Изобретение относится к технологии композиционных металлических материалов и может быть использовано для получения легких, ударопрочных изделий, а также элементов конструкций, эксплуатируемых в условиях воздействия знакопеременных нагрузок при нагреве до температуры 550-600°С.
К таким материалам предъявляется требование сочетания малой плотности (легкие материалы) с повышенной ударной вязкостью (KCU) и удельной эффективной работой разрушения (γF), в значительной степени определяющее рабочий ресурс изделий.
Известен способ получения композиционного материала алюминий - сталь [1], включающий намотку витков стальной проволоки с определенным шагом на алюминиевые (матричные) слои, укладку таких слоев в пакет и его прокатку с заданной степенью деформации.
Недостатками данного способа являются относительно невысокие показатели характеристик разрушения (KCU и γF), относительно высокая плотность, а также анизотропия механических свойств получаемого композита.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ получения композиционного материала алюминий - сталь [2] (принятый за прототип), включающий формирование многослойной заготовки - пакета путем чередования алюминиевых слоев (в виде фольги толщиной 0,05-0,5 мм или листов толщиной более 0,5 мм до 1,5 мм) и стальных сеток «трикотажного» плетения из высокопрочной, нагартованной проволоки (Х18Н10Т; У8А или Х13Н13М2) толщиной 0,02-0,2 мм с размерами ячеек от 0,6-0,8 мм до 2 -2,5 мм.
Многослойную заготовку уплотняли прессованием, располагая ее между двумя плоскопараллельными стальными плитами. Затем ее заворачивали в алюминиевую фольгу и помещали в герметичный вакуумный контейнер из гибкой листовой стали. В контейнере создавали разрежение и переносили его в печь, нагревая до заданной температуры (ниже температуры плавления алюминия: 500-600°С) с изотермической выдержкой 8-10 минут.
После этого нагретый контейнер с многослойной заготовкой в условиях разрежения перемещали под фрикционный молот установки динамического горячего прессования (ДТП) и наносили удар с фиксированной высоты.
В этом случае удается снизить степень анизотропии механических свойств за счет применения сеток в качестве армирующих элементов. Однако недостатками способа-прототипа остаются недостаточно высокие значения KCU и γF полученного композиционного материала, а также его относительно большая плотность. Кроме того, способ-прототип является трудоемким за счет необходимости реализации большого количества технологических операций, а также применения метода ДТП.
Технической задачей данного изобретения является снижение плотности получаемого композиционного материала, увеличение показателей KCU и γF, а также упрощение способа его получения за счет уменьшения количества технологических операций и исключения использования ДТП.
Для выполнения поставленной задачи в способе получения композиционного материала алюминий - сталь, включающем формирование многослойной заготовки путем чередования алюминийсодержащих слоев и стальной сетки, уплотнение многослойной заготовки прессованием и ее термообработку, многослойную заготовку формируют путем чередования слоев, образованных из засыпки алюминиевого порошка с пластинчатой формой частиц и стальных сеток с размером ячеек 3-5 мм, сплетенных из троса диаметром 0,8-1,0 мм, при соотношении толщины слоев алюминиевого порошка и толщины стальной сетки от 2:1 до 3:1.
Кроме того, уплотнение многослойной заготовки прессованием проводят под давлением 700-1000 МПа, а термообработку многослойной заготовки проводят на воздухе при температуре 550-600°С в течение 15-30 минут.
Сущность способа получения композиционного материала алюминий - сталь поясняется графическими материалами, где изображено:
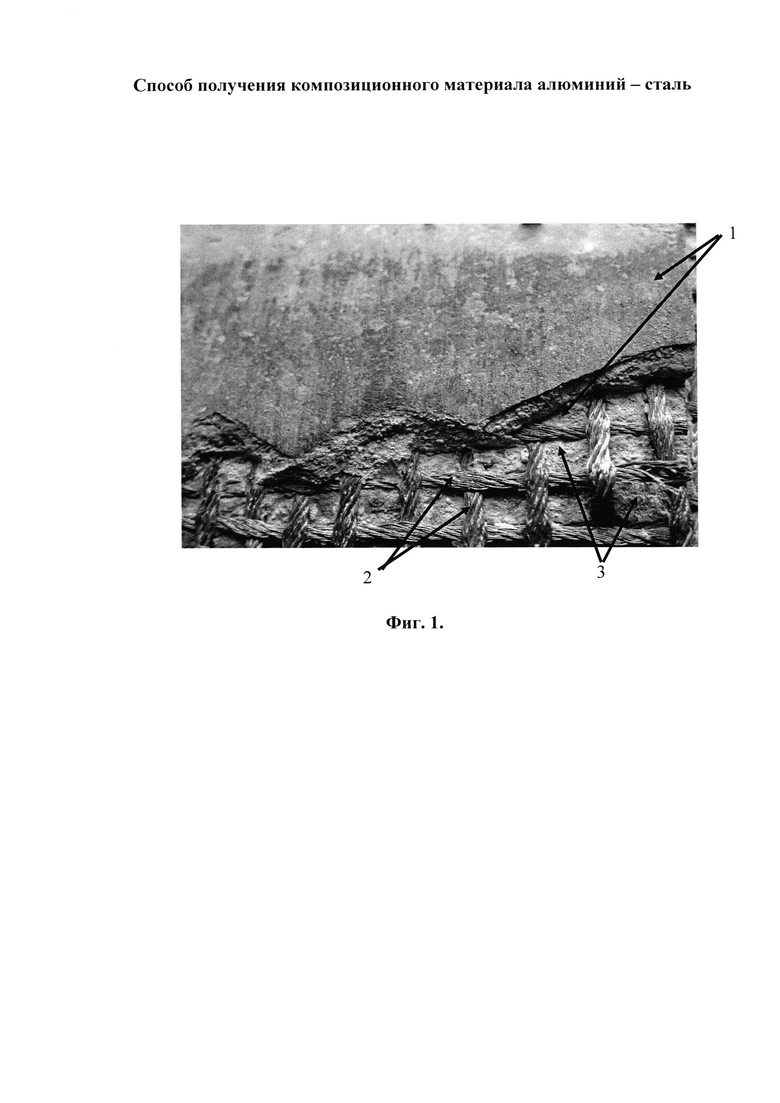
на фиг. 1 - вид поверхности скола композиционного материала алюминий - сталь (размер квадратной ячейки тросовой сетки - 5 мм); поз.1 - матричные алюминиевые слои, поз.2 - сетка из стального троса, поз.3 - «перемычки - мостики» между соседними матричными слоями;
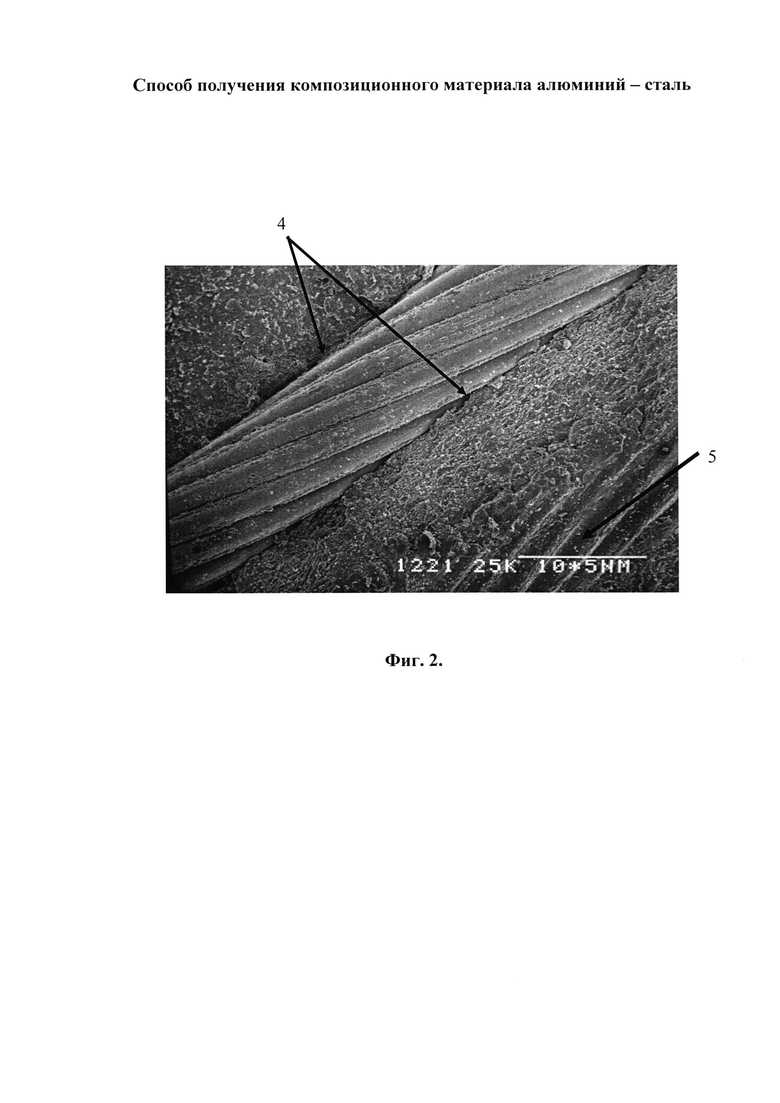
на фиг. 2 - вид поверхности разрушения композиционного материала алюминий - сталь после статического нагружения (длина линии - метки 1,0 мм); поз. 4 - поверхность раздела алюминиевая матрица - стальной трос, поз. 5 - рельеф, образованный вследствие вытягивания стального троса из алюминиевой матрицы.
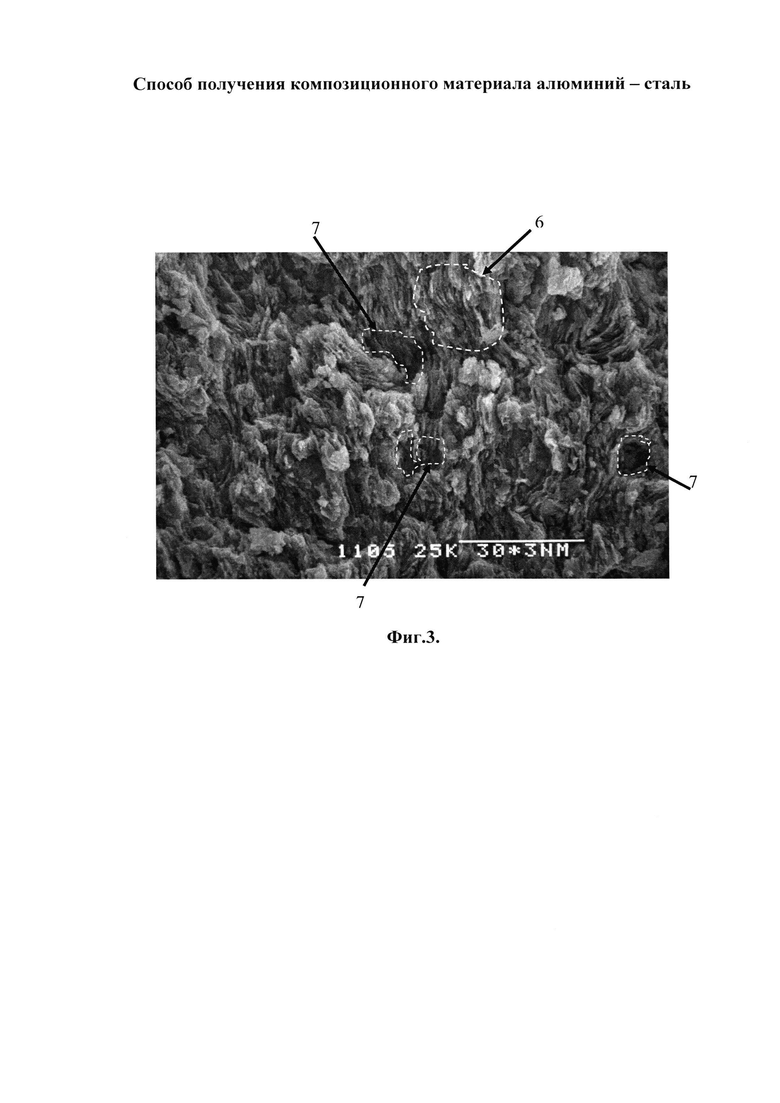
на фиг.3 - вид поверхности разрушения слоистой алюминиевой матрицы (длина линии - метки - 30 мкм); поз. 6 - слоистый пакет из диффузионно-связанных пластинчатых частиц, поз. 7 - полости - области вырыва слоистых пакетов.
Для получения материала по заявленному способу в качестве исходного сырья использовали алюминиевый порошок марки ПАП-2 (ГОСТ-5494-95), состоящий из частиц пластинчатой формы (преобладающие размеры частиц: по длине 10-100 мкм, по ширине 5-50 мкм, по толщине 0,5-1,0 мкм). Частицы порошка как продукта промышленной поставки покрыты тонким слоем стеарина (3,0 мас.%), вводимым в качестве жировой добавки на этапе их измельчения в шаровой мельнице.
Применение этого порошка для формирования алюминиевой матрицы композита объясняется возможностью придания ей слоистой структуры в результате укладки пластинчатых частиц по плоскостям при прессовании. Такая слоистая структура матрицы позволяла повысить ее трещиностойкость.
Также был использован стальной трос из аустенитной стали (08Х17Н13М2) торговой марки А4 следующего химического состава (мас.%): С (≤0,08), Сr (16-18), Fe (66,345-74), Мn (≤2), Ni (10-14), Р (≤0,045), S (≤0,03), Сu (≤1), Мо (2-3). Тип скрутки троса - 1×19 (в одной скрутке использовано 19 проволок диаметром 0,16-0,20 мм, по диаметру троса укладывается 5 проволок, при этом его диаметр может составлять от 0,8 до 1,0 мм).
Применение данного троса в качестве армирующего элемента обусловлено его высокой прочностью, высоким показателем модуля нормальной упругости и окалиностойкостью. Благодаря сочетанию таких свойств он способен выполнять функцию арматуры, позволяющей обеспечивать для композита повышенные характеристики разрушения - KCU и γF.
В заявленном способе изготавливали сетки из стального троса с размером квадратной ячейки (lя) от 3 до 5 мм. Снижение lя менее 3 мм не целесообразно, поскольку в этом случае существенно возрастало сопротивление продавливанию матричного алюминиевого порошка через ячейки при прессовании, что приводило к образованию «расслойных» трещин по торцам образца. Увеличение lя более 5 мм также не целесообразно, так как при этом значительно снижался эффект армирования алюминиевой матрицы тросом: имело место снижение параметров KCU и γF.
Уменьшение диаметра троса (dт) менее 0,8 мм также приводило к снижению показателей KCU и γF, а увеличение dт более 1,0 мм давало значительное приращение плотности материала за счет увеличения его массы.
Отношение толщины слоев алюминиевого порошка (δA1) к толщине стальной сетки (δС) менее 2:1 приводило к «перехлестам» сеток в соседних слоях из-за малой толщины прослойки матричного порошка. Увеличение δA1/δС более 3:1 не целесообразно вследствие падения показателей KCU и γF.
Снижение давления прессования многослойной заготовки (Р) менее 700 МПа уменьшало достигаемые значения параметров KCU и γF. Увеличение Р более 1000 МПа приводило к деформации троса и возникновению «перепрессовочных» трещин в алюминиевой матрице.
Уменьшение температуры (Т) и времени (т) термообработки многослойной заготовки на воздухе менее 550°С и 15 мин соответственно не позволяло достигать требуемых высоких значений параметров KCU и γF. Увеличение Тит более 600°С и 30 мин - соответственно не целесообразно, так как при этом наблюдается окисление алюминиевой матрицы композита и ее разупрочнение вследствие накопления алюмооксидной фазы, образующейся с увеличением объема.
Примеры реализации заявленного способа
Пример 1. Для подготовки матричного компонента композиционного материала алюминиевый порошок промышленной марки ПАП-2 загружали в алюминиевую емкость с крышкой и нагревали на воздухе (со средней скоростью 50°С/час) до температуры 350°С с последующей изотермической выдержкой, необходимой для выжигания стеарина с поверхности пластинчатых частиц и его замены пассивирующей алюмооксидной пленкой (500 г ПАП-2 выдерживали в течение 3 часов). Затем полученный порошок гранулировали путем его увлажнения (из расчета: добавка 10 см3 воды к 10 г порошка), последующей протирки через сито влажного порошка и его сушки до нулевой влажности.
Армирующий компонент композиционного материала получали плетением сетки с размером ячейки (lя) 3 мм из стального троса диаметром (dт) 0,8 мм (аустенитная сталь - 08Х17Н13М2, тип скрутки - 1×19, по диаметру троса укладывается 5 проволок диаметром 0,16 мм). Для плетения использовали специальное устройство.
Для формирования многослойной заготовки в гнездо стальной пресс-формы (85×100 мм) засыпали 20,5 г матричного алюминиевого порошка и разравнивали его в виде равномерного по толщине слоя. На поверхность этого слоя укладывали сетку, сплетенную из троса. Затем вновь производили засыпку матричного алюминиевого порошка указанной фиксированной навески, обеспечивающей соотношение толщины слоя порошка и толщины сетки (δА1/δс) как 2:1.
Таким образом, последовательно чередуя слои алюминиевого порошка и стальной тросовой сетки, получали многослойную заготовку (всего - 5 сеток и 6 слоев алюминиевого порошка, внешние слои выполнены из алюминиевого порошка).
Далее многослойную заготовку уплотняли прессованием, прикладывая давление (Р) - 700 МПа.
Термообработку многослойной заготовки проводили на воздухе по следующему режиму: нагрев до температуры (Т) - 600°С за 0,5 часа с последующей изотермической выдержкой (τ), равной 15 минутам.
В результате термообработки получали спеченный образец в виде пластины с плотностью 2,85 г/см3 при объемной доле армирующего компонента - 20%. Из данной пластины вырезали призматические образцы для изучения характеристик разрушения материала (KCU и γF).
Пример 2. Вид и последовательность технологических операций совпадают с приведенными в примере 1.
Армирующий компонент материала получали плетением сетки из стального троса: аустенитная сталь - 08Х17Н13М2, lя=4 мм, dт=0,9 мм, тип скрутки - 1×19, по диаметру троса укладывается 5 проволок диаметром 0,18 мм.
Для формирования многослойной заготовки в гнездо стальной пресс-формы (8×100 мм) засыпали 28,7 г матричного алюминиевого порошка и разравнивали его в виде равномерного по толщине слоя.
Далее, последовательно чередуя слои алюминиевого порошка и стальной тросовой сетки, получали многослойную заготовку (всего - 5 сеток и 6 слоев алюминиевого порошка, внешние слои выполнены из алюминиевого порошка, δA1/δс=2,5:1).
Многослойную заготовку уплотняли прессованием (Р=850 МПа), и термообрабатывали на воздухе (Т=570°С, τ=45 минут).
В результате термообработки получали спеченный образец в виде пластины с плотностью 2,75 г/см3 при объемной доле армирующего компонента - 18%. Из нее вырезали призматические образцы для определения параметров KCU и γF.
Пример 3. Вид и последовательность технологических операций совпадают с приведенными в примерах 1 и 2.
Армирующий компонент материала получали плетением сетки из стального троса: аустенитная сталь - 08Х17Н13М2, lя=5 мм, dт=1,0 мм, тип скрутки - 1×19, по диаметру троса укладывается 5 проволок диаметром 0,2 мм.
Для формирования многослойной заготовки в гнездо стальной пресс-формы (85×100 мм) засыпали 38 г матричного алюминиевого порошка и разравнивали его в виде равномерного по толщине слоя.
Далее, последовательно чередуя слои алюминиевого порошка и стальной тросовой сетки, получали многослойную заготовку (всего - 5 сеток и 6 слоев алюминиевого порошка, внешние слои выполнены из алюминиевого порошка, δA1/δс=3:1).
Многослойную заготовку уплотняли прессованием (Р=1000 МПа) и термообрабатывали на воздухе (Т=550°С, τ=30 минут).
В результате термообработки получали спеченный образец в виде пластины с плотностью 2,60 г/см3 при объемной доле армирующего компонента - 15%. Из нее вырезали призматические образцы для определения параметров KCU и γF.
Решение технической задачи данного изобретения - снижение плотности композита - достигается за счет формирования в его составе легкой и трещиностойкой слоистой порошковой матрицы (тогда как по способу-прототипу матрица формируется из плотных фольги и листов, полученных прокаткой, кроме того, метод ДТП обеспечивает значительное уплотнение материала).
Повышенные значения параметров KCU и γF заявленного композита обеспечиваются за счет его эффективного армирования тросовой сеткой и вследствие высокого сопротивления разрушению слоистой алюминиевой матрицы. Так, например, для его разрушения в результате приложения ударной нагрузки (фиг. 1) требуются высокие затраты энергии на разрушение скрутки проволок в составе тросовой сетки (поз. 2), расположенной между матричными алюминиевыми слоями (поз. 1), а также на разрушение путем среза «перемычек-мостиков» (поз. 3), соединяющих соседние матричные слои.
Кроме того, в случае как статического, так и ударного нагружения композита (фиг. 2), имеют место значительные энергозатраты на преодоление сил трения по поверхности раздела «матрица - трос» (поз. 4) при вытягивании из матрицы участков троса с образованием ярковыраженного рельефа его поверхности (поз. 5).
При механических испытаниях повышенное сопротивление разрушению слоистой алюминиевой матрицы (фиг. 3) обеспечивается значительной энергоемкостью процесса «вырыва» слоистых пакетов (поз. 6), состоящих из диффузионно-связанных пластинчатых частиц, с образованием полостей (поз. 7).
При нагружении материала, полученного по способу-прототипу, не наблюдается проявления указанных выше механизмов, позволяющих дополнительно увеличивать сопротивление разрушению. Его механические свойства определяются количеством и прочностью контактов по поверхности сопряжения стальной сетки и алюминиевого листа, возникающих вследствие диффузионной сварки при ДТП.
Упрощение заявленного способа (по сравнению с прототипом) достигается за счет уменьшения количества технологических операций и исключения необходимости применения ДТП.
По способу-прототипу реализуются следующие технологические операции: 1) формирование многослойной заготовки путем чередования алюминиевых слоев (фольги или листов) и стальной сетки, 2) уплотнение многослойной заготовки прессованием, 3) помещение ее в герметичный контейнер и создание в нем разрежения путем откачки воздуха, 4) нагрев контейнера, содержащего многослойную заготовку при разрежении, до температуры 500-600°С с последующей заданной изотермической выдержкой, 5) проведение ДТП, 6) извлечение полученного композита из контейнера.
В соответствии с заявленным способом выполняются следующие технологические операции: 1) формирование многослойной заготовки путем чередования слоев, образованных из засыпки алюминиевого порошка с пластинчатой формой частиц и стальных сеток, сплетенных из троса, 2) уплотнение многослойной заготовки прессованием, 3) термообработка многослойной заготовки на воздухе при температуре 550-600°С.
В таблице представлены данные по физико-механическим свойствам материала, полученного по заявленному способу в сравнении с материалом, изготовленным по способу-прототипу.
Для корректного сравнения изготавливали материал по способу-прототипу, используя для плетения сетки высокопрочную стальную проволоку (Х13Н13М2) диаметром 0,2 мм с размером ячеек 2,5 мм, объемная доля армирующих сеток составляла 15-20% (как в заявленном способе), В качестве матричных слоев применяли фольги и листы сплава АМг6 толщиной 0,1-0,5 мм, удельная работа ДТП - 0,8 Дж/г.
Плотность композита рассчитывали по формуле: ρ=m/V (m и V - масса и объем образца соответственно).
Ударную вязкость по параметру KCU определяли в соответствии с ГОСТ 9454-78.
Для определения удельной эффективной работы разрушения (γF) регистрировали диаграммы деформирования в координатах «нагрузка (Р) - прогиб (δ)» при изгибе сосредоточенной нагрузкой надрезанных на половину высоты призматических образцов - 10×12×55, мм (радиус кривизны вершины надреза - 50 мкм, скорость нагружения - 1 мм/мин) [1]. Удельную эффективную работу разрушения рассчитывали по формуле:
γF=U/2S, где U - работа разрушения, оцениваемая по площади графика Р - δ, S - поверхность разрушения.
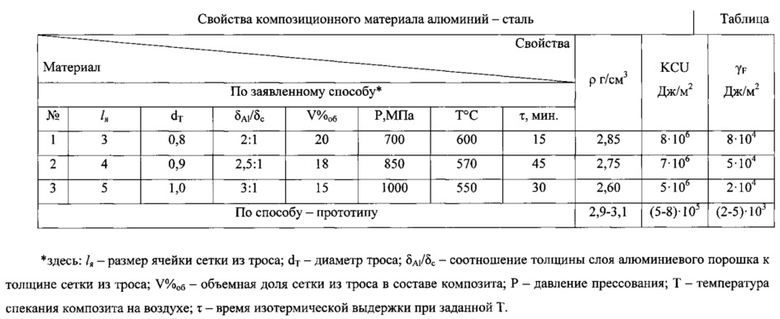
Таким образом, выполнена техническая задача изобретения: по сравнению с прототипом достигнуто упрощение способа получения композиционного материала алюминий - сталь за счет уменьшения количества технологических операций; также имеет место (см. таблицу) снижение его плотности при увеличении удельной эффективной работы разрушения и ударной вязкости не менее, чем на порядок.
Источники информации
1. Иванов Д.А., Ситников А.И., Шляпин С.Д. Дисперсноупрочненные, волокнистые и слоистые неорганические композиционные материалы / учебное пособие. - М.: МГИУ, 2010, 230 с.
2. Карпинос Д.М., Максимович Г.Г., Кадыров В.Х., Лютый Е.М. Прочность композиционных материалов. Киев: Наукова Думка, 1978, 236 с. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения композиционного материала алюминий-сталь | 2022 |
|
RU2794971C1 |
| Способ получения композиционного материала AlO-Al | 2016 |
|
RU2632346C2 |
| Способ получения композиционного материала алюминий-титан | 2023 |
|
RU2799643C1 |
| Способ получения антифрикционного алюмоматричного композиционного материала | 2022 |
|
RU2796870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИСТОВЫХ МЕТАЛЛОПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2561407C1 |
| Способ получения композиционного материала AlO-Al | 2022 |
|
RU2799462C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА AlO-Al | 2011 |
|
RU2461530C1 |
| ЛЕГКИЙ ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩИЙ, ТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 1999 |
|
RU2180288C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА AlO-Al | 2015 |
|
RU2592917C1 |
Изобретение относится к получению композиционного материала алюминий – сталь. Способ включает формирование многослойной заготовки путем чередования алюминийсодержащих слоев и слоев стальной сетки, уплотнение многослойной заготовки прессованием и ее термообработку с получением композиционного материала. В качестве алюминийсодержащих слоев чередуют слои, выполненные из засыпки алюминиевого порошка с пластинчатой формой частиц, в качестве стальной сетки используют сетку с размерами ячеек 3-5 мм, сплетенную из троса диаметром 0,8-1,0 мм, при этом соотношение толщины слоев алюминиевого порошка и толщины стальной сетки в многослойной заготовке составляет от 2:1 до 3:1. Уплотнение многослойной заготовки прессованием проводят под давлением 700-1000 МПа, а термообработку - на воздухе при температуре 550-600°С в течение 15-30 минут. Обеспечивается получение композиционного материала с плотностью 2,60-2,85 г/см3, ударной вязкостью KCU (5-8)⋅106 Дж/м2. 3 ил., 1 табл., 3 пр.
Способ получения композиционного материала алюминий - сталь, включающий формирование многослойной заготовки путем чередования алюминийсодержащих слоев и слоев стальной сетки, уплотнение многослойной заготовки прессованием и ее термообработку с получением композиционного материала, отличающийся тем, что в качестве алюминийсодержащих слоев чередуют слои, выполненные из засыпки алюминиевого порошка с пластинчатой формой частиц, в качестве стальной сетки используют сетку с размером ячеек 3-5 мм, сплетенную из троса диаметром 0,8-1,0 мм, при этом соотношение толщины слоев алюминиевого порошка и толщины стальной сетки в многослойной заготовке составляет от 2:1 до 3:1, причем уплотнение многослойной заготовки прессованием проводят под давлением 700-1000 МПа, а термообработку - на воздухе при температуре 550-600°С в течение 15-30 минут.
| КАРПИНОС Д.М | |||
| и др | |||
| Прочность композиционных материалов, Киев, Наукова Думка, 1978, с.236 | |||
| Композиционный материал | 1989 |
|
SU1766707A1 |
| УПРУГИЙ МЕТАЛЛИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ ВОЛОКНАМИ, ИМЕЮЩИЙ СЛОИСТУЮ СТРУКТУРУ И ИМЕЮЩИЙ ВЫСОКУЮ УДАРНУЮ ВЯЗКОСТЬ | 2004 |
|
RU2383440C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2004 |
|
RU2277998C1 |
| Способ получения композиционного материала | 1974 |
|
SU526485A1 |
| US 20100310823 A1, 09.12.2010. | |||

