Известны способы одновременного шлифования внутренних буртиков изделий типа наружных колец цилиндрических роликовых подшипников двумя кругами конической формы с подачей вдоль образующей круга.
Предложенный способ отличается тем, что круги устанавливают таким образом, что угол р между осью детали и осью шлифовального круга больше угла б между плоскостью одного из буртиков и диагональной плоскостью сечения внутреннего пространства шлифуемого кольца, проходяшей через внутренние кромки буртиков. Это повышает качество обработки, производительность и стойкость кругов.
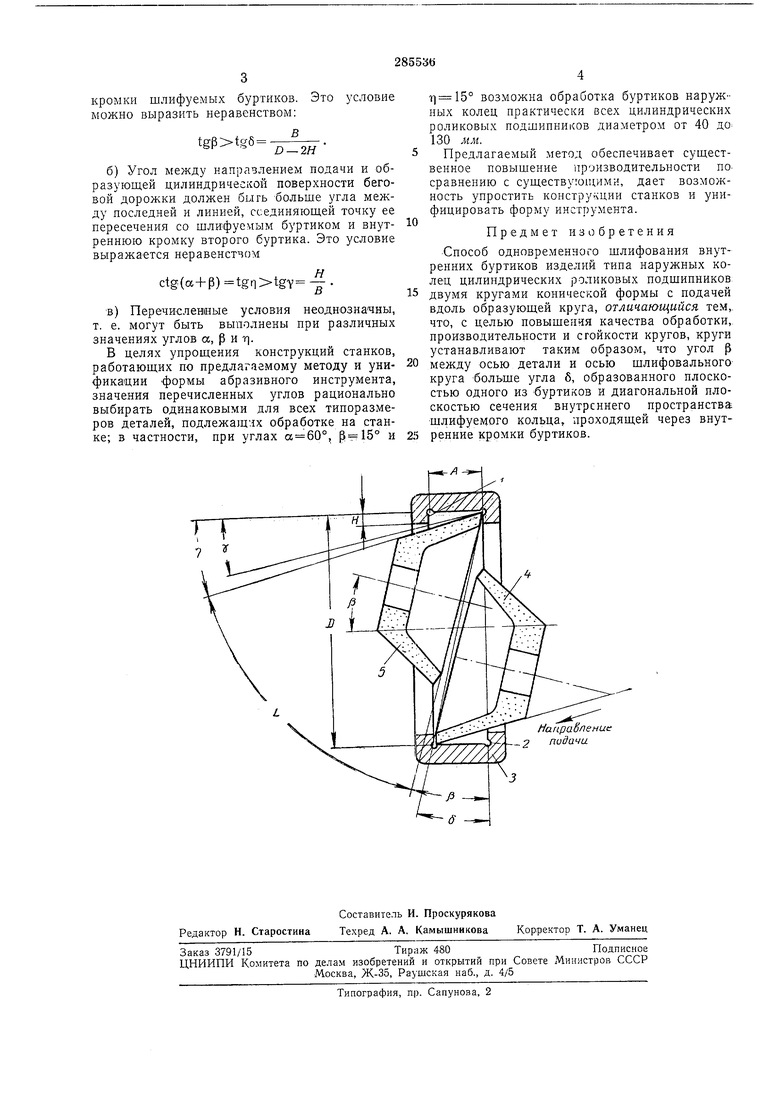
На чертеже изображена схема осуш;ествления предложенного способа.
Шлифуются буртики / и 2 кольца 3 роликоподшипника с диаметром беговой дорожки D, высотой буртиков я и расстоянием между буртиками А. Шлифование ведется чашечными абразивными кругами 4 и 5 с углом а между образуюшей конуса и торцом круга; угол между осями изделия и шпинделя шлифовального круга или между плоскостями шлифуемого буртика и торца шлифовального круга обозначен |3.
наладки станка по мере износа круга и составляет с образующей цилиндрической поверхности беговой дорожки или с осью изделия угол Г. Угол 11 должен превышать угол 5 между образующей цилиндрической поверхности беговой дорожки, параллельной оси шпинделя изделия, и линией, соединяющей точку пересечения этой образующей с плоскостью шлифуемого буртика и свободную кромку
0 второго буртика.
В известных способах угол а принимается равным 70°, а угол р О-5°. Такой выбор углов аир делает невозможным одновременное шлифование обоих буртиков абразивными
5 кругами оптимального, диаметра, которые не могут быть одновременно подведены к обоим буртиками. Одновременное шлифование обоих буртиков возможно при этих условиях только кругами, диаметр которых меньше половины
0 диаметра беговой дорожки обрабатываемого кольца.
В предлагаемом способе угол р увеличен и угол а уменьшен до значений, обеспечивающих возможность одновременного шлифования обоих буртиков абразивными кругами оптимального диаметра.
кромки шлифуемых буртиков. Это условие можно выразить неравенством:
б) Угол между направлением подачи и образующей цилиндрической поверхности беговой дорожки должен быть больше угла между последней и линией, ссединяюшей точку ее пересечения со шлифуемым буртиком и внутреннюю кромку второго буртика. Это условие выражается неравенстном
ctg(a+P).
Б) Перечисленные условия неоднозначны, т. е. могут быть выполнены при различных значениях углов а, р и т.
В целях упрощения конструкций станков, работающих по предлагаемому методу и унификации формы абразивного инструмента, значения перечисленных углов рационально выбирать одинаковыми для всех типоразмеров деталей, подлежащлх обработке на станке; в частности, при углах сс 60°, и
1 15° возможна обработка буртиков наружных колец практически всех цилиндрических роликовых подшипников диаметром от 40 до 130 мм.
Предлагаемый метод обеспечивает существенное повышение производительности по сравнению с существующими, дает возможность упростить конструкции станков и унифицировать форму инструмента.
Предмет изобретения
Способ одновременного шлифования внутренних буртиков изделий типа наружных колец цилиндрических роликовых подшипников
двумя кругами конической формы с подачей вдоль образующей круга, отличающийся тем,, что, с целью повышен- я качества обработки, производительности и стойкости кругов, круги устанавливают таким образом, что угол р
между осью детали и осью шлифовального круга больше угла б, образованного плоскостью одного из буртиков и диагональной плоскостью сечения внутреннего пространства шлифуемого кольца, проходящей через внутренние кромки буртиков.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ КАНАВОК ОТВЕРСТИЙ ВРЕЗАНИЕМ | 2004 |
|
RU2276003C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2004 |
|
RU2275296C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228250C2 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2012 |
|
RU2482952C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2163531C1 |
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКОЙ ПОВЕРХНОСТИ | 2011 |
|
RU2467862C1 |
| СПОСОБ ШЛИФОВАНИЯ КОНИЧЕСКОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2053099C1 |
