Изобретение отноеится к области электрической сварки нлавлением переменным модулированным током и может найти применение в машиностроительной и других областях промышленности. Известно устройство для дуговой сварки иеременным модулированным током, содержащее два трансформатора, подключенные параллельно дуговому промежутку 1. Недостатком известного устройства является использование двух источников для сварки, что увеличивает габариты устройства и расход электроэнергии. Кроме того, при параллельной работе трансформаторов необходнмо соблюдать определенную полярность включения обмоток. Известно устройство для дуговой сварки на переменном токе, в сварочную день которого нараллельно дросселю и дополнительной вторичной обмотке питаюи его трансформатора введены встречно-параллельпо включенные тиристоры 2. Модулирование сварочного тока осуществляется путем изменения угла зажигания тиристоров через блок обратной связи по току дуги с дискретно изменяющимся уровнем задания. Дополнительная вторичная обмотка расположена на стержне магнитопровода питающего трансформатора. Недостатком известного устройства является непосредственное включение тиристором в сварочную цепь, что приводит к работе тиристоров в напряженном тепловом режиме. Кроме того, использование сварочного дросселя приводит к увеличению габаритов устройства. Регулирование сварочного тока путем изменения угла зажигания тиристоров ухудшает стабильность процесса. Ухудшение стабильности ироисходит также за счет изменения напряжения холостого хода питающего трансформатора в процессе регулирования тока. С целью повышения стабильности процесса трансформатор выполнен с развитым ярмовым рассеянием и экраннрхющей обмоткой, намотанной на иути потоков рассеяния траисформатора, причем тиристорным ключом зашунтирована экранирующая обмотка. Для уменьшения тока паузы при модулировании экранирующая обмотка включена последовательно согласно с первичной. Такое выполнение устройства позволяет осуществить сварку модулированным током с постоянным напряженнем холостого хода как в период нмпульса, так и в период паузы. На фиг. 1 изображена электрическая схема предлагаемого источника питания; на
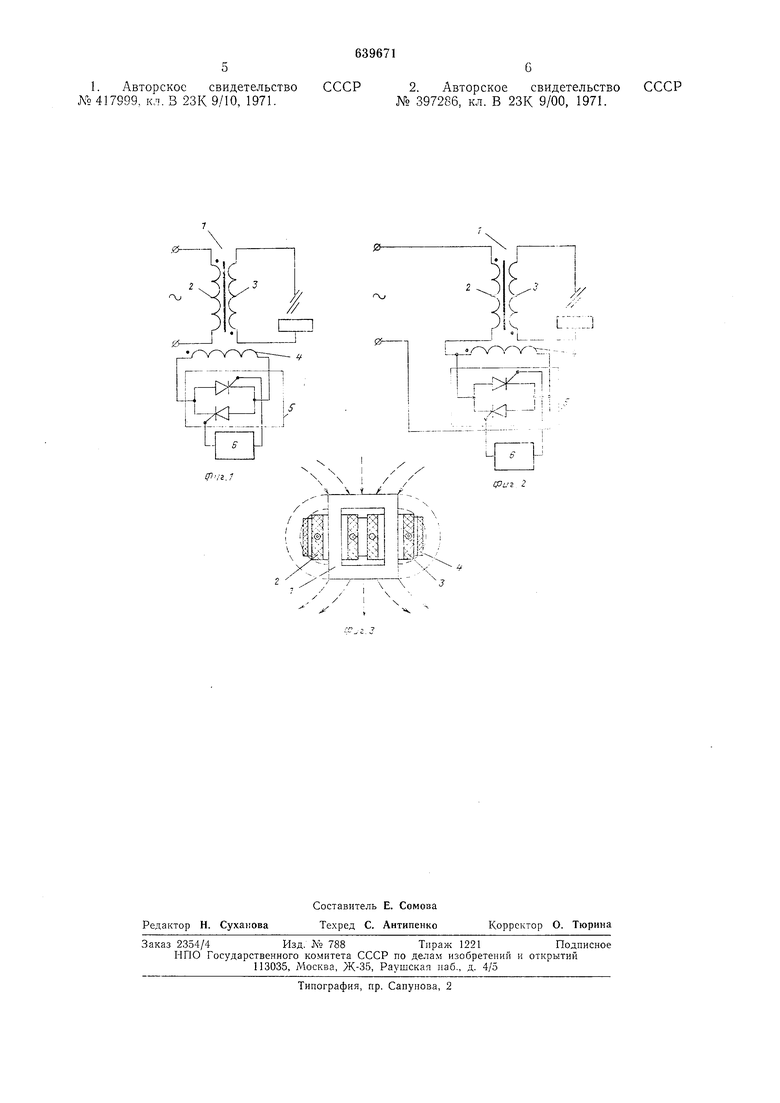
фиг. 2 - электрическая схема предлагаемо го источника питания, экранирующая обмотка которого включена последовательно согласно с первичной обмоткой трансформатора; на фиг. 3 - трансформатор с экранпруюидей обмоткой па нутн ярмовых потоков рассеяння.
Источник нитания для сварки переменным модулированным током содержнт трансформатор с развитым ярмовым рассеяпнем, на разных стержнях магпигопровода 1 которого расположены первпчпая 2 п вторичпая 3 обмоткп. Экранирующая обмотка 4 намотана поверх нервпчной и вторичной обмоток, нрпчем начало и конец экранирующей обмотки соединены, мсжд) собой через тиристорный ключ 5, собранный на встречно-нараллельно соединенных тпрпсторах с блоком 6 управления. Ключ 5 может быть выполнен на снмисторе.
Закорачивание экранирующей обмотки приводит к тому, что в ней наводится нотоками рассеяния ток, что приводит к появлению собственного магнитного поля, иаправленпого против поля трансформатора. Прп этом индуктпвность нсточпика резко умепьщается, а ток соответственно увеличивается. При размыкании концов экранирующей обмоткн сварочный ток умогьщается и таким образом посредством перподического закорачивания экранирующей обмотки осуществляется создание нульспрующего режима сварки. При этом на холостом ходу трансформатора, поскольку потоки рассеяния отсутствуют, экранирующая обмотка «не работает, закорачивание ее не приводит к изменению магнитного ноля трансформатора, ток в обмотке отсутствует.
Отличительной особенностью предлагаемого источника является постоянство напряжения холостого хода в нроцессе модулирования сварочного тока.
Длительность импульсов и пауз модулированного тока определяется временем открытого и закрытого состояния тиристорного ключа 5. Это время задается п регулируется блоком 6 управления тиристорного ключа 5.
Амплитуда импульса тока регулируется путем изменения угла зажигания тиристоров тиристорного ключа 5. При этом изменяется среднее значение модулированного тока.
Если величина тока имнульса по предложенной схеме (фиг. 1) может изменяться в щироких нределах, то величина тока наузы остается неизменной. Уменьщение величины тока паузы путем увеличения количества витков вторичной обмотки 3, а следовательно, и витков нервнчной обмотки 2, чтобы не увеличить нанряжение холостого хода трансформатора выще допустимого значения, нецелесообразно, так как нри этом увеличиваются габариты, расход активных материалов и нотери трансформатора.
Умспьш1пне 1и;лпч11ны тока наузы в ирсД лагаемом нсточникс питания дост1-1гается нутем последовател ного согласного нодключения экранирую-щей обмоткн 4 к нерi5ii4HOii обмотке 2. Конец экрапир тонл.е11 облютки 4 нрн этом нодключен к сети (фиг. 2).
Реактивное сопротивление короткого замыкания трансформатора при закрытых тиристорах в этом случае значительное и пропорционально не только квадрату витков вторичной обмотки 3, но п зависит от количества витков экранирующей обмотки 4. Последовательно-согласное подключение экранирующей обмотки 4 к нервичной обмотке 2 не уменьщает максимальной величины тока импульсов. Величина тока имнульса нри этом регулируется углом зажигания тиристоров тиристорного ключа 5.
Качественным отличием нредлагаемого источника питания для сварки переменным модулированным током от нрототина является то, что напряжепие холостого хода в любом положении регулятора остается постоянным. Это вызвано тем, что экранирующая обмотка 4, расположенная вокруг трансформатора, не участвует в создании нотока холостого хода. Ярмовые потоки рассеянпя па холостом ходу трансформатора не возникают. ЭДС, а с.асдовательно, н ток в экранирующей обмотке 4 как при закрытых, так и нри открытых тиристорах ключа 5 на холостом ходу отсутствует. При последовательно согласно подключенной экранирующей обмотке 4 к нервичной обмотке 2 но ней протекает только ток холостого хода трансформатора н на создание потока холостого хода никакого влияния не оказывает.
Такое выполнение позволяет получит) простой по конструкции источник нитания для сварки модулированным током с щироким дианазоном регулирования тока. При этом обеспечивается стабильное протекание процесса.
Формула изобретения
1.Источник нитания для сварки переменным модулированным током, содержащий сварочный трансформатор и тириеторный ключ с регулируемым углом зажигания, щунтирующий часть витков одной из обмоток трансформатора, отличающийся тем, что, с целью повыщення стабильности нроцесса, трансформатор вынолнен с развитым ярмовым рассеянием н экранирующей обмоткой, намотанной на нути потоков рассеяния, причем тиристорным ключом зашунтирована экранирующая обмотка.
2.Источник питания но н. 1, отличающийся тем, что, с целью уменьщения тока паузы нри модулировании, экранирующая обмотка включена последовательно согласно с нервичной.
Источники информации, нринятые во внимание ири экспертизе 1. Авторское свидетельство ЛЬ 417999, кл. В 23К 9/10, 1971.
СССР СССР2. Авторское свидетельство 639671 № 397286, кл. В 23К 9/00, 1971.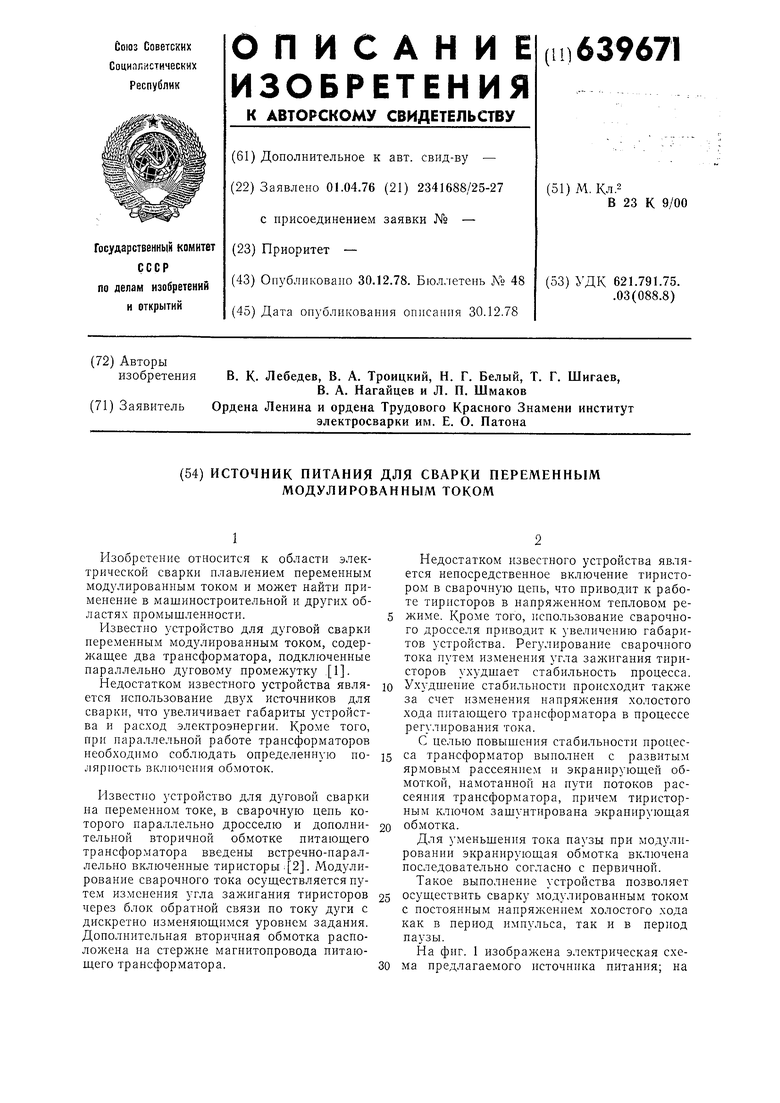

| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для сварки модулированным током (его варианты) | 1981 |
|
SU1042922A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 1999 |
|
RU2174898C2 |
| Устройство для сварки переменным током | 1974 |
|
SU523769A1 |
| Инверторный сварочный источник питания | 1989 |
|
SU1687395A2 |
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| Источник сварочного тока | 1988 |
|
SU1574392A1 |
| Инверторный сварочный источник питания | 1987 |
|
SU1530367A1 |
| Устройство для сварки на переменном токе | 1977 |
|
SU904932A1 |
| Устройство для сварки переменнымМОдулиРОВАННыМ TOKOM | 1978 |
|
SU846154A1 |
