Изобретение относится к скрепляемым высокопрочной стальпой лентой станинам гидравлических прессов, прокатных станов и т. п.
Известна станина гидравлического пресса, выполненная в виде разборных верхней и нижней траверс со стойками, скрепленных обечайками, в каждую из которых уложена обмотка.
Иредлагаемая станина отличается от известной тем, что каждая обечайка выполнена в виде наружного и внутреннего колец, например стальных, скрепленных между собой поперечными скобами, жестко связанными с одним из колец.
Такое выполнение станины позволяет облегчить сборку и транспортировку пресса, а также улучшает условия напряженного состояния ленты в рабочем положении. Гибкие обечайки, изготовленные из цилиндрических колец, дают возможность значительно увеличить размеры пресса, так как при использовании одной и той же намоточной машины периметр кольцевой обечайки, изготовленной на этой машине, всегда больше периметра овальной обечайки.
Гибкие обечайки обеспечивают возможность временно изменять их геометрию при перевозках в соответствии с железнодорожными габаритами, а также исключать непроизводительные затраты металла, расходуемого на каркасы жестких бандажей.
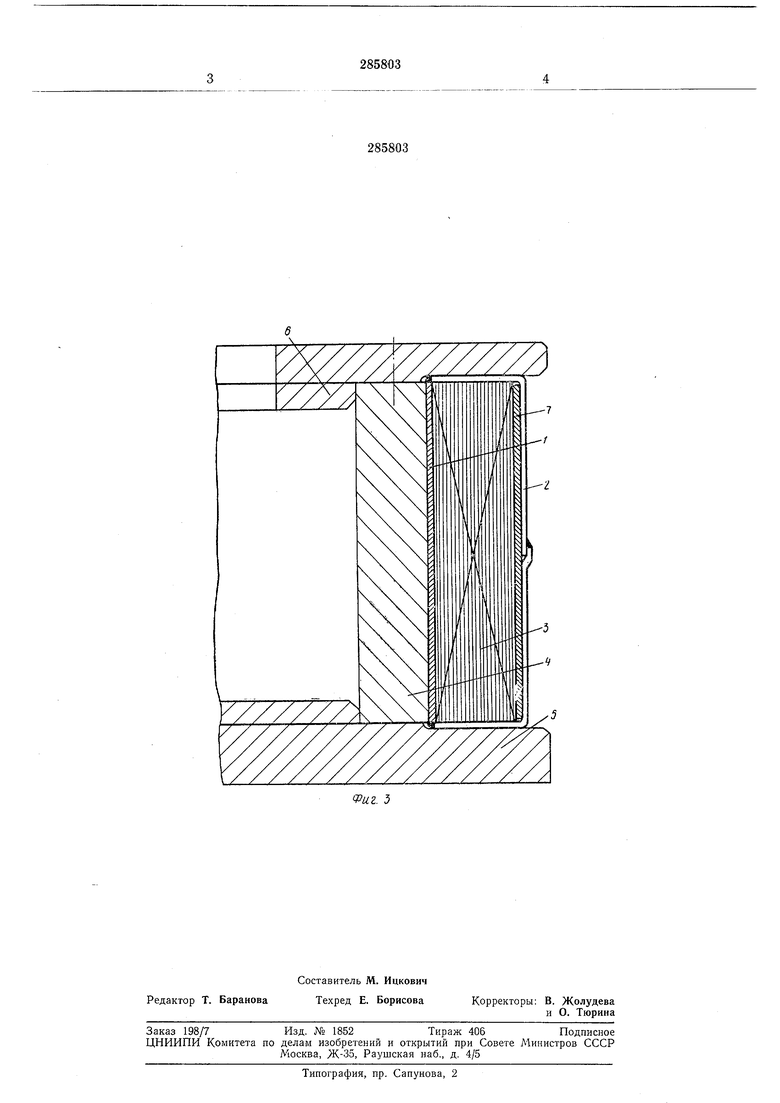
На фиг. 1 показан внешний вид гибкой обечайки; на фиг. 2 - ее форма при транспортировке; на фиг. 3 - конструкция гибкой обечайки.
Основанием бандажа является тонкий стальной пояс /, ширина которого равна ширине бандажа. Вдоль пояса приварены с шагом 0,5-1 м и более одна против другой узкие поперечные полоски 2, толшина которых равна толщине пояса, а рабочая длина приблизительно - сумме трех сторон сечения всех слоев ленты обмотки 3. Длина внутреннего пояса J равна наружному периметру рамных элементов станины (ригели и стойки), контактирующему с гибким бапдажем в сборе станины.
Перед намоткой лепты 3 внутренний пояс натягивается, например, при помощи ушек и стяжных болтов на кольцевую расклиниваемую оправку 4, установленную на планшайбе 5 намоточной машины, стыки пояса свариваются, зачищаются, а приспособление удаляется. Затем к кольцевой распертой клипом оправке прикрепляются болтами секции верхнего стального кольца 6, которое вместе с планшайбой и оправкой образует кольцевое гнездо прямоугольного сечения, ширина которого соответствует ширине бандажа, а высота его толщине. После этого к основанию бандажа прикрепляется, например приваркой или зажимом, начало ленточной обмотки, и лента
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНИНА ГИДРАВЛИ»!ЕСКОГО ПРЕССА | 1966 |
|
SU182512A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU298487A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU308881A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ЛЕНТЫ | 1972 |
|
SU353770A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1972 |
|
SU330985A1 |
| СПОСОБ ПОДГОТОВКИ ОБМОТКИ ТРАНСФОРМАТОРА К ПРЕССОВАНИЮ | 2010 |
|
RU2449400C1 |
| АГРЕГАТ ДЛЯ ШТАМПОВКИ | 1969 |
|
SU258033A1 |

Date : 26/09/2001
Number of pages : 2
Previous document : SU 285803
Next document : SU 285805
