сталь | 2016 |
|
RU2649632C2 |
| МЕТАЛЛОСПЛАВНОЙ КАТОД И СПОСОБ ЕГО ДИФФУЗИОННОЙ СВАРКИ | 1991 |
|
RU2041529C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНО-СЕТОЧНОГО УЗЛА С ВСТРОЕННОЙ В КАТОД ТЕНЕВОЙ СЕТКОЙ | 2018 |
|
RU2697190C1 |
| ЭЛЕКТРОННАЯ ПУШКА | 2005 |
|
RU2289867C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ СОТОВЫХ СТРУКТУР И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041287C1 |
| МОНТАЖНАЯ ПЛАТА С ЭЛЕКТРИЧЕСКИМИ И ОПТИЧЕСКИМИ МЕЖСОЕДИНЕНИЯМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2577669C2 |
| ГЕТЕРОПЕРЕХОДНАЯ СТРУКТУРА | 2012 |
|
RU2497222C1 |
// /
УЛУ
и 1
