Изобретение относится к электронной технике, в частности, к конструкции металлосплавного катода (МСК) и к способу его изготовления.
Известна конструкция МКС, в которой фольга из эмиссионного сплава прикреплена к подложке диффузионной сваркой (ДС) [1]
Недостатком конструкции катода с фольгой из эмиссионного сплава и способа его изготовления при применении МСК в мощных импульсных электровакуумных приборах СВЧ является невысокая стойкость поверхности эмиттерного материала к электронной бомбардировке и недостаточная прочность диффузионного соединения фольги с подложкой.
Это обусловлено тем, что амплитуда импульсной температуры катодной поверхности, которая зависит как от удельной мощности обратной бомбардировки и длительности импульса, так и от теплотехнических свойств самой поверхности, может превысить безопасный уровень, который определяется скоростью накопления неоднородностей и дефектов на катодной поверхности и разрушающим действием знакопеременных деформаций диффузионного соединения фольгированного эмиттера с подложкой.
Наиболее близким к способу изготовления МСК по технической сущности и достигаемому эффекту является способ ДС телескопических соединений [2] при котором собранные под сварку детали устанавливают в обойме с расположенной в ней втулкой из пластичного материала, нагревают в вакууме, прикладывают давление путем осадки втулки и деталей и охлаждают, причем нагрев и охлаждение осуществляют многократно со скоростью 5-10оС/с в интервале температур (0,15-1) температуры сварки, а давление прикладывают при минимальной температуре или в течение всего цикла сварки, при этом процесс ведут до степени деформации втулки, равной 1-3%
Недостатком этого способа ДС, в частности и при использовании для сварки фольги эмиссионного сплава к подложке, является невозможность получения равнопрочного диффузионного соединения по высоте катода, что также заметно снижает ресурс его работоспособности.
Кроме того, недостатком способа является малый ресурс работоспособности молибденовой обоймы основного инструмента ДС для телескопических соединений.
Это обусловлено тем, что, исходя из схожести условий деформации технологической втулки устройства для ДС телескопических соединений и условий деформации прямоугольной полосы при осадке, технологическую втулку устройства можно рассматривать, в первом приближении, как прямоугольную неограниченной длины полосу, так как деформацию в направлении развернутой окружной длины втулки можно считать равной нулю. Роль пресса, осаживающего полосу в направлении ее толщины ( δ), выполняет обойма. Плоскостями пресса служат с одной стороны условно выпрямленная внутренняя поверхность обоймы, с другой условно выпрямленная наружная поверхность стержня, вставленного в технологическую втулку. Подобная аналогия тем точнее будет соответствовать действительной эпюре радиальных напряжений (σр), а следовательно давлению сварки (рсв), по высоте втулки (Н), чем меньше ее толщина ( δ) и больше ее внутренний диаметр. Поэтому существующий способ ДС не обеспечивает равномерное распределение давления сварки по высоте катода и перепад прочности диффузионного соединения фольгированного эмиттера с подложкой по высоте катода будет иметь значительную величину.
При ДС по существующему способу технологическая втулка многократно осаживается в обойме по конусной поверхности, которую покрывают защитным слоем, предохраняющим обойму от "схватывания" с материалом втулки. Но в условиях сухого трения при создании упругого натяга или выпрессовывания втулки при температуре сварки происходит нарушение целостности защитного слоя между трущимися поверхностями. В результате на конусной поверхности обоймы появляются участки "схватывания" и задиры работоспособность молибденовой обоймы резко снижается.
Целью настоящего изобретения является увеличение долговечности МСК за счет повышения его стойкости к электронной бомбардировке путем перераспределения плотности энергии электронного потока между эмиттерной частью его поверхности и поверхностью, защищенной тугоплавким металлом, а также за счет повышения качества диффузионного соединения эмиттера с керном.
Кроме того, целью изобретения является повышение ресурса работоспособности молибденовой обоймы основной детали устройства для ДС телескопических соединений.
Цель изобретения достигается благодаря тому, что в конструкцию МСК, содержащую фольгу эмиссионного сплава (например, Pt-Ba, Pd-Ba) и подложку из тугоплавкого металла (например, Mo, Ta, Nb), введена спираль, навитая из проволоки тугоплавкого металла, например, W, сплава W-Rе таким образом, что ее выступающая часть равна половине диаметра (1/2d) проволоки, а минимальный шаг между витками составляет 2d; а в способе ДС телескопических соединений, при котором собранные под сварку детали устанавливают в конусной обойме с расположенной в ней втулкой из пластичного материала, нагревают в вакууме, прикладывают давление путем осадки втулки и деталей и охлаждают, на собранные под сварку подложку и фольгу эмиссионного сплава катода навивают с натягом спираль из проволоки тугоплавкого металла и закрепляют ее с двух концов точечной сваркой, а давление до достижения температуры 0,8 температуры сварки прикладывают по механической схеме деформации осевой осадки втулки в обойме, а затем до температуры сварки реализуют механическую деформацию схемы обратного выдавливания втулки из обоймы.
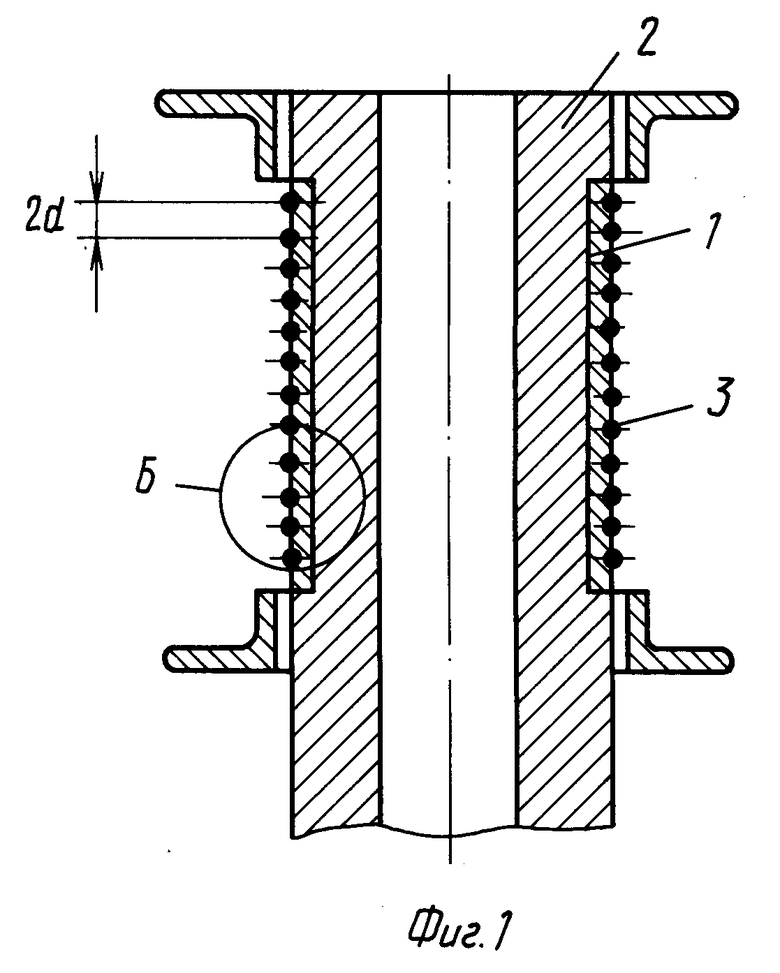
На фиг. 1-2 изображена конструкция рабочей части МСК; на фиг. 3 схема осуществления способа изготовления МСК предлагаемой конструкции.
Фольга эмиссионного сплава 1 (см. фиг. 1-2) прикреплена к толстостенной подложке из тугоплавкого металла (керну) катода 2. В эмиссионный сплав введена спираль 3, навитая из проволоки тугоплавкого металла. Выступающая часть спирали над поверхностью сплава составляет половину диаметра проволоки (1/2d). Минимальный шаг спирали 2d. Выступающая часть спирали создает неравномерность приповерхностного электрического поля и таким образом перераспределяет плотность энергии электронного потока, бомбардирующего поверхность катода.
Диаметр проволоки спирали выбирают в зависимости от толщины фольги эмиссионного сплава и величины его сопротивления деформации при проведении процесса ДС так, чтобы вдавленная в сплав часть спирали была равной 1/2d.
Минимальный шаг спирали выбирают из условия стабилизации эмиссионных свойств катодной поверхности за счет процессов объемной и поверхностной диффузии атомов эмиссионного сплава при заданных режимах работы электровакуумного прибора, например, импульсного стабилотрона, а также экранирующего эффекта спиральных выступов, защищающих эмиттерную часть поверхности катода.
Таким образом, закрепление в фольгированном сплаве МСК спирали, навитой из проволоки тугоплавкого металла так, что ее выступающая часть равна половине диаметра (1/2d) проволоки, а минимальный шаг между витками составляет 2d, позволяет увеличить долговечность катода за счет повышения его стойкости к электронной бомбардировке путем перераспределения плотности энергии электронного потока между эмиттерной частью его поверхности и поверхностью, защищенной тугоплавким металлом.
Детали 1, 2, 3 (см. фиг. 3) собирают под ДС, устанавливают их в обойму 4, в которой расположена втулка 5 из пластичного материала с внутренним защитным подслоем 6, прикладывают давление путем осадки втулки и деталей 1, 2, 3 и охлаждают. Давление до достижения температуры 0,8 температуры сварки прикладывают по механической схеме двухсторонней осадки втулки 5 между пуансонами 7, 8, а затем реализуют схему одностороннего ее выдавливания из объема, ограниченного обоймой, пуансонами и керном катода. Момент смены механического нагружения втулки 5 зависит от величины начального зазора А между торцовыми плоскостями обоймы 4 и основания 9, который выбирают таким, чтобы при достижении температуры 0,8 температуры сварки произошло соприкосновение этих плоскостей за счет деформации нижней части втулки. Двухсторонняя осадка втулки в обойме обеспечивает зажим свариваемых деталей, препятствующих их перемещению вдоль оси устройства, а также окончательно "закрепляет" втулку в обойме, сохраняя в целостности защитное покрытие 10 по конусной поверхности.
Одностороннее выдавливание втулки при температуре сварки в кольцевой уменьшающийся зазор между верхним пуансоном 7 и конусом горловины обоймы создает условия гидростатического обжима свариваемых деталей по высоте устройства и позволяет полностью реализовать его прочностные характеристики.
Таким образом, деформирование втулки до достижения температуры 0,8 температуры сварки по механической схеме двухсторонней ее осадки в обойме, а затем по схеме одностороннего ее выдавливания при температуре сварки позволяет повысить качество диффузионных соединений деталей МСК и интенсифицировать процесс сварки за счет более эффективного протекания диффузионных процессов, а также увеличить стойкость молибденовой обоймы.
По данному способу были изготовлены катоды для импульсного стабилитрона средней мощности.
К заготовке катода, молибденовому стержню диаметром (17±0,01) мм и длиной рабочей части 30 мм, прикрепляли фольгу вторично-эмиссионного платино-бариевого сплава толщиной 0,15 мм с подслоем фольги платины толщиной 0,1 мм, а затем поверх эмиссионного сплава навивали с натягом спираль из проволоки сплава вольфрам-рений диаметром 0,1 мм и закрепляли ее точечной сваркой.
Собранную таким образом заготовку катода обворачивали в 2-3 слоя молибденовой фольгой толщиной 0,05 мм (см. фиг. 3, деталь 6) и вставляли с минимальным зазором в стальную втулку. Средняя толщина втулки составляла 5 мм. Втулку с катодной заготовкой вставляли в обойму, конусная поверхность которой покрывалась спиртовой суспензией нитрида бора. При постановке обоймы в приспособление выставляли начальный зазор между торцовыми плоскостями обоймы и основания, равный 1 мм. Затем прикладывали осевое усилие 1000 кгс и проводили нагрев в вакууме. При температуре (850-880)оС происходила смена механического нагружения втулки. Осевое усилие 1000 кгс при нагреве и изотермической выдержке (1100)оС сохраняли постоянным, что соответствовало гидростатическому обжиму свариваемых деталей давлением (4-5) кгс/мм2. Суммарную степень деформации стальной втулки доводили до значения 1-3% После сварки стальную втулку удаляли токарной обработкой, а молибденовую фольгу травлением. Эмиттерную часть катода полировали с применением спиртовой суспензии окиси иттрия.
Качество сварки диффузионных соединений катода проверяли теневым методом ультразвуковой дефектоскопии, металлографическими исследованиями, а также способом прямого измерения диаметра катода по образующей. Последний способ оказался удобным и простым проверяли величину вдавливания проволоки в эмиссионный сплав по образующей (по высоте катода). После допуска на диаметр по образующей катода она не превышала значения 0,03 мм, которое и было выбрано за интегральный критерий качества сварных диффузионных соединений катодной композиции.
Импульсные стабилотроны с катодами предлагаемой конструкции были испытаны на долговечность по ускоренной методике испытаний в режиме уменьшенных скважностей. Результаты испытаний показали, что армированный спиралью из проволоки тугоплавкого металла МСК имеет неоспоримые преимущества, обладает повышенной надежностью и позволяет увеличить срок службы прибора в 1,5-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛОСПЛАВНОЙ КАТОД | 2002 |
|
RU2231855C1 |
| МАГНЕТРОН С БЕЗНАКАЛЬНЫМ КАТОДОМ | 2008 |
|
RU2380784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОРИСТОГО КАТОДА ЭЛЕКТРОННОГО ПРИБОРА | 1994 |
|
RU2066895C1 |
| Способ изготовления металлосплавного катода | 1973 |
|
SU458055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТОРИЧНО-ЭМИССИОННОГО КАТОДА | 1990 |
|
RU2069915C1 |
| КАТОД ПРЯМОГО НАКАЛА | 2008 |
|
RU2373602C1 |
| АВТОТЕРМОЭЛЕКТРОННЫЙ КАТОД | 2002 |
|
RU2225654C2 |
| КАТОД ПРЯМОГО НАКАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2314592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛИ ДЛЯ ЗАМЕДЛЯЮЩЕЙ СИСТЕМЫ ЛБВ | 2019 |
|
RU2722211C1 |
| МЕТАЛЛОСПЛАВНОЙ КАТОДНЫЙ УЗЕЛ | 1986 |
|
SU1355027A1 |


Использование: электровакуумные приборы. Сущность изобретения: в металлосильный катод, содержащий подложку и фольгу эмиссионного сплава введена спираль из проволоки тугоплавкого металла и навита таким образом, что выступающая ее часть из фольги равна половине диаметра проволоки (1/2d), а минимальный шаг между витками равен 2d. Фольгу, подложку катода и спираль собирают под диффузионную сварку, устанавливают в обойму с втулкой из пластичного материала, нагревают в вакууме, прикладывают давление путем осадки втулки и деталей катода и охлаждают. Давление до достижения температуры 0,8 температуры сварки прикладывают по механической двухсторонней осадки втулки между пуансонами, а затем реализуют схему одностороннего ее выдавливания из объема, ограниченного обоймой, пуансонами и подложкой катода. 2 с.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ диффузионной сварки телескопических соединений и установка для его осуществления | 1980 |
|
SU948585A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
