По основному авт. св. № 209604 известно устройство для дуговой сварки ,на переменном токе, в сварочную цепь которого параллельно дросселю введены встречно-ла.раллельно включенные управляемые вентили, шунтирующие дроссель ,па время импульса.
Предложенное устройство отличается от известного тем, что в сварочную цепь введен блок обратной связи по току дуги с дискретно нзменяющимся уровнем задания. Такое решение позволяет регулировать вел.ичину тока как импульса, так и паузы с одновремеиным формированием, крутоиадаюпдих характеристик источника ииталия.
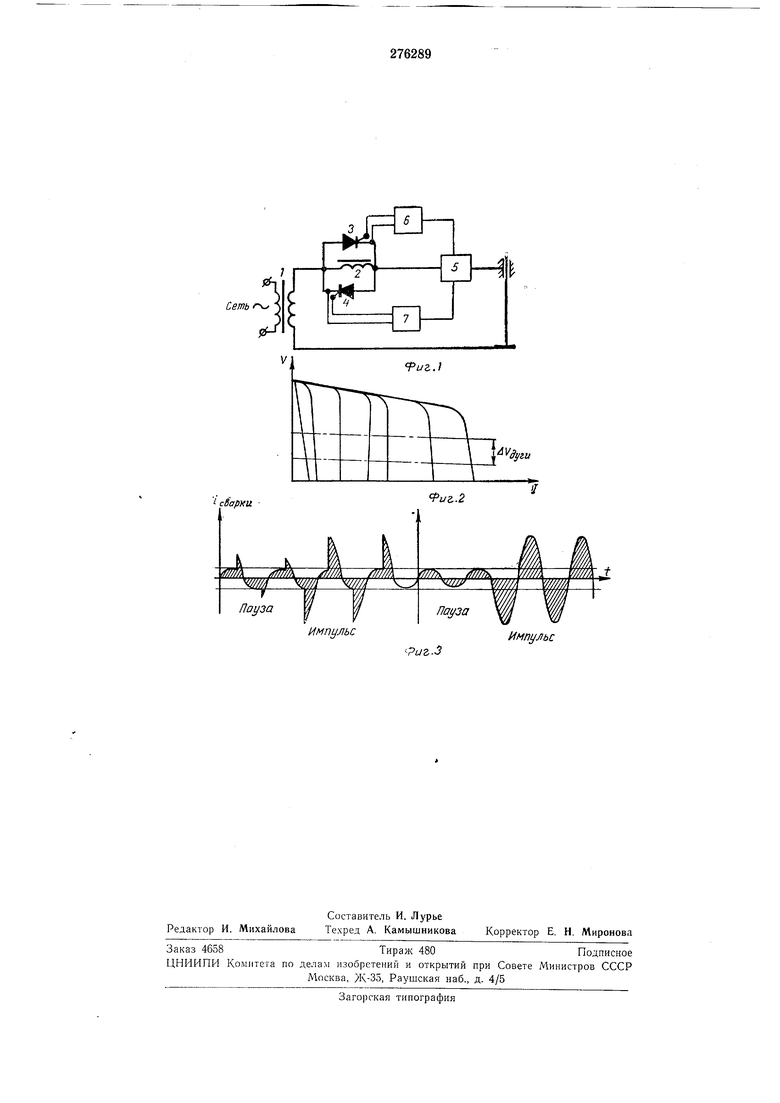
На фиг. 1 показана схема устройства; па фиг. 2 - искусственные внешние характеристики устройства; па фиг. 3 - кривая тока прп имнульсно-дугсвой сварке.
Устройство состоит из питаюш,его трансформатора 1, дросселя 2, двух встречно-параллельно включенных тнри,сторОВ 3 и 4, блока 5 обратной связи и формирователей 6 и 7 импульсов управления тиристорами. Регулирование сварОЧного тока осуществляется измененнем напряжения задания в блоке 5. При этом сигнал рассогласования между .напряжением задания и напряжением, пропорцнональныл сварочлому току, управляет фазой импульса управления в формирователях 6 и 7.
гулир ет }тол зажигания тиристоров такпм образом, чтобы установлеины так поддерживался постоянным прп изменспии напряжения на дуге.
Д инимальный ток душ определяется дросселем и напряжением холостого хода трансформатора. При дискретном изменении напряжения осуществляется нмнульсная сварка; величина тока импульса и паузы регулируется независимо Друг от друга.
Устройство может быть использовано и для непрерывпой сварки, поскольку тиристоры помимо функции ключа выполняют функцию регулятора тока. Это дает возможность получить широкие пределы изменения сварочного тока при одном диапазоне регулирования, производить качественную заварку кратера, а при импульсной сварке регулировать ток не только импульса, но и паузы.
Предмет изобретения
Устройство для дуговой сварки -на неременном токе но авт. св. jY 209604, отличающееся тем, что. с целью независимого регулирования величины тока в импульсе и паузе с одновременным формированием крутоиадающих характеристик источника питания, в сварочную цепь введен блок обратной связи по току дуги с днскретно зменяющимся уровнем задания.
Сет f
импульс
Импульс
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ НА ПЕРЕМЕННОМ ТОКЕ | 1973 |
|
SU397286A1 |
| Источник питания для дуговой сварки | 1988 |
|
SU1542721A1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1738521A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| Источник питания | 1978 |
|
SU698734A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| ДУГОВОЙ СВАРКИ | 1972 |
|
SU346052A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |