Изобретение относится к механической обработке металлов абразивным инструментом и может быть использовано при шлифовании, шлифохонинговании, хонинговании.
Известно устройство для шлифования, выполненное в виде закрепленного в пиноли станка держателя с абразивными элементами, установленными с возможностью осевого перемещения, при этом устройство снабжено торцовым кулачком, установленным жестко на пиноли, а держатель снабжен подпружиненными роликами, установленными между торцовым кулачком и абразивными элементами [1].
Недостатками известного устройства является невозможность периодического изменения направления вращения абразивных зерен, неэффективность их работы, снижение качества обработки, ухудшение удаления отходов и, как следствие, повышение температуры в зоне обработки.
Кроме того, узкая специализация устройства (только для обработки плоских поверхностей) ограничивает область применения конструкции, которую невозможно использовать для поверхностей вращения.
Наиболее близким по технической сущности к изобретению является устройство для наружного шлифования периферией круга с использованием крутильных колебаний, содержащее установленный на шпинделе фланец с закрепленным на нем шлифовальным кругом [2].
Недостатками известного устройства является сложность конструкции привода крутильных колебаний, неизбежно появляющиеся люфты и зазоры при сборке и эксплуатации которого приведут к быстрому износу и отказу в работе конструкции.
Кроме того, узкая специализация устройства ограничивает область применения конструкции.
Задача изобретения - повышение качества и производительности обработки за счет периодического изменения направления вращения.
Поставленная задача решается с помощью предлагаемого устройства для абразивной обработки поверхностей периферией круга, содержащее установленный на шпинделе фланец с закрепленным на нем шлифовальным кругом, при этом оно снабжено торцовым кулачком, смонтированным на пиноли, Г-образным рычагом, несущим ролик и шарнирно установленным на поперечной оси на шпинделе с возможностью контакта одним плечом через упомянутый ролик с торцовым кулачком, а другим - с пазом, выполненным на фланце, стойкой с закрепленной на ней пружиной сжатия для обеспечения постоянного контакта Г-образного рычага с торцовым кулачком, а также косыми шайбами для крепления круга на фланце и гайками для крепления фланца на шпинделе, при этом фланец выполнен с косым внутренним опорным торцом и установлен на шпинделе подвижно с возможностью поворота относительно продольной оси посредством шариков, расположенных с торцов контактирующих с ними поверхностей.
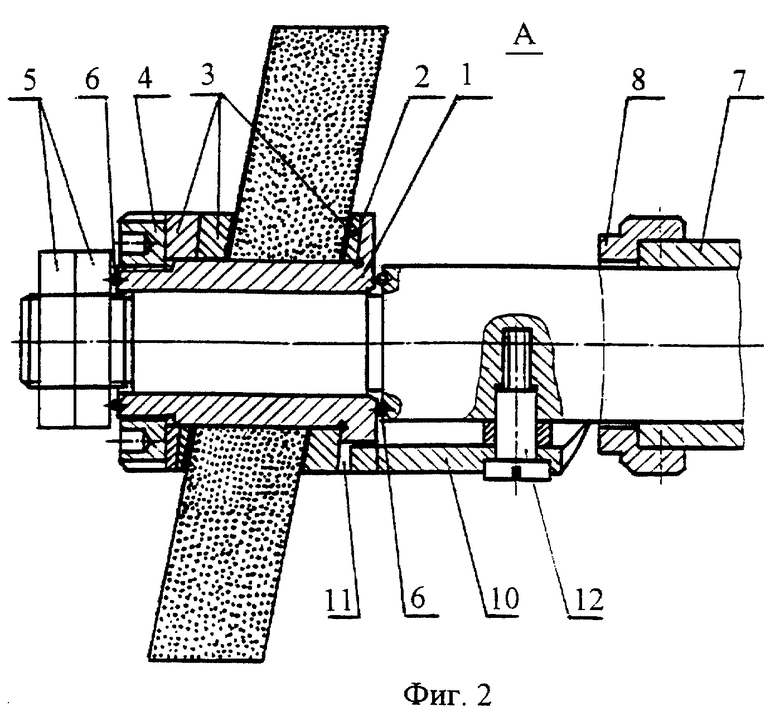
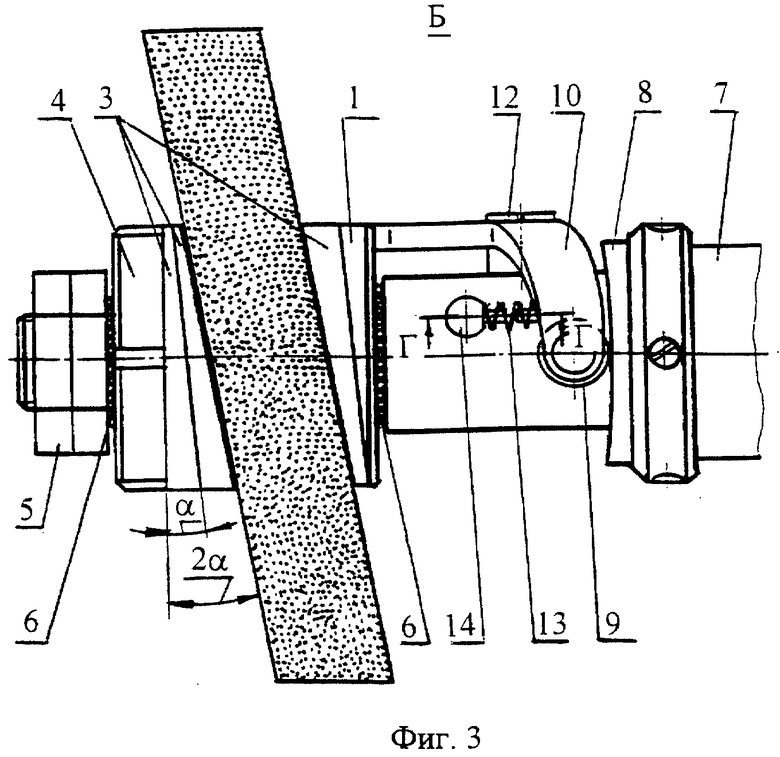
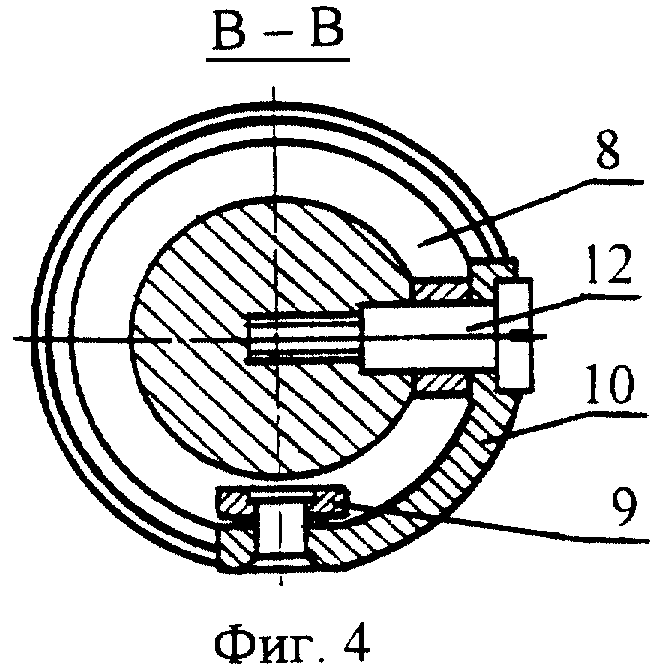
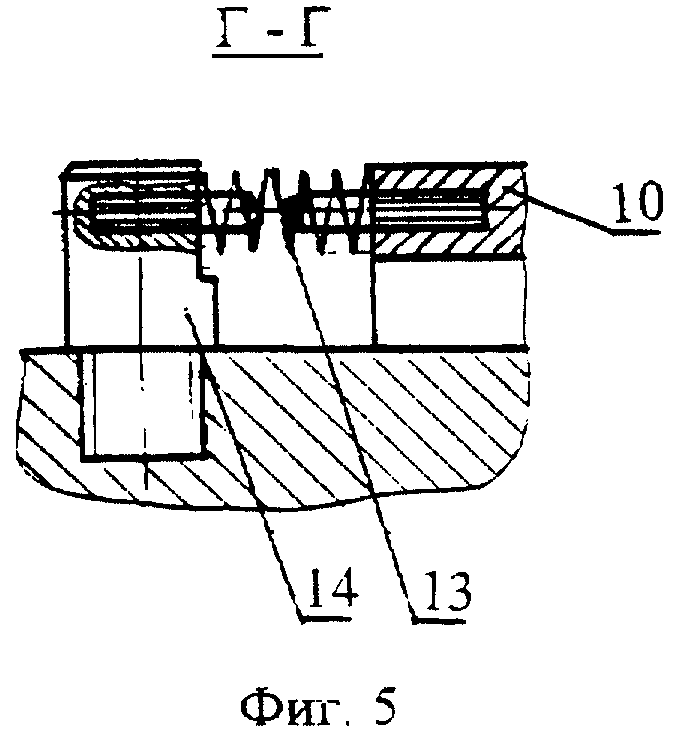
На фиг. 1 изображено устройство для абразивной обработки поверхностей периферией круга, общий вид; на фиг. 2 - вид А на фиг. 1, продольный разрез; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг.1; на фиг. 5 - разрез Г-Г на фиг. 3.
Устройство для абразивной обработки поверхностей периферией круга содержит фланец 1, имеющий буртик с косым (под углом α к плоскости, перпендикулярной продольной оси) внутренним опорным торцом 2, на котором устанавливается дисковый инструмент под острым углом к плоскости, перпендикулярной продольной оси, с помощью косых (с углом α) шайб 3, благодаря которым можно плавно изменять угол наклона от 0 до 2α.
Крепление круга на фланце 1 осуществляется гайкой 4. Фланец 1 с закрепленным кругом устанавливается на цилиндрической шейке шпинделя подвижно с зазором по скользящей посадке и крепится от перемещения в продольном направлении гайками 5 через шарики 6, расположенные в круговых пазах, контактирующих с ними торцовых поверхностях.
Такое крепление фланца 1 в сборе с кругом на шпинделе позволяет совершать кругу колебательные возвратно-вращательные движения. На пиноли станка 7 жестко установлен торцовый кулачок 8, его беговая дорожка постоянно контактирует с роликом 9, расположенным на одном криволинейном плече Г-образного рычага 10.
Другим прямолинейным плечом Г-образный рычаг 10 входит в паз 11 фланца 1.
Г-образный рычаг 10 шарнирно смонтирован на шпинделе на поперечной оси 12 и подпружинен к кулачку 8 пружиной 13, которая установлена на стойке 14.
Устройство работает следующим образом.
При вращении шпинделя получают вращение фланец 1 и круг, установленный под углом к оси вращения, благодаря чему зона резания будет осциллировать.
Одновременно происходит обкатывание ролика 9 по неподвижной профильной беговой дорожке кулачка 8. В результате, подпружиненное в сторону кулачка криволинейное плечо Г-образного рычага 10 совершает продольное возвратно-поступательное движение, а другое прямолинейное плечо - поперечное возвратно-поступательное движение, приводя в колебательное вращательное движение фланец 1 с кругом.
В результате наложения колебательного движения на вращательное круг то ускоряется, то замедляется.
Число оборотов шпинделя, величина подъема беговой дорожки кулачка 8, передаточное отношение криволинейного и прямолинейного плечей Г-образного рычага 10 могут быть выбраны так, чтобы приближенно на половине длины окружности вращение круга было бы в одну сторону, а на другой половине - в противоположную, причем угловые скорости вращения были бы равны.
Это оптимальный вариант.
Точность шлифования с применением данного устройства в значительной степени зависит от диаметрального зазора между фланцем 1 и шейкой шпинделя, на которую установлено устройство, а долговечность - от материалов, из которых изготовлена эта пара.
Соединение фланец - шпиндель будет представлять собой подшипник скольжения. Поэтому особенно тщательно надо отнестись к выбору материалов фланца и шпинделя и точности их изготовления.
Для шпинделя рекомендуются стали 40X (ГОСТ 4543-71) и 65Г (ГОСТ 1050-74), обладающие высокой износостойкостью с закалкой шейки и шлифованием ее диаметра с точностью не ниже 6 квалитета (h6).
Фланец изготовлен из антифрикционного чугуна АЧС-1, АЧС-2 (ГОСТ 1585-70) с отверстием d по 7 квалитету точности (H7).
При периодическом изменении направления вращения абразивные зерна круга работают не одной гранью, а поочередно противоположными, поэтому затупление зерен уменьшается, что положительно сказывается на качестве обработки.
В то же время установка круга под острым углом (в пределах от 0 до 2 α) к плоскости, перпендикулярной оси вращения, заставляет осциллировать зону контакта круга и заготовки, увеличивает захватываемую зону резания, уменьшает количество зерен, которые не режут, а идут вслед за режущими, повышая тем самым эффективность шлифования, и снижает температуру в зоне обработки.
Кроме того, при периодическом изменении вращения обеспечивается лучшее удаление отходов шлифования и, как следствие, дополнительное снижение температуры в зоне обработки.
Накладывание на вращательное движение круга периодического колебательного позволяет реализовать принцип неповторяющегося следа, давая возможность повысить режущую способность круга и значительно улучшить шероховатость обработанных поверхностей.
Осцилляция зоны резания в пространстве и изменение скорости круга во времени позволяет уменьшить теплонапряженность процесса, повысить производительность обработки в 2 и более раз и снизить расход инструмента.
Источники информации, принятые во внимание
1. Авт. св. СССР N 1093526, МКИ B 24 D 13/00, 3480816/25-08, заявл. 10.08.82, опубл. 23.05.84. Бюл. N 19.
2. Авт. св. СССР N 961933, МКИ В 24 В 45/00. Куйбышевский политехнический институт. - 30.09.1982. Бюл. N 27.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| УСТРОЙСТВО ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2202461C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| МЕХАНИЗМ ПРИВОДА ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2176183C2 |
Изобретение относится к механической обработке металлов абразивным инструментом и может быть использовано при шлифовании, шлифохонинговании и хонинговании. Устройство содержит установленный на шпинделе фланец с закрепленным на нем под острым углом шлифовальным кругом. Фланец выполнен с косым внутренним опорным торцом. Его устанавливают на шпинделе подвижно с возможностью поворота относительно продольной оси посредством шариков, расположенных с торцов контактирующих с ними поверхностей. На пиноли станка жестко установлен торцовый кулачок, его беговая дорожка постоянно контактирует с роликом. Последний расположен на одном плече Г-образного рычага. Другим плечом Г-образный рычаг входит в паз фланца. Упомянутый рычаг смонтирован на шпинделе на поперечной оси и подпружинен к кулачку пружиной, расположенной на стойке. В результате работы устройства происходит наложение колебательного движения круга на вращательное, что обеспечивает лучшее удаление отходов шлифования и снижение температуры в зоне обработки, а также повышение режущей способности круга и шероховатости обработанных поверхностей. Использование устройства ведет к повышению качества и производительности обработки. 5 ил.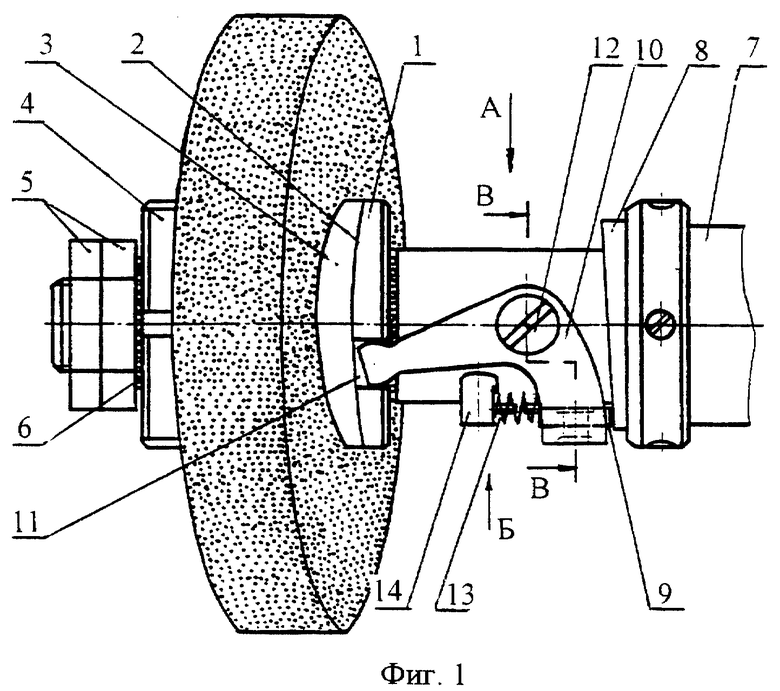
Устройство для абразивной обработки поверхностей периферией круга, содержащее установленный на шпинделе фланец с закрепленным на нем шлифовальным кругом, отличающееся тем, что оно снабжено торцовым кулачком, смонтированным на пиноли, Г-образным рычагом, несущим ролик и шарнирно установленным на поперечной оси на шпинделе с возможностью контакта одним плечом через упомянутый ролик с торцовым кулачком, а другим - с пазом, выполненным на фланце, стойкой с закрепленной на ней пружиной сжатия для обеспечения постоянного контакта Г-образного рычага с торцовым кулачком, а также косыми шайбами для крепления круга на фланце и гайками для крепления фланца на шпинделе, при этом фланец выполнен с косым внутренним опорным торцом и установлен на шпинделе подвижно с возможностью поворота относительно продольной оси посредством шариков, расположенных с торцов контактирующих с ними поверхностей.
| Устройство для крепления шлифовального круга | 1980 |
|
SU961933A1 |
| Устройство для крепления шлифовального круга | 1979 |
|
SU887140A1 |
| Планшайба для крепления шлифовального круга | 1980 |
|
SU908581A1 |
| Устройство для абразивной обработки плоских поверхностей | 1989 |
|
SU1691083A1 |
| US 1976233 A, 28.10.1929. | |||
