Изобретение относится к области сйарки.
Известна установка, содержащая переднюю бабку с полым шпинделем и планшайбой, заднюю бабку с прижимом, сварочную головку и механизм разжатия, выполненный в виде трубы, концентрично размеш;енной в шпинделе передней бабки и снабженной конусом, перемещаемым с помощью установленного на корпусе передней бабки силового цилиндра и взаимодействующим с башмаками механизма разжатия.
К основным недостаткам этой установки относится прогиб шпинделя под тяжестью свариваемой обечайки и разжимного устройства, работающего от вращающихся гидроцилиндров, подвод масла к которым требует применения сложного многоканального коллектора, утечка масла через который неизбежна.
Цель настоящего изобретения заключается в упрощении конструкции установки и в повыщении качества сварки.
Это достигается тем, что силовой цилиндр установлен соосно со щпинделем, а шток его выполнен полым и соединен с трубой через оснащенную упорными подшипниками втулку, при этом передняя бабка оснащена регулируемыми роликоопорами, взаимодействующими с планшайбой и смонтированными на эксцентировых осях, укрепленных на торцевой стенке бабки.
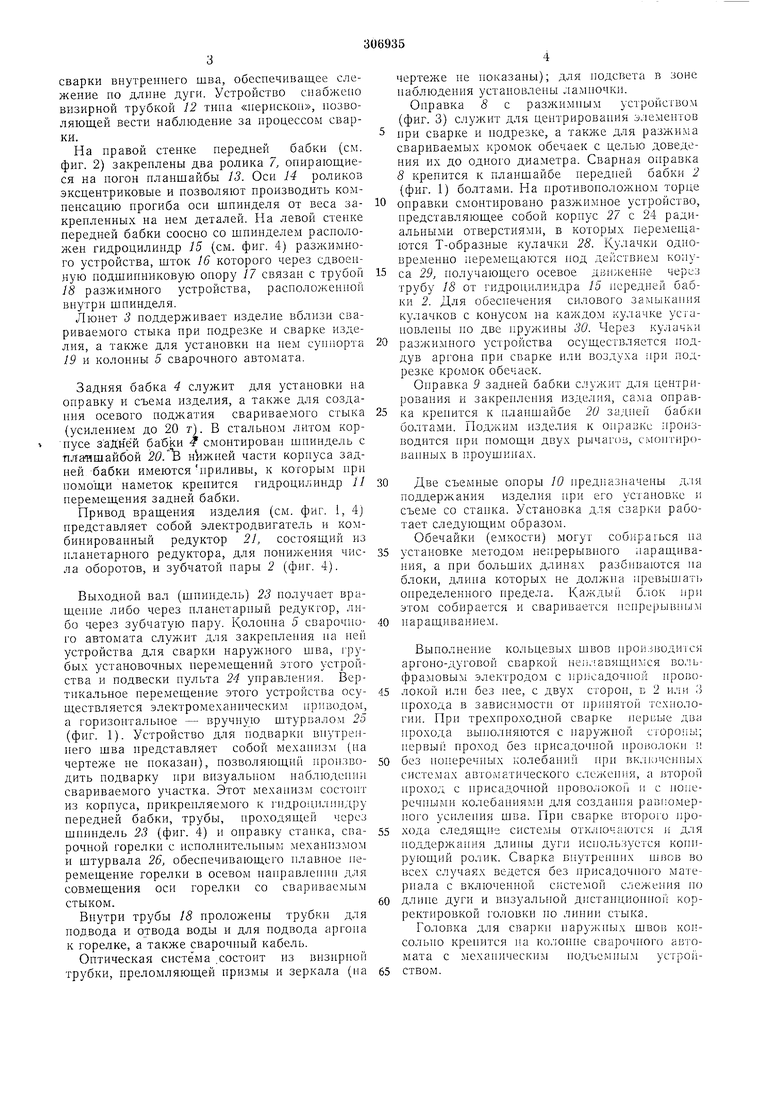
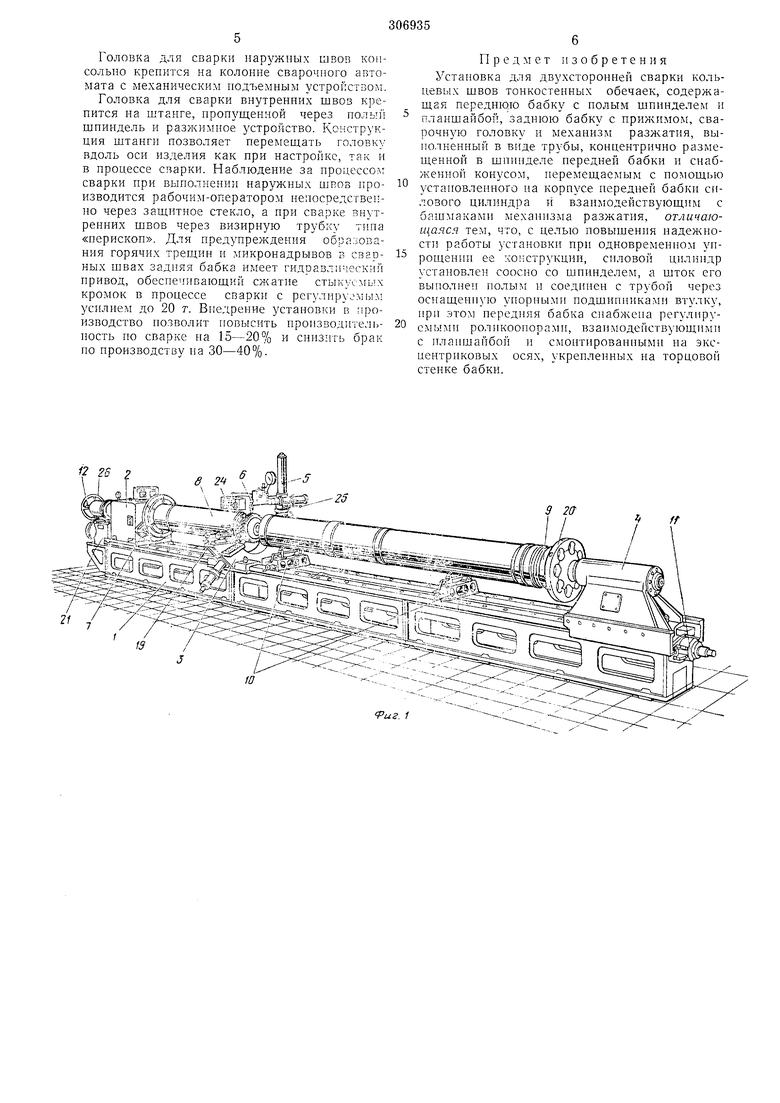
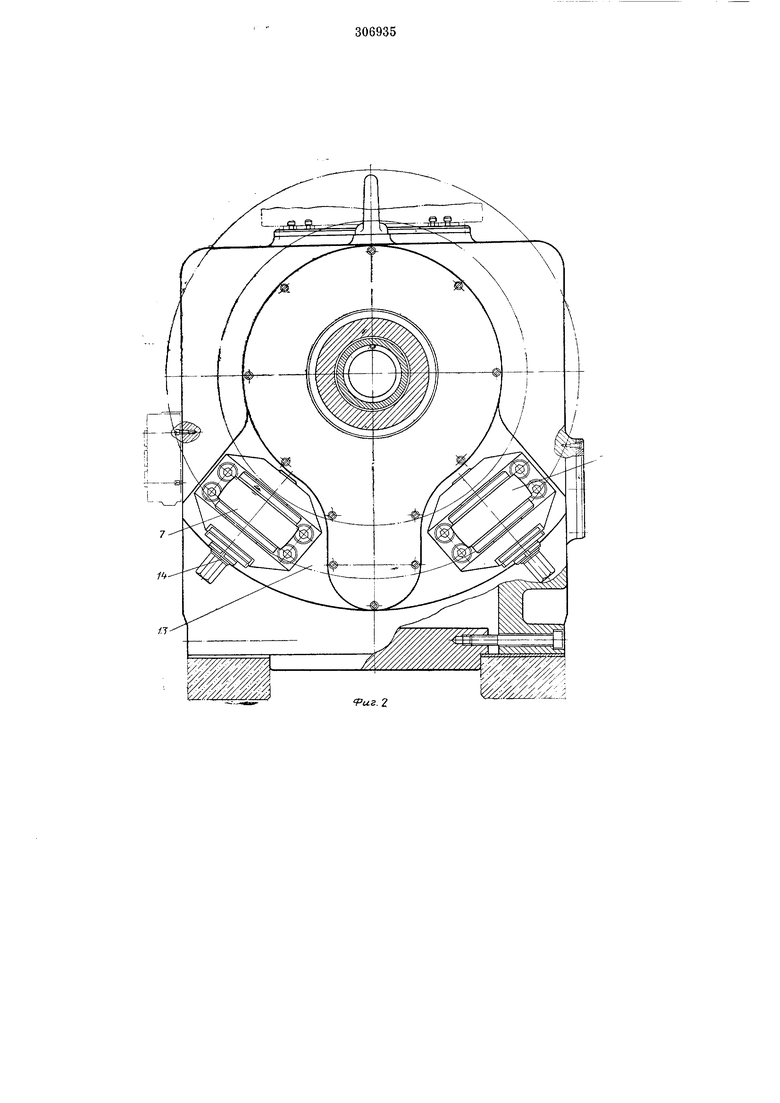
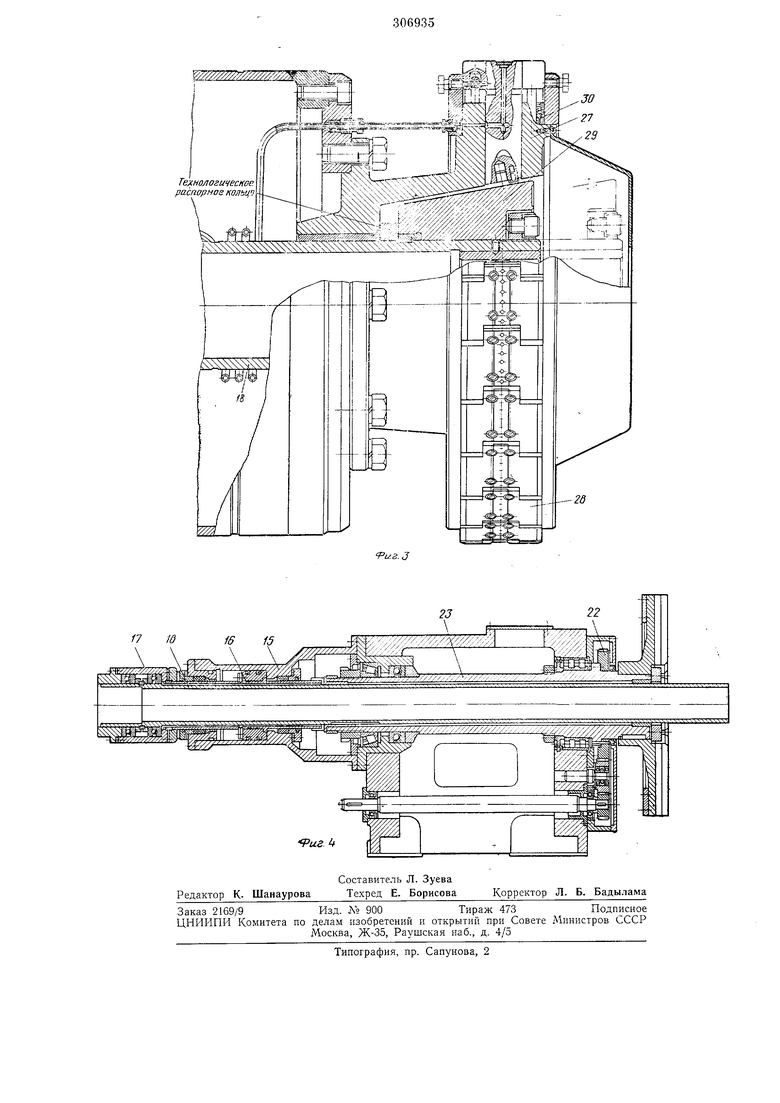
На фиг. 1 изображена предлагаемая установка; на фиг. 2 - передняя бабка с роликоопорами; на фиг. 3 - оправка с разл имным устройством; на фиг. 4 дан разрез передней бабки.
Установка состоит из станины У, передней бабки 2, люнета 3, задней бабки 4, колонны 5 сварочного автомата, двух автоматических сварочных головок 6 для внутреннего и наружного шва, роликов 7, оправки 8 с разжимным устройством, оправки 9 задней бабки и съемных опор 10.
На станине У передняя бабка 2 установлена с приводом вращения изделия. Задняя бабка 4 перемещается по направляющим станины при помощи гидроцилиндра //, шток которого закреплен в задней части станины. А1ежду передней и задней бабками на направляющих станины установлен люнет 3 с роликовыми опорами и суппортом для подрезки торцов обечаек.
На люнете смонтирована колонна 5 сварочного автомата с устройством для сварки наружного шва, снабженным двухкоординатной электронной системой слежения (по длине дуги и по линии стыка).
На планшайбе передней бабки 2 закреплена оправка 8 с разжимным устройством. сварки внутреннего шва, обеспечиващее слежение по длине дуги. Устройство снабжено визирной трубкой 12 тина «перископ, иозволяющей вести наблюдение за процессом сварки. На правой стенке передией бабки (см. фиг. 2) закреплены два ролика 7, опирающиеся на погон планшайбы 13. Оси 14 роликов эксцентриковые и позволяют производить компенсацию прогиба оси шпинделя от веса закрепленных на нем деталей. На левой стенке передней бабки соосно со шпинделем расположен гидроцилиндр 15 (см. фиг. 4) разжимного устройства, шток 16 которого через сдвоепную подшипниковую опору 17 связан с трубой 18разжимного устройства, расположеппой внутри шпинделя. Люнет 3 поддерживает изделие вблизи свариваемого стыка при подрезке и сварке изделия, а также для устаповки на нем суппорта 19и колонны 5 сварочного автомата. Задняя бабка 4 служит для установки на оправку и съема изделия, а также для создания осевого поджатия свариваемого сгыка (усилением до 20 г). В стальном литом корпусе заДней бабки смонтирован шпиндель с планшайбой 20.Ъ части корпуса задней бабки имеютсяприливы, к которым при помощи наметок кренится гидроцилиндр 11 перемещения задней бабки. Привод вращения изделия (см. фиг. 1, 4) представляет собой электродвигатель и комбинированный редуктор 21, состоящий из планетарного редуктора, для попижения числа оборотов, и зубчатой пары 2 (фиг. 4). Выходной вал (шииндель) 23 получает вращение либо через планетарный редукгор, либо через зубчатую пару. Колонна 5 сварочного автомата служит для закрепления па пей устройства для сварки наружного шва, Ipyбых установочных перемещений этого устройства и подвески пульта 24 управления. Вертикальное перемещение этого устройства осуществляется электромехаиическим приводом, а горизонтальное - вручную штург алом 25 (фиг. 1). Устройство для подваркп внутреннего шва представляет собой механизм (на чертеже не иоказан), нозволяющий производить подварку при визуальном наблюдении свариваемого участка. Этот меха1П13м состоит из кориуса, прикрепляемого к гидроцил П1Дру передней бабки, трубы, проходящей через шииндель 23 (фиг. 4) и оиравку станка, сварочной горелки с исполнительным механизмом и штурвала 26, обеспечивающего плавное перемещение горелки в осевом паправлепин для совмещения оси горелки со свариваемым стыком. Внутри трубы 18 проложены трубки для подвода и отвода воды и для иодвода аргопа к горелке, а также сварочиый кабель. чертеже не иоказапы); для подсвета в зоне паблюдеиия установлены ламночки. Оправка 8 с разжимным устройством (фиг. 3) служит для центрирования элемептов при сварке и подрезке, а также для разжи.ма свариваемых кромок обечаек с целью доведения их до одного диаметра. Сварная оправка 8 крепится к планшайбе передней бабки 2 (фиг. 1) болтами. На противоиоложиом торце оиравки смонтировано разжимиое устройство, представляющее собой корпус 27 с 24 радиальными отверстиями, в которых перемещаются Т-образные кулачки 28. Кулачки одновре.менно перемещаются под действием копуса 29, иолучающего осевое движение через трубу 18 от гидропилиндра 15 передней бабки 2. Для обеспечения силового замыкания кулачков с конусом па каждом кулачке установлены по две пружины 30. Через кулачки разжимного устройства осуществляется поддув аргона при сварке или воздуха iipn подрезке кромок обечаек. Оправка 9 задней бабки служит для центр ировапия и закрепления изделия, сама оправка крепится к плаишайбе 20 задней бабки болтами. Поджим изделия к оправке производится при помощи двух рычагов, смоптировапных в проушинах. Две съемные опоры 10 предпазпачепы д;1Я поддержания изделия при его устаповке и съеме со станка. Установка для сварки работает следующим образом. Обечайки (емкости) могут собирагься па установке методом непрерывного наращивания, а при больших длинах разбиваются па блоки, длипа которых пе должна превьш ат1 определенного предела. Каждый блок при этом собпрается и сваривается нсирерывиым наращиванием. Выполпепие кольцевых швов производится аргоно-дуговой сваркой пе1)лавящпмся вольфра.мовым электродом с присадочной проволокой или без пее, с двух сторон, Е 2 или 3 прохода в зависимости от принятой технологии. Прп трехпроходной сварке первые два прохода выполняются с паружпой стороны; первый проход без присадочной npoiuxaoKn и без поперечных колебапий прп вкл1ичо1П1ых спстемах автоматического слежения, а ггорой проход с присадочпой проволокой п с поперечпымп колебапиями для создания paiMiOjMepпого усиления шва. При сварке второго прохода следящпе спсте.мы отключаются п д.тя поддержапия длппы дуги используется коппрующий ролик. Сварка впутрепппх швов во всех случаях ведется без присадочного матерпала с включенной системой слеже пая по длипе дуги и впзуальиой дпстапциоипой корректировкой головки по липии стыка. Головка для сварки иаружпых швов копсольио креиптся па колоппе сварочного автомата с .мехапическп.м подъемны.м ycTpoiiГоловка для сварки наружных швов консольно крепится на колонне сварочного автомата с механическим подъемным устройством.
Головка для сварки внутренних швов крепится на штанге, пропуш,енной через польп шпиндель и разжимное устройство. Конструкция штанги позволяет перемешать головку вдоль оси изделия как при настройке, так и в процессе сварки. Наблюдение за процессом сварки при выполнении наружных швов производится рабочим-оператором непосредственно через зашитное стекло, а при сварке внутренних швов через визирную трубку типа «перископ. Для предупреждения образования горячих трешин и микронадрывов в сварных швах задняя бабка имеет гидравлический привод, обеспечиваюший сжатие cтыкvo гL X кромок в процессе сварки с регулиру. усилием до 20 т. Внедрение установки в производство нозволит повысить нроизводительность но сварке на 15-20% и снизить брак по производству на 30-40%.
Предмет изобретения Установка для двухсторонней сварки кольцевых швов тонкостенных обечаек, содержашая переднюю бабку с нолым шпинделем и планшайбой, заднюю бабку с прижимом, сварочную головку и механизм разжатия, выполненный в виде трубы, концентрично размещенной в шпинделе нередней бабки и снабженной конусом, неремещаемым с номошью установленного на корпусе нередней бабки силового цилиндра и взaи ioдeйcтвyющим с башмаками механнзма разжатия, отличающаяся тем, что, с целью повышения надежности работы установки при одновременном унрощенин ее конструкции, силовой цилиндр установлен соосно со шнинделем, а шток его выполнен полым н соединен с трубой через оснащенную упорными подшипниками втулку, при этом нередняя бабка снабжена регулируемыми ролнкоопорамн, взаимодействующими с нланшайбой и смо ггированными на эксцентриковых осях, укрепленных на торцовой стенке бабки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| Установка для сварки кольцевых швов | 1980 |
|
SU899316A1 |
| ЛТЕПТПО- ^,j I ''^ TiXitH^fCK.Mi ^^iEHSJHOTCKA' | 1966 |
|
SU185421A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1967 |
|
SU202408A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Установка для сборки и сварки цилиндрических изделий | 1982 |
|
SU1127178A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1971 |
|
SU298450A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ | 1970 |
|
SU277150A1 |
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
иг.2
