Известен способ прокатки колец, включающий раскатку нагретых кольцевых заготовок в калибре вращающихся и сближающихся между собой роликов. Однако при таком способе охлаждения кролюк заготовки прокатку останавливают в то время, когда основной металл заготовки имеет температуру, при которой его еще можно деформировать. Кроме того, в процессе прокатки колец с непритупленными кромками необходимы частые промежуточные подогревы, а зачастую и промел-суточные охлаждения неоднокатанных заготовок для притупления кромок и снятия заусенцев механическим способом.
Предлагаемый способ отличается от известного тем, что, с целью более полного использования допустимого температурного интервала деформации, кромки заготовки в процессе прокатки непрерывно притупляют дополнительным обжатием, прекращая его перед доводкой кольца на готовый размер.
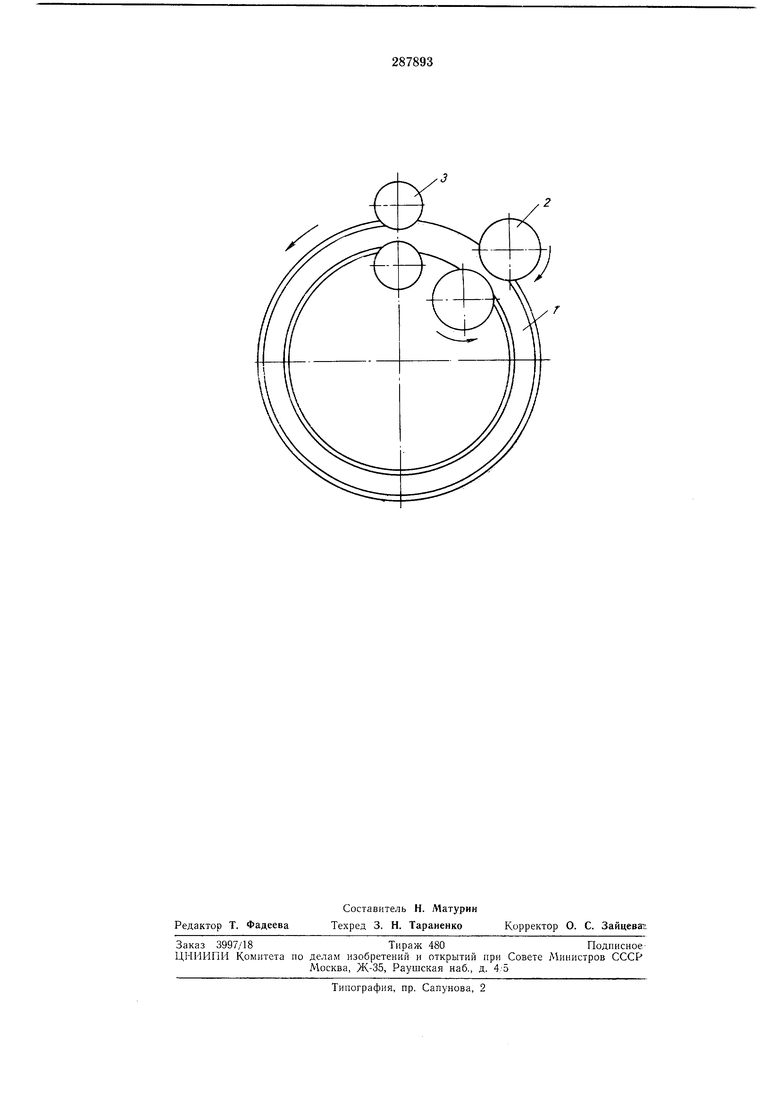
Па чертеже показана схема осуществления предлагаемого способа.
Нагретую кольцевую заготовку 1 помещают между основными роликами 2. Основные ролики приводят во вращательное движение и постепенно сближают один с другим. В образованном роликами 2 калибре происходит
прокатка заготовки. Кромки заготовки не заостряются благодаря их постоянному притуплению дополнительными роликами 3, которые установлены непосредственно за основными роликами по ходу вращения заготовки.
Температура притупленных кромок близкак температуре сердцевины заготовки. Такоеразмещение дополнительных роликов повышает эффективность выравнивания температуры по сечению заготовок, так как кромка сразу после выхода металла из калибра ос новных роликов притупляются.
Перед оформлением окончательного профи ля кольца (готовый размер) снимают дополнительное обжатие дополнительными роликами, которые для этого разводят.
Предмет изобретения
Способ прокатки колец, включающий раскатку нагретых кольцевых заготовок в калибре вращающихся и сближающихся между собой роликов, отличающийся тем, что, с целью более полного использования допустимого температурного интервала деформации,, кромки заготовки в процессе прокатки непрерывно притупляют дополнительным обжатием, прекращая его перед доводкой кольца на готовый размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2301718C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| Инструмент для раскатки колец | 1981 |
|
SU967635A1 |
| Способ изготовления кольцевых изделий | 1991 |
|
SU1764750A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1993 |
|
RU2069595C1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| "Способ раскатки широких металлических обечаек и бандажей "Крюкан" | 1989 |
|
SU1738447A1 |